-
8/22/2019 118076164 Gravity Separation of Particulate
1/20
Gravity Separation of Particulate Solids
in Turbulent Fluid Flow
JU RGEN TOMAS
QUERY SHEET
Q1 Au: Is bullet list constructed correctly?
Q2 Au: Should this be Table 4. Not otherwise referred to
-
8/22/2019 118076164 Gravity Separation of Particulate
2/20
Gravity Separation of Particulate Solidsin Turbulent Fluid
Flow
JU RGEN TOMAS
5Mechanical Process Engineering
Otto-von-Guericke-University Magdeburg
Magdeburg, Germany
The separation characteristics of particle settling velocity,
size, density, and shapeare introduced, and the equivalent settling
condition for laminar, transition, and
10turbulent flow are explained. A similarity model of particle
transport in a turbulentflow field is brief ly discussed. Typical
operation principles in separation apparatusesfor counter current
and cross-flow separation are presented. The separationfunction,
cut point, sharpness, and separation stage utilization coefficient
aredetermined to assess the efficiency for process sequences for
multistage turbulent
15cross-flow separation. Satisfactory to very good results were
achieved in the difficultseparation of a partially liberated
aggregate consisting of hardened cement pasterubble with sharpness
from 0.66 to 0.94 at separation stage utilization coefficients of7
to 87%. Specific mass flow rates of 3 to 16 t=(m2h) and mass
related energyconsumption of 0.2 to 8 kWh=t were obtained.
20Keywords: Cross-flow gravity separation model, separation
efficiency, wasterecycling
Introduction
Typical unit operations of particle separation are introduced to
explain the operation
principles like current, counter current, and cross-flow
patterns with their physically
25determined separation characteristics, i.e., settling velocity
vs,i,j, particle size di,
density rs,j, and shape. These processes are assessed by the
separation function Ti,j,
or grading efficiency curve, as the ratio of product to feed
mass increments of the
separation characteristic fractions i, j. The ratio of secant
points of this function near
the cut point, the so-called separation sharpness k, indicates
directly the process30quality; see Schubert (1989, 1996, 2003) for
particle separation processes and
Smigerski (1993) and Leschonski (2003) for air
classification.
Wet and dry separations have differing advantages and
disadvantages. Dry
separation is more cost-effective in terms of its energy
requirement, since with wet
separation problems regarding the treatment of process water and
its disposal need to
35be considered, and dry separation is especially suitable for
semi-mobile processing
3b2 Version Number : 7.51c/W (Jun 11 2001)File path :
p:Santype/Journals/Taylor&Francis/Upst/22(2)/22(2)-18467/Upst22(2)-18467.3dDate
and Time : 2 8/4/04 and 16:07
Presented at the 4th International Conference for Conveying and
Handling of Particulate Solids,
Budapest, Hungary, May 2730, 2003.
Address correspondence to Ju rgen Tomas, Mechanical Process
Engineering, Otto-von-Guericke-
University Magdeburg, P.O. Box 4120, D-39106 Magdeburg, Germany.
E-mail: juergen.tomas@vst.
uni-magdeburg.de
Particulate Science and Technology, 22: 119, 2004
Copyright # Taylor & Francis Inc.
ISSN: 0272-6351 print/1548-0046 online
DOI: 10.1080/02726350490457222
1
-
8/22/2019 118076164 Gravity Separation of Particulate
3/20
plants. Wet separation is also useful for the removal of
pollutants from contaminated
building waste (Kalck & Werther, 1990). The liberation of
building rubble by com-
minution produces a predominantly mineral mixture with a density
distribution of
rs 1.82.7 g=cm3 (Tomas et al., 1998; Tomas & Grger, 1999).
As a result of the
40relatively narrow density range, the requirements regarding
the sharpness of the
process employed for the separation of partially liberated
aggregate and concrete-
brick rubble are very high. The separation processes currently
employed in the
recycling of building materials remove mainly the lightweight
impurities such as
paper, wood, films, insulating materials, and pieces of plastic
(rs 0.11.2 g=cm3)
45by wet or dry separation. In such cases, the range of
unsharpness beyond the cut
point can be defined in the intermediate range (rs 1.21.8
g=cm3), so that equip-
ment with relatively low separation efficiency is still adequate
for these applications.
Table 1 provides an overview of the state-of-the-art with
respect to separation for
recycling building materials and domestic waste (Bilitewski,
1995; Friedrichs &
50Tomas, 1996; Hanisch et al., 1991; Melchiorre et al., 1994; G.
Schubert, 1999;
Tra nkler, 1992).For the separation of building rubble,
classifiers are mainly used in practice. The
upward flow or single-stage cross-flow separators commonly
employed for dry
separation in an airflow separate the material feed according to
the respective settling
55velocities of the different components. The separation
behavior is influenced deci-
sively by the particle size, particle shape, and particle
density of the components to
be separated. An air classifier can separate the materials,
according to one of these
parameters, providing that the influence of the other two
variables is minimized.
The separation of totally or partially liberated aggregate
particles in the size
60range of d 216 mm, therefore, presents a challenge to the
separation sharpnessand efficiency of the equipment. Tests were
carried out in a zigzag channel to
establish whether the high separation sharpness required can be
achieved in a
multistage turbulent cross-flow separation apparatus.
Table 1
Selected separation processes for the recycling of building and
domestic waste
Wet separation Dry separation
*
Float and sink cleaning (Tra nkler,1992; Schu tze, 1987)
*
Classification (Greschner, 1994)
* Hand sorting (Hanisch et al., 1991)* Aquamator (Rohr, 1987;
Schu tze, 1987) * Automatic sorting (Schubert, 1996)
* Countercurrent and cross-flow
aeroseparation (Schubert, 1999)* Upward flow (Kalck &
Werther, 1990) * Pneumatic table (Gu ldenpfennig &
Lohr, 1995)* Jig (Breuer, 1988; Kellerwessel, 1993) * Sloping
separating belt
(Schubert, 1996)* Slinger (Hanisch et al., 1991)
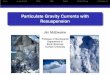
* Washing drum (Hentzschel, 1990) * Eddy current
separator(Schubert, 1994)
2 J. Tomas
-
8/22/2019 118076164 Gravity Separation of Particulate
4/20
Fundamentals of Aeroseparation of Building Rubble
65The basis for studying a separation process in a fluid cross
flow is the balance of the
forces of buoyancy, weight, and fluid resistance of a particle.
With this balance, it is
possible to obtain a correlation between particle size and the
quasi-stationary settling
velocity vs in a gravitational field:
v2s 2
cWrs rf
rf
Vp
Ap g 1
70where Ap is the side-fed cross-sectional area, cW the drag
coefficient of the fluid flow
pattern around the particles, Vp the particle volume, and rf the
fluid density. The
density of the solid particles rs depends on the inner porosity
(up to 95% for
insulating materials) and pore saturation with a liquid.
75In the separation of particles of varying density rs the
principle of what is termed
equivalent falling classes, i.e., classes with equal settling
velocity, can be for-
mulated as follows. If the particle shape is constant, large and
lightweightparticles settle just as fast as small and heavy
particles. With d i to di 1 as the
particle size of the class i to i 1 as well as rs,S and rs,L, as
the particle densities of80the heavy fraction (index S) and the
lightweight fraction (index L), the following
applies:
vsdi1; rs;L vsdi; rs;S 2
Depending on the particle flow patterns vs / da, (Schubert et
al. 1986), and with
85the relationship
cW / Re1
2
a
3 3
and the particle Reynolds number Re vs d rf=Zf, then for the
size fractions thefollowing holds:
di1di
rs;S rfrs;L rf
!a13a
4
90
and for the settling velocity vs related to cut point vsT (Table
2):
vsvsT
d
dT
a
rs rfrs;T rf
!a13
5
Table 2
Equivalent-falling condition dependent on the particle
flow-around pattern
Exponent a a 13 a
Flow pattern Reynolds number Drag coefficient
2 1=2 Laminar (Stokes) Re < 1 cw / Re1
2 < a< 1=2 1=2 . . .1 Transition 1 < Re < 103 cw /
Re1 . . .01=2 1 Turbulent (Newton) 103 < Re < (24)105 cw /
Re
0
Gravity Separation of Particulate Solids in Turbulent Fluid Flow
3
-
8/22/2019 118076164 Gravity Separation of Particulate
5/20
First, the counter current particle separation in a field of
gravity has been described
95by Molerus (1967), Molerus and Hoffmann (1969), Schubert et
al. (1986), Schubert
(1989), and Bhme (1989) and centrifugal forces by Husemann
(1990) and Husemann
and May (1998). Numerical simulations on basis of computational
fluid dynamics
(CFD) models were performed by Heiskanen (2002). But the models
of counter
current separations formulated by Gorzitzke (1982) and Bhme
(1989) to date have
100proven unsuitable or too complex (Senden, 1979) for the
evaluation of the multistage
cross-flow separation in order to describe the process
efficiency. The separation
tapping model of a turbulent cross-flow hydroclassification
derived by Schubert and
Neee (1973), Neee (1969, 1978), and Neee and Schubert (1975,
1976, 1977, 1977)
was used to develop a model for multistage turbulent cross-flow
aeroseparation
105(Tomas & Grger, 1999, 2000). The good separation
characteristics of a zigzag
separator, invented by Stebbins (1930), are based on the series
arrangement of
several such stages (Kaiser, 1963; Tomas & Grger, 1999,
2000, 2001).
The separation efficiency is influenced by the turbulent flow
pattern in the
process chambers (Schubert & Neee, 1973; Neee, 1969, 1978;
Neee & Schubert,1101975, 1976, 1977). This effective
dimensionless turbulence variable can be roughly
described by the averaged apparatus Reynolds number Re ub=n
103106, degreeor intensity of turbulence Tu 0.010.15, and turbulent
diffusion coefficient of fluidDt 12000 cm
2=s (Table 3). Because of the comparably high degree of
turbulence inthe zigzag channel the turbulent particle diffusion or
eddy diffusion coefficient of
115fluid Dt,s % Dt % (45 cm)2=s(63 cm)2=s measures high also.
Additionally, the
amounts in brackets can be physically correctly interpreted as
the local particle
position shift squared, averaged, and related to a time
increment, i.e., a second
statistical momentum of particle concentration distribution.
The ratio of convective to diffusive transport expressed by the
Bodenstein
120number Bo ub=Dt 1103 is large. Hence the particle separation
may be described
by a model for random or turbulent mass transport with following
prerequisites:
The particle hold up probability distributions (concentration
per number cn,i,j)
versus height y are independent of each other, i.e., for every
particle size fraction i as
well as density fraction j the one-dimensional
Fokker-Planck-Equation is assumed to
125be valid:Q1
@cn;i;j@t
vs;i:j
1
1!@cn;i;j@y
Dt;s 1
2!@2cn;i;j@y2
6
For homogeneous field of turbulence in the process chamber the
turbulent dif-fusion coefficient Dt % Dt,s and the particle
diffusion coefficient are assumed to be
130equivalent. The turbulence intensification by the free
turbulent particle flow-around
pattern is larger than damping by particle concentration caused
by inelastic particle-
particle or particle-wall collisions:
L
ffiffiffiffiffiffiu02x
q% const: Dt 7
The macrodimension of turbulence (diameter of largest eddies
dW,max L=2)135depends on the characteristic dimension of a
turbulence generating tool, i.e., the
width of process channel L/ b. The root-mean-square of turbulent
flow ratefluctuations across the principal flow direction is
proportional to the eddy
circumferential speed uf and to the averaged fluid flow rate
ffiffiffiffiffiffiu02
x
q/ uj / uu.
4 J. Tomas
-
8/22/2019 118076164 Gravity Separation of Particulate
6/20
The particle size is small compared with the channel width d
< 0.1L< b. The particle140size should also be small compared
with the microdimension of turbulence (dW,min
diameter of smallest eddies with circular laminar flow) d <
dW,min % 10lD with theKolmogorov dimension of microturbulence lD
n
3=e 0;25
.
For steady-state condition @cn,i,j
= @t 0 (at bottom y 0, cn,i,j
cn,0,i,j
) an
exponential particle number concentration distribution versus
height h is obtained
145from Equation (6), (Molerus, 1967):
cn;i;j cn;0;i;j exp vs;i;j
Dt;s h
!8
This function is the basis of models that describe the
stochastic process
efficiency. The so-called separation function or grade
efficiency curve is used to
150assess the accuracy of gravity separation of any narrow
particle size fraction Ddi, as
shown in Figure 1. This figure shows the incremental probability
distribution of
particles that are discharged as heavy product. As limits for
this S-shaped function,
a step function indicates the ideal or perfect separation and a
horizontal line
characterizes the undesired feed mass splitting without any
effect related to the
155separation property, i.e., particle density rs (or particle
size d in terms of classifi-
cation). The difference between the step function and the
S-curve characterizes the
amount of misplaced product. Hence, the steeper the S-function,
the better is the
separation effectiveness, i.e., sharpness. Generally, this
sharpness can be evaluated as
k 0.30.6 being sufficient, k 0.60.8 being good, and k 0.80.9
being very good,160which is shown in Figure 1 (Rumpf, 1975).
When one balances the particle flow in one cross-flow element or
stage, i.e., asingle channel bend, of the zigzag channel and takes
into account the turbulent
particle flow-around pattern in the zL overflow separation
stages or zS in the
underflow, respectively, the normalized separation function is
as follows ( _VVL,_VVS
165total volume flow rates of lightweight and heavy particles;
Tomas & Grger, 2000):
TzL;zS
rs;j rfrs;T rf
!dconst:
1
1 _VVL_VVS
1 ffiffiffiffiffiffiffiffiffi ffiffirs;jrfrs;Trf
q 9
This fractional grade function (Equation (9)) corresponds to a
probabilitydistribution of a class j of the measurable density of
the porous particles rs,j (the pore
170space in hardened cement paste measures around 2030%) being
discharged in the
heavy fraction S. In his case, the cut point (average separation
density) is defined
with TzL,zS(rs,T) 0.5 probability. For equal fractional grade
efficiencies of the zLlightweight fraction separation stages and zS
heavy fraction separation stages, the
component mass balance of all stages (apparatus elements)
returns the total
175separation probability (feed index A):
Ttot;j _mm
S;j_mmA;j
Rm;S qS rs qA rs 1
1 1TzL;j
zL
TzS;j zS
10
Gravity Separation of Particulate Solids in Turbulent Fluid Flow
5
-
8/22/2019 118076164 Gravity Separation of Particulate
7/20
Table3
Separatorswith
turbulentfluidflow(Schube
rtetal.,
1986),re-calculatedfromseparationresults
Cross-flow
separation
appara
tus
Apparatus
Reynoldsno.
Re
uD=n
Degr
eeof
turbu
lence
Tu
ffiffiffiffiffiffiu02
p
=u
T
urbulent
diffusion
coeffi
cient(cm)2=s
D
t
L
ffiffiffiffiffiffi
u02
p
Bodenstein
number
B
os
vL=D
t;s
Screw
classifier
nS
D2 S
n
Recrit%
104
104
51
05
0.05
0.15
0;014n
SD2 S
0;48_VV
F
B
550or%
(2)2(
7)2
nS
D2 S
Dt
%
100
Rakeclassifier
nR
L2 R
n
104
51
04
0;31n
RL2 R
0;48_VV
F
B
301
00o
r%
(5.5
)2(
10)2
nR
L2 R
Dt
%
1:5
3
1.3Cyclones
uD
Cn
Recrit%
103
105
106
0.01
0.05%
0.1
atinput
Hydrocyc
lone:8
10
4uD
C
Aerocyclone:0:0035uD
C
120or%
(1)2(
4,5)2
uD
C
Dt
%
103
6
-
8/22/2019 118076164 Gravity Separation of Particulate
8/20
1.4Zigzagseparatora
)
ub n
104
61
05
Tu%
Dt
ub
%
0.110.13
(0.110.13)ub
20004
000
or%
(45)2
(63)2
ub
Dt
%
1
15
2.Coun
tercurrentclassifier
uD n
103
106
0.02uD
2002000or%
(14)2
(45)2
0.550
aSchubettetal.,
1986
.
7
-
8/22/2019 118076164 Gravity Separation of Particulate
9/20
For a symmetrical separation with the same number of stages in
the lightweight and
heavy particle flow (zL zS z), the total separation function can
be simplified with180Equations (9) and (10) to:
Ttot;j 1
1 _
VVL_VVS
1 ffiffiffiffiffiffiffiffiffiffiffirs;jrfrs;Trf
q z 11
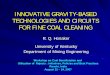
An increasing number of stages z results in a steeper rising
separation function
characterized by a essentially higher sharpness (Figure 2).
Hence, the slope of the
185separation function can be characterized by an elegant
analytical formulation of the
overall separation sharpness ktot for the ratio of secant points
rs,25=rs,75 of 25% and75% separation probability:
ktot rs;25
rs;75
z ln _VVL= _VVS
ln 3
z ln_
VVL=_
VVS
ln 3" #
2
1 12
Separation in the turbulent particle flow pattern can be
achieved with appropriate
190separation sharpness only if the separator has a comparably
high number of
separation stages and if a sufficiently high ratio between the
lightweight and heavy
material volume flow rates _VVL= _VVS can be maintained. This is
commensurate withpractical experience gained with classification
(Kaiser, 1963). Because of this fact, the
multistage separation model is generalized for a wide range of
flow patterns
195concerning the characteristic particle settling velocity
(Table 2).Q2With the effective total number of separation stages ne
(the feed stage both in the
overflow and the underflow is included in this number),
ne 2 ze 1 13
Figure 1. Assessment of gravity separation of a particle size
fraction Ddi.
8 J. Tomas
-
8/22/2019 118076164 Gravity Separation of Particulate
10/20
An additional degree of freedom z ze is obtained, which, on the
one hand, can200be used to fit the measured values to a physically
valid separation function (Equation
(11)) especially with regard to their S-shape. On the other
hand, the so-called
separation stage utilization coefficient represents an
additional parameter to assess
separation efficiency in the case of small density
differences:
ZT ne=n 14
205Setup of the Test Rig
For the separation of mineral materials, a test rig, consisting
of a zigzag channel
measuring 173 200 mm2, a feed unit, a fan, a cyclone, and a
cloth filter was set upas shown in Figure 3. The separation process
can be observed through the glass side
walls of the channel. The mass flow rates of the feed materials
and the separation
210products are determined by means of weight cells. In
addition, during the tests, the
air volume flow rate, the average channel velocity, the pressure
drop versus the
zigzag apparatus, the pressure drop versus the filter, and the
temperature and relative
humidity at significant points can be measured (Friedrichs &
Tomas, 1996).
Zigzag classifiers are usually classed as counter current
classifiers (Bhme, 1989).
215The separation process in the zigzag channel can also be
understood, however, as a
series arrangement of cross-flow separation stages. In each
stage, so-called vortexrolls are formed, to which one fractional
grade can be assigned in the ideal case
(Senden, 1979).
Figure 2. Influence of stage number z on total separation
function Ttot of normalized particle
density rs=rs,T of a multistage cross-flow (zigzag)
apparatus.
Gravity Separation of Particulate Solids in Turbulent Fluid Flow
9
-
8/22/2019 118076164 Gravity Separation of Particulate
11/20
Usually, the feed material is added to the separation process at
the center
220relative to the number of stages in the zigzag channel. In
each stage of the apparatus,
separation into lightweight and heavy fractions takes place. The
heavy particles slide
along the downward sloping channel walls and the lightweight
particles are swept up
with the airflow at the two upward sloping channel walls. At the
bends of the zigzag
channel, these two currents cross the channel so that a
cross-flow separation takes
225place. The good separation characteristics of a zigzag
separator are based on theseries arrangement of several such stages
(Kaiser, 1963; Senden, 1979; Gorzitzke,
1982; Bhme, 1989; Friedrichs & Tomas, 1996; Tomas &
Friedrichs, 1997; Tomas
et al., 1999; Tomas & Grger, 1999, 2000, 2001).
Assessing the Separation Model for Air Classification
230As part of preliminary studies, the separation model in
Equation (11) was applied for
the classification of glass beads, sand=splits, and gravel
(Table 5). In Figures 4 and 5,the measured values for the four
separation experiments with the cut particle size
dT 2.1, 4.6, 5.4, and 6.7 mm are shown. Despite reduction by
particle shape impact,
the quasi-stationary settling velocity of spheres vsT at this
cut point is higher than235the averaged channel airflow rate u,
which is a characteristic of the predominant
cross-flow separation principle.
Figure 3. Setup of the test rig.
10 J. Tomas
-
8/22/2019 118076164 Gravity Separation of Particulate
12/20
Table4
Assessmentcharacteristicsformultistagecross-f
lowseparationin
asymmetricalapparatuswithzo
zu
znumberofseparationstages
andtheexponent
a
accordingtoTable1
Separationfunction
Ttot(
x=xT
)
Cutcharacteristic
xT
x50
(Ttot
0.5)
Separationsharpness
ktot
x25
=x75
Fluidflowseparationx
vs
1
1
_VVo
_VVu
1
vzd;rs
vsTd
T;rsT
h
i
z
vsT
ffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
2r
sT
rf
VP
;T
g
cW;
Trf
AP
;T
s
z
ln_VV
o=
_VV
u
ln3
z
ln_VV
o=
_VV
u
ln3
Classificationx
d
rsc
onst.
1
1
_VVF
_VVG
1
ddT
a
h
i
z
dT%
rf
3r
s
gD
t;s
hln
_VVF
_VVG
!2
forspherescW
0.44
z
ln_VV
F=_VVG
ln3
z
ln_VV
F=_VVG
ln3
"
#1a
Gravityseparation
x
r
sd
const.
1
1
_VVL
_VS
VS
1
rs;
jrf
rs;
Trf
a1
3
"
#z
rsT%
rf
3
d
gD
t;s
hln
_VVL
_VVS
!2
forspherescW
0.44
z
ln_VV
L=
_VVS
ln3
z
ln_VV
L=
_VVS
ln3
"
#
3a
1
_VVo;
_
VV
F;
_VVL
overflow,
fine,orlightweig
htparticlesuspensionvolumeflowrates.
_VVu;
_
VV
G;
_VVS
underflow,
coarse,
orheav
yparticlesuspensionvolumeflowrates.
a
2laminar(Stokes),a
0.5turbulent(Newton)flowpatternacc
ordingtovs/
da
(Schubertetal.,1986).
11
-
8/22/2019 118076164 Gravity Separation of Particulate
13/20
Table 5
Comparison of classification results with the separation model
according to
Equations (11), (12), (13), and (14)
According to Figure 5
According
to Figure 4
m
Sand=Split
*
Split
r
Split=gravel
Particle fraction du,i - do,i, mm 216 0.84 1.616 316
Channel velocity u, m=s 13 7.5 8 10Air volume flow rate _VVg,
m
3=s 0.52 0.3 0.32 0.38Particle settling velocity vsT(dT), m=s
18.2 11.5 15.6 18.7Mass flow rate _mms, t=h 0.12 0.34 0.12
0.16Specific mass flow rate _mms;A,
t=(m2h)3.0 8.5 3 4
Particle concentration ms,g, g=kg 82 262 82 94Cut size dT, mm
5.4 2.1 4.6 6.6
Separation sharpness k 0.89 0.75 0.7 0.7
n 7, effective separation stages ne 5.8 1.8 1.2 1.2Utilization
of separation
stages ZT, %
83 26 17 17
Pressure drop DpZZ, Pa 440 440 440 700
Specific energy consumption Wm,ZZ,
kWh=t1.25 0.39 1.25 1.72
Figure 4. Classification of log normal distributed glass beads
and comparison with the
separation model according to Equation (11), Table 5.
12 J. Tomas
-
8/22/2019 118076164 Gravity Separation of Particulate
14/20
The best efficiency is obtained for the very sharp separation of
ideal-shaped glass
spheres with a steep curve in Figure 4. For the purpose of
comparison, the corre-
sponding model curves with fitted, i.e., effective, stage
numbers zL zS ze 1.4,2401.1, and 1.1 are also plotted for splits.
With this additional degree of freedom z, the
experimental separation processes with the S-shaped curves
typical of air classifi-
cation (rs const.) can be reproduced very well. From these,
separation efficienciesof k 0.89 for glass beads and 0.70.75 for
split is determined, which can be con-sidered good (range k
0.60.8). However, for this classification, effective stage
245numbers in the range ne 1.21.8 results. This means that only
seven separationstages of the apparatus are utilized
satisfactorily, i.e., ZT ne=n 1726%.Remarkable in technical terms
as well are the mass flow rates of 38.5 t=(m2h)related to the
apparatus cross-sectional area and the mass-related energy con-
sumption of only 0.41.7 kWh=t, as summarized in Table 5.
250Results of Gravity Aeroseparation
Tests on the separation of concrete-brick mixtures were carried
out. Figure 6 shows
the reproducibility of the separation efficiency on the basis of
the results of four tests
with a 15-stage unit, all conducted under identical conditions
(d 812 mm). It canbe seen that the separation results demonstrate
considerable scatter in comparison
255with the classification according to Figure 5. The plotted
model curves limit the
range of separation efficiency from k 0.670.91 for ne 17 (Table
6).From comparison of the separation experiments with narrowly
fractionated
concrete-brick mixtures d 810 mm (Figure 7), it can be concluded
that the scatteris caused by the influence of the particle size.
For other tests, Figure 7 shows that the
260separation model Equation (6) can be fitted very well to the
measurement results for
narrow particle size ranges. The sharpness of this separation
with the seven-stage
Figure 5. Comparison of the classification results with the
separation model according to
Equation (11), Table 5.
Gravity Separation of Particulate Solids in Turbulent Fluid Flow
13
-
8/22/2019 118076164 Gravity Separation of Particulate
15/20
Figure 6. Results for the separation of concrete-brick rubble, d
812 mm, n 15, Table 6.
Table 6
Assessment of the gravity separation results
Concrete-brick
rubble
Concrete,
rubber
Figure 8
Particle fraction du,i - do,i, mm
812
Figure 6
810
Figure 7
45 56.3
Channel velocity u, m=s 14 12.5 8.5 8.5Air volume flow rate
_VVg, m3=s 0.56 0.51 0.35 0.35
Particle settling velocity vsT(dT), m=s 20.3 21.7 14.3 14.9Mass
flow rate _mms, t=h 0.12 0.15 0.15 0.63Specific mass flow rate
_mms;A, t=(m
2h) 3.0 3.7 3.7 15.8Particle concentration ms,g, g=kg 50 68 98
417Cut density rs,T, g=cm
3 2.1 2.4 2.1 1.8
Separation sharpness k 0.70.9 0.86 0.80 0.78
Effective separation stages ne 17 3.8 3 3.4
Utilization of separation stages ZT, % 747 54 43 49
Pressure drop DpZZ, Pa 1600 815 350 350
Specific energy consumption Wm,ZZ,kWh=t
8.0 2.75 0.83 0.19
14 J. Tomas
-
8/22/2019 118076164 Gravity Separation of Particulate
16/20
unit can be rated as very good with k 0.86. The utilization of
the seven apparatusstages ZT 54% at an effective number of stages
of ne 3.8 is considered satisfactoryto good (Table 6).
265On this basis, the layout for the separation of a light
fraction, i.e., rubber
granulate rs % 1.0g=cm3, is relatively non problematic (Figure
8). Because of high
particle concentration ms,g 417 g=kg, a comparably small
specific energy con-
sumption Wm,ZZ 0.19 kWh=t is generally obtained for good
separation efficiency(Table 6). Satisfactory to very good results
were also achieved in the difficult
270separation of a partially liberated aggregate consisting of
hardened cement paste
rubble, k 0.660.94 at utilization coefficients of ZT 787%.
Generally, specific
Figure 7. Separation of concrete-brick rubble, d 810 mm, n 7,
Table 6.
Figure 8. Separation of concrete-brick rubble with rubber
granulate, *d 45 mm, md 56.3 mm, Table 6.
Gravity Separation of Particulate Solids in Turbulent Fluid Flow
15
-
8/22/2019 118076164 Gravity Separation of Particulate
17/20
mass flow rates of 3 to 16 t=(m2h) and mass-related energy
consumption of 0.2 to8kWh=t were obtained.
Conclusions275To assess the efficiency of multistage turbulent
cross-flow separation, the separation
functions were derived and compared with test results. With the
effective total
number of separation stages an additional degree of freedom is
obtained, which can
be used to fit measured values to the separation function on a
physical basis.
A separation stage utilization coefficient represents an
additional parameter to assess
280the separation efficiency in terms of small separation
characteristic differences. On
the basis of the well-known separation sharpness, a considerable
utilization of
separation stages, and geometrical variability of a zigzag
apparatus, it was shown
that this multistage cross-flow separation principle is well
suited for the gravity
separation of particulate solids including mineral and waste
materials.
285Nomenclature
A area, m2
Bo Bodenstein number
cW fluid drag coefficient
d particle size, mm
290D diffusion coefficient, m2=s
g acceleration due to gravity, m=s2
h channel height, m
_mm mass flow rate, t=hn total number of separation stages
295q frequency distribution, (kg=m3)1
R recovery
Re Reynolds number
T separation efficiency function
Tu degree of turbulence
300u fluid velocity, m=sv particle velocity, m=s_
VV volume flow rate, m3
=hW work, energy consumption, J
Wm specific work, kWh=t305z fraction number of separation
stages
Greek letters
a exponent
Dp pressure drop, Pa
Z utilization coefficient
310k separation sharpness
m particle concentration, g=kgx physical separation
characteristic
r density, kg=m3
16 J. Tomas
-
8/22/2019 118076164 Gravity Separation of Particulate
18/20
Subscripts
315A cross-sectional area related, feed
e effective
f fluid
F finesg gaseous
320G coarse
i particle size fraction
j particle density fraction
K channel
L lightweight
325m mass related
p particle
o overflow
s solid, settling
S heavy
330t turbulent
tot total
T cut point, separation
u underflow
ZZ zigzag apparatus
335References
Bilitewski, B. 1995. Vermeidung und Verwertung von Reststoffen
in der Bauwirtschaft (Avoidand reuse of waste of building
industry). Beihe. Mull Abfall. 30: 4063.
Bhme, S. 1989. Zur Stromtrennung zerkleinerter metallischer
Sekunda rrohstoffe (Flow
separation of grinded metallic scrap). Freib. Forsch. A.
785.
340Breuer, H. 1988. Operation experiences with Alljig machine to
separate organic contaminants
from sand and split. Aufbereit. Tech. 29: 324330.
Friedrichs, J. & J. Tomas. 1996. Aerosortierung von
Bauschutt (Aeroseparation of building
rubble). In Arbeits- und Ergebnisbericht des
Sonderforschungsbereiches 385 Baustof-
frecycling, ed. by J. Tomas. Magdeburg:
Otto-von-Guericke-Universita t. pp. 197250.
345Gorzitzke, W. 1982. Trockenes Sortieren grober disperser
Feststoffe durch Kombination von
Siebung und Windsichtung (Dry separation of coarse particles by
combination of sieving
and air separation). Diss. Technische Universita t
Clausthal-Zellerfeld.
Greschner, J. 1994. Recycling feasability of building rubble,
domestic waste and cohesive solid
mixtures by vibratory screen. Aufbereit. Tech. 35: 1324.
350Gu ldenpfennig, M. & K. Lhr. 1995. Separation of mixed
waste with uniform density by
pneumatic table. Aufbereit. Tech. 36: 314320.
Hanisch, J., H. G., Ja ckel, & M. Eibs. 1991. Processing
aspects of building material recycling.
Aufbereit. Tech. 32: 1017.
Heiskanen, K. 2002. Two-phase fluid dynamics in mills and
classifiers. In Proceedings of the
35510th European Symposium on Comminution, Heidelberg. pp. 123
[On CD].
Hentzschel, W. 1990. Washing and cleaningState of art and
application. Aufbereit. Tech. 31:
126130.
Husemann, K. 1990. Modelling of a classification process using a
deflecting wheel. Aufbereit.
Tech. 31: 359366.360Husemann, K. & I. May. 1998. Modelling
of dry countercurrent classification. Aufbereit.
Tech. 39: 279286.
Gravity Separation of Particulate Solids in Turbulent Fluid Flow
17
-
8/22/2019 118076164 Gravity Separation of Particulate
19/20
Kaiser, F. 1963. Der Zick-Zack-SichterEin Windsichter nach neuem
Prinzip (Zigzag
apparatusan air separator of new principle).
Chemie-Ingenieur-Technik. 35: 273282.
Kalck, U. & J. Werther. 1990. Application of countercurrent
classifiers to separate
365contaminated excavator sludges. Aufbereit. Tech. 31:
593601.
Kellerwessel, H. 1993. Jigs for recycling purposesFeasability,
limits, machines. Aufbereit.
Tech. 34: 521530.Leschonski, K. 2003. Windsichten (Air
classification). In Handbuch der Mechanischen
Verfahrenstechnik, ed. by H. Schubert. Weinheim: Wiley-VCH.
370Melchiorre, M., M. Gu ldenpfennig, K. Lhr, J. Zu rn. 1994.
Teilen und Trennen im Recycling-
Proze (Splitting and separation in recycling).
Chemie-Ingenieur-Technik. 66: 661670.
Molerus, O. 1967. Stochastisches Modell der
Gleichgewichtssichtung (Stochastic model of
separation equilibrium). Chemie-Ingenieur-Technik. 39:
792796.
Molerus, O. & H. Hoffmann. 1969. Darstellung von
Windsichtertrennkurven durch ein
375stochastisches Modell (Generation of grade efficiency curves
of air classification by a
stochastic model). Chemie-Ingenieur-Technik. 41: 340344.
Neee, Th. 1969. Der aufbereitungstechnische Klassiervorgang im
turbulenten wa ssrigen
Medium (Classification process in turbulent water). Freib.
Forsch. H. A. 465: 950.Neee, Th. 1978. Modellierung der turbulenten
Querstromhydroklassierung (Modeling of
380turbulent cross-flow hydroclasssification). Diss. B.
Bergakademie Freiberg.
Neee, Th. & H. Schubert. 1975, 1976, 1977, 1977.
Modellierung und verfahrenstechnische
Dimensionierung der turbulenten Querstromklassierung (Modeling
and process design
of turbulent cross-flow classsification). Part I: Chemi. Tech.
27: 529533; Part II:
Chemi. Tech. 28: 8083; Part III: Chemi. Tech. 28: 273278; Part
IV: Chemi. Tech. 29:
3851418.
Rohr, W. 1987. Separation and classification developement and
results of Aquamator. Auf-
bereit. Tech. 28: 3234.
Rumpf, H. 1975. Mechanische Verfahrenstechnik (Mechanical
process engineering). Mu nchen:
Carl-Hanser Verlag.
390Schubert, G. 1999. Stand und Entwicklungstendenzen bei der
Sortierung von Schrotten undAbfa llen (State of the art, tendencies
at separation of scrap and waste). Freib. Forsch. A.
850: 135.
Schubert, H. 1989. Aufbereitung mineralischer Rohstoffe (Mineral
processing), Vol. I. Leipzig:
Deutscher Verlag fu r Grundstoffindustrie.
395Schubert, H. 1994. Eddy-current separation, fundamentals,
machines, application. Aufbereit.
Tech. 35: 553562.
Schubert, H. 1996. Aufbereitung fester Stoffe (Processing of
solids), Vol. II, Sortierprozesse.
Stuttgart: Deutscher Verlag fu r Grundstoffindustrie.
Schubert, H. 1999. On the turbulence-controlled microprocesses
in flotation machines. Int.
400J. Miner. Process. 56: 257276.
Schubert, H. 2003. Trennprozesse (Separation processes), In
Handbuch der MechanischenVerfahrenstechnik, ed. by H. Schubert.
Weinheim: Wiley-VCH.
Schubert, H. & Th. Neee. 1973. The role of turbulence in wet
classification. In Proceedings of
the Tenth International Mineral Processing Congress, London.
London: Institution of
405Mining and Metallurgy. pp. 213239.
Schubert, H., S. Bhme, Th. Neee, & Espig, D. 1986.
Classification in turbulent two-phase
flows. Aufbereit. Tech. 27: 295306.
Schu tze, H. J. 1987. Wet processing of building rubble by
Aquamator. Aufbereit. Tech. 28:
463469.
410Senden, M. M. G. 1979. Stochastic model for individual
particle behaviour in straight and
zig-zag air classifier. Ph. D. diss. Eindhoven University.
Smigerski, H.-J. 1993. Windsichter (Air classifiers). Preprints,
GVC-Dezembertagung
Feinmahl- und Klassiertechnik, Kln.Stebbins, A. H. 1930. Air
classifier. US Patent 1861248.
18 J. Tomas
-
8/22/2019 118076164 Gravity Separation of Particulate
20/20
415Tomas, J. & J. Friedrichs. 1997. Waste building material
separation in a zigzag air apparatus.
Erzmetall. 50: 562571.
Tomas, J. & T. Grger. 1999. Multi-stage turbulent
aeroseparation of building rubble. Auf-
bereit. Tech. 40: 379386.
Tomas, J. & T. Grger. 2000. Verfahrenstechnische Bewertung
einer mehrstufigen Querstrom-
420Aerosortierung mineralischer Stoffe, (Process assessment of a
multi-stage aeroseparationof minerals). Preprint 1.
Otto-von-Guericke-Universita t Magdeburg. pp. 160.
Tomas J. & T. Grger. 2001. Assessment of a multistage
gravity separation in turbulent air
flow. In: Handbook of Conveying and Handling of Particulate
Solids, ed. by A. Levy and
H. Kalman. Amsterdam: Elsevier. pp. 7385.
425Tomas, J., S. Ehlers & M. Schreier. 1998. Impact crushing
of concrete for liberation
and recycling. In Proceedings of the 9th European Symposium on
Comminution, Albi.
pp. 5770.
Tomas, J., M. Schreier, & T. Grger. 1999. Liberation and
separation of valuables from
building material waste. In. Global Symposium on Recycling,
Waste Treatment and Clean
430Technology, San Sebastian. pp. 461470.
Tra nkler, J. 1992. Product quality improvement of building
material recycling by wet and dryprocessing. Aufbereit. Tech. 33:
194202.
Gravity Separation of Particulate Solids in Turbulent Fluid Flow
19