Embed Size (px)
Citation preview

10.
Testing of Welded Joints

10. Testing of Welded Joints 127
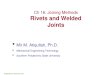
The basic test for determination of material
behaviour is the tensile test.
Generally, it is carried out using a round
specimen. When determining the strength of
a welded joint, also standardised flat speci-
mens are used. Figure 10.1 shows both stan-
dard specimen shapes for that test. A
specimen is ruptured by a test machine while
the actual force and the elongation of the
specimen is measured. With these measure-
ment values, tension σ and strain ε are calcu-
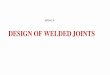
lated. If σ is plotted over ε, the drawn diagram
is typical for this test, Figure 10.2.
Normally, if a steel with a bcc lattice structure
is tested, a curve with a clear yield point is
obtained (upper picture). Steels with a fcc
lattice structure show a curve without yield
point.
The most important characteristic values
which are determined by this test are: yield
stress ReL, tensile strength Rm, and elongation
A.
To determine the deformability of a weld, a
bending test to DIN EN 910 is used, Figure
10.3. In this test, the specimen is put onto two
supporting rollers and a former is pressed
through between the rollers. The distance of
the supporting rollers is Lf = d + 3a (former
diameter + three times specimen thickness).
The backside of the specimen (tension side)
is observed. If a surface crack develops, the
test will be stopped and the angle to which
the specimen could be bent is measured. The
Flat and Round Tensile Test Specimento EN 895, EN 876, and EN 10 002
S S
LO
LC
Lt
r
d d1
d = specimen diameterd = head diameter depending
on clamping deviceL = test length = L +
1
C 0 d/2
r = 2 mm
L = measurement length
(L = k with k = 5,65)
L = total length
S = initial cross-section within
test length
0
0 0
t
0
ÖS
in test area
in test area
S
S
S
S
S
S
S
S
a
L0
Lc
Lt
b1b
r
Ls
total length Lt depends on test unit
head width b1 b + 12
width of parallel length plates b12 with a £ 2
25 with a > 2
tubes b
6 with D £ 50
12 with 50 < D £168,3
parallel length1)
2) Lc ³ LS + 60
radius of throat r ³ 251) for pressure welding and beam welding, LS = 0.
2) for some other metallic materials (e.g.aluminium, copper and their alloys)
__ Lc ³ LS +100 may be required
© ISF 2002br-er10-01.cdr
Figure 10.1
ALud
Rm
Ag
A
e
ReH
Rel
sf
s
Ag
Stress-Strain Diagram Withand Without Distinct Yield Point
s
Rm
sf
e0,2 %
Ag
0,01 %
A
RP0,2
RP0,01
© ISF 2002br-er10-02.cdr
Figure 10.2

10. Testing of Welded Joints 128
test result is the bending angle and the diameter of the used former. A bending angle of 180°
is reached, if the specimen is pressed through the supporting rollers without development of
a crack. In Figure 10.3 specimen shapes of this test are shown. Depending on the direction
the weld is bent, one distinguishes (from top to bottom) transverse, side, and longitudinal
bending specimen. The ten-
sion side of all three speci-
men types is machined to
eliminate any influences on
the test through notch ef-
fects. Specimen thickness of
transverse and longitudinal
specimens is the plate
thickness. Side bending
specimens are normally only
used with very thick plates,
here the specimen thickness
is fixed at 10 mm.
A determination of the toughness of a material or welded joint is carried out with the notched
bar impact test. A cuboid specimen with a V-notch is placed on a support and then hit by a
pendulum ram of the im-
pact testing machine (with
very tough materials, the
specimen will be bent and
drawn through the sup-
ports). The used energy is
measured. Figure 10.4
represents sample shape,
notch shape (Iso-V-
specimen), and a sche-
matic presentation of test
results.
Bending Specimens to EN 910
supporting rollerbending specimen
former
d
D
a
lLt
Lf
section A-Btension side
ar
r A
BLt
b
A
BLt
section A-Br
r
tension side
a
b
rtension side
r
a Lt
b
l L specimen lengthd former diameterD supporting roller diameter: 50 mma specimen thicknessr radius of specimen edgeb specimen width
distance of supporting rollerst
br-er10-03.cdr
Figure 10.3
Charpy Impact Test Specimen and SchematicRepresentation of Test Results
Dimensionslength 55 mm ± 0,60 mmwidth 10 mm ± 0,11 mmhight 10 mm ± 0,06 mmnotch angle 45° ± 2°
thickness in notch groove 8 mm ± 0,06 mmnotch rad ius 0,25 mm ± 0,025 mmnotch d is tance from endof specimen 27,5 mm ± 0,42 mmangle between notch axisand long itudinal axis 90° ± 2°
Nominal s ize To lerance
40
55 10r = 0,25
45°
10 8
average valuesmaximaum minimum
valuesvalues
45
40
35
30
25
20
15
10-80 -60 -40 -20 0 20 40
J
Ch
arpy
impa
ct e
nerg
y
°CTemperaturebr-er10-04.cdr
Figure 10.4

10. Testing of Welded Joints 129
Three specimens are tested at each test tem-
perature, and the average values as well as
the range of scatter are entered on the impact
energy-temperature diagram (AV-T curve).
This graph is divided into an area of high im-
pact energy values, a transition range, and an
area of low values. A transition temperature is
assigned to the transition range, i.e. the rapid
drop of toughness values. When the tempera-
ture falls below this transition temperature, a
transition of tough to brittle fracture behaviour
takes place.
As this steep drop mostly extends across a
certain area, a precise assignment of transi-
tion temperature cannot be carried out. Fol-
lowing DIN 50 115, three definitions of the
transition temperature are useful, i.e. to fix TÜ
to:
1.) a temperature where the level of impact values is half of the level of the high range,
2.) a temperature, where the fracture area of the specimen shows still 50% of tough fracture
behaviour
3.) a temperature with an impact energy value of 27 J.
Figure 10.5 illustrates a specimen position and notch position related to the weld according to
DIN EN 875. By modifying the notch position, the impact energy of the individual areas like
HAZ, fusion line, weld metal, and base metal can be determined in a relatively accurate way.
Figure 10.6 presents the influence of various alloy elements on the AV-T - curve. Three basi-
cally different influences can be seen. Increasing manganese contents increase the impact
values in the area of the high level and move the transition temperature to lower values. The
values of the low levels remain unchanged, thus the steepness of the drop becomes clearer
with increasing Mn-content. Carbon acts exactly in the opposite way. An increasing carbon
content increases the transition temperature and lowers the values of the high level, the steel
becomes more brittle. Nickel decreases slightly the values of the high level, but increases the
Position of Charpy-V Impact TestSpecimen in Welded Joints to EN 875
a
b
b
a
b
Dicke
RL
bDicke
a
b
RL
VWS a/b
VWS a/b(fusionweld)
VHT 0/b
VWT a/b VHT a/b
V = Charpy-V notchW = notch in weld metal; reference line is centre line of weldH = notch in heat affected zone; reference line is fusion line or bonding zone
(notch should be in heat affected zone)S = notched area parallel to surfaceT = notch through thicknessa = distance of notch centre from reference line (if a is on centre line of weld, a = 0 and
should be marked)b = distance between top side of welded joint and nearest surface of the specimen
(if b is on the weld surface, then b = 0 and should be marked)
VWT 0/b
VWT a/b VHT a/b
Designation Weld centre Designation Fusion line/bonding zone
VWT 0/b VHT a/b
a
b
b
RL a
b
RL
b
a
b
a
a
RLRL
© ISF 2002br-er10-05.cdr
Figure 10.5

10. Testing of Welded Joints 130
values of the low level with increasing con-
tent. Starting with a certain Nickel content
(depends also from other alloy elements), a
steep drop does not happen, even at lowest
temperature the steel shows a tough fracture
behaviour.
In Figure 10.7, the AV-T – curves of some
commonly used steels are collected. These
curves are marked with points for impact en-
ergy values of AV = 27 J as well as with points
where the level of impact energy has fallen to
half of the high level. It can clearly be seen
that mild steels have the lowest impact en-
ergy values together with the highest transi-
tion temperature. The development of fine-
grain structural steels resulted in a clear im-
provement of impact energy values and in
addition, the application of such steels could be extended to a considerably lower tempera-
ture range.
With the example of the steels St E 355 and St E 690 it is clearly visible that an increase of
strength goes mostly hand in hand with a decrease of the impact energy level. Another im-
provement showed the application of a thermomechanical treatment (controlled rolling during
heat treatment). The appli-
cation of this treatment re-
sulted in an increase of
strength and impact energy
values together with a paral-
lel saving of alloy elements.
To make a comparison, the
AV-T - curve of the cryogenic
and high alloyed steel X8Ni9
was plotted onto the dia-
gram. The material is tested A -T Curves of Various Steel AlloysV
X8Ni9
S355N
S690N
S235J2G3
Cha
rpy
impa
ct e
nerg
y A
V
Temperature-150 -100 -50 0 50 100°C
300
200
100
27
S460M
S355J2G3
J
specimen position: weld centre, notch parallel to surfacespecimen shape: standard specimen with V-notch
br-er10-07.cdr
Figure 10.7
Influence of Mn, Ni, and Con the A -T-Curvev
Ch
arp
y im
pa
ct
en
erg
yA
V
-150 -100 -50 0 50 100°C
Temperature
200
100
27
0% Ni2% Ni5%
8,5%
200
100
27
13% Ni
3,5%
2% Mn
1% Mn
0,5% Mn
0% Mn27
100
200
300
J
J
J
specimen position:core longitudinal
specimen shape:ISO V
0,1% C
0,4% C
0,8% C
© ISF 2002br-er10-06.cdr
Figure 10.6

10. Testing of Welded Joints 131
under very high test speed in the impact en-
ergy test, thus there are no reliable findings
about crack growth and fracture mechanisms.
Figure 10.8 shows two commonly used
specimen shapes for a fracture mechanics
test to determine crack initiation and crack
growth. The lower figure to the right shows a
possibility how to observe a crack propaga-
tion in a compact tensile specimen. During
the test, a current I flows through the speci-
men, and the tension drop above the notch is
measured.
As soon as a crack propagates through the
material, the current conveying cross section
decreases, resulting in an increased voltage
drop. Below to the left a measurement graph
of such a test is shown. If the force F is plotted across the widening V, the drawn curve does
not indicate precisely the crack initiation. Analogous to the stress-strain diagram, a decrease
of force is caused by a reduction of the stressed cross-section. If the voltage drop is plotted
over the force, then the start of crack initiation can be determined with suitable accuracy, and
the crack propagation can
be observed.
Another typical characteris-
tic of material behaviour is
the hardness of the work-
piece. Figure 10.9 shows
hardness test methods to
Brinell (standardised to
DIN 50 351) and Vickers
(DIN 50 133). When testing
to Brinell, a steel ball is
pressed with a known load Hardness Testing to Brinell and Vickers
F
h
F
d1 d 2
d
br-er-10-09.cdr
Figure 10.9
Fracture Mechanics TestSample Shape and Evaluation
0,5
5h
± 0
,25
1,2
h ±
0,2
5
P
P
C
C
a
L
h
1,25h ± 0,13
b CT - specimen
specimen width b specimen height h = 2b ± 0,25total crack length a = (0,50 ± 0,05)h
2,1h 2,1h
S
b
a
h
test load P
SENB3PB
-specimen
specimen width b bearing distance S = 4h
sample height h = 2b ± 0,05 total crack length a = (0,50 ± 0,05)h
UO
U
F
U ,aE E
crack initiationF,U
V
V
U
© ISF 2002br-er10-08.cdr
Figure 10.8

10. Testing of Welded Joints 132
to the surface of the tested workpiece. The diameter of the resulting impression is measured
and is a magnitude of hardness. The hardness value is calculated from test load, ball diame-
ter, and diameter of rim of the impression (you find the formulas in the standards). The hard-
ness information contains in addition to the hardness magnitude the ball diameter in mm,
applied load in kp and time of influence of the test load in s. This information is not required
for a ball diameter of 10 mm, a test load of 3000 kp (29420 N), and a time of influence of 10
to 15 s. This hardness test method may be
used only on soft materials up to 450 BHN
(Brinell Hardness Number).
Hardness testing to Vickers is analogous.
This method is standardised to DIN 50133.
Instead of a ball, a diamond pyramid is
pressed into the workpiece. The lengths of
the two diagonals of the impression are
measured and the hardness value is calcu-
lated from their average and the test load.
The impressions of the test body are always
geometrically similar, so that the hardness
value is normally independent from the size
of the test load. In practice, there is a hard-
ness increase under a lower test load be-
cause of an increase of the elastic part of the
deformation.
Hardness testing to Vickers is almost universally applicable. It covers the entire range of ma-
terials (from 3 VHN for lead up to 1500 VHN for hard metal). In addition, a hardness test can
be carried out in the micro-range or with thin layers.
Figure 10.10 illustrates a hardness test to Rockwell. In DIN 50103 are various methods stan-
dardised which are based on the same principle.
With this method, the penetration depth of a penetrator is measured.
Hardness Test toRockwell
0,2
00 m
m
1000
26
3
7
4
35
8
3
10
1
hard
ness
scale
0,2
00 m
m
100
0
6
78,9
10
specimen surface
referencelevel formeasurement
hard
ness
scale
0,2
00 m
m
0
30
130
specimen surface
referencelevel formeasurement
6
78,9
10
0,2
00 m
m
0
31
6 7
43
5
8
3
10
30130
Abbreviation
1 - cone angle = 120° ball diameter = 1,5875 mm (1/16 inch)
2 -
3 F0
4 F1
5 F
6 t0
7 t1
8 tb
9 e
10HRC
HRARockwell hardness = 100 - e
HRB
HRFRockwell hardness = 130 - e
resulting penetration depth, expressed in units of 0,002 mm: e =
tb / 0,002
radius of curvature of cone tip = 0,200 mm
test preload
test load
total test load = F0 + F1
Terms
penetration depth in mm under test preload F0. This defines the reference level
for measurement of tb.
total penetrationn depth in mm under test load F1
resulting penetration depth in mm, measured after release of F1 to F0
© ISF 2002br-er10-10.cdr
Figure 10.10

10. Testing of Welded Joints 133
At first, the penetrator is put on the workpiece by application of a pre-test load. The purpose
is to get a firm contact between workpiece and penetrator and to compensate for possible
play of the device.
Then the test load is applied in a shock-free way (at least four times the pre-force) and held
for a certain time. Afterwards it is released to reach minor load. The remaining penetration
depth is characteristic for the hardness. If the display instrument is suitably scaled, the hard-
ness value can be read-out directly.
All hardness test methods to Rockwell use a ball (diameter 1.5875 mm, equiv. to 1/16 Inch)
or a diamond sphero-conical penetrator (cone angle 120°) as the penetrating body. There are
differences in size of pre- and test load, so different test methods are scaled for different
hardness ranges. The most commonly used scale methods are Rockwell B and C. The most
considerable advantage of these test methods compared with Vickers and Brinell are the low
time duration and a possible fully-automatic measurement value recognition. The disadvan-
tage is the reduced accuracy in contrast to the other methods. Measured hardness numbers
are only comparable under identical conditions and with the same test method. A comparison
of hardness values which were determined
with different methods can only be carried out
for similar materials. A conversion of hardness
values of different methods can be carried out
for steel and cast steel according to a table in
DIN 50150. A relation of hardness and tensile
strength is also given in that table.
All the hardness test methods described above
require a coupon which must be taken from the
workpiece and whose hardness is then deter-
mined in a test machine. If a workpiece on-site
is to be tested, a dynamical hardness test
method will be applied. The advantage of these
methods is that measurements can be taken
on completed constructions with handheld
units in any position. Figure 10.11 illustrates a Poldi - Hammer
specimen
reference bar
piston
© ISF 2002br-er10-11.cdr
Figure 10.11

10. Testing of Welded Joints 134
hardness test using a Poldi-Hammer. With this (out of date) method, the measurement is car-
ried out by a comparison of the workpiece hardness with a calibration piece. For this purpose
a calibration bar of exactly determined hardness is inserted into the unit, which is held by a
spring force play-free between a piston and a penetrator (steel ball, 10 mm diameter). The
unit is put on the workpiece to be tested. By a hammerblow to the piston, the penetrator
penetrates the workpiece and the calibration pin simultaneously. The size of both impres-
sions is measured and with the known hardness of the calibration bar the hardness of the
workpiece can be determined. However, there are many sources of errors with this method
which may influence the test result, e.g. an inclined resting of the unit on the surface or a
hammerblow which is not in line with the device axis. The major source of errors is the
measurement of the ball impression on the workpiece. On one hand, the edge of the impres-
sion is often unsharp because of the great ball diameter, on the other hand the measurement
of the impression using magnifying glasses is subjected to serious errors.
Figure 10.12 shows a modern measurement method which works with ultrasound and com-
bines a high flexibility with easy handling and high accuracy. Here a test tip is pressed manu-
ally against a workpiece. If a defined test load is passed, a spring mechanism inside the test
tip is triggered and the measurement starts.
The measurement principle is based on a
measurement of damping characteristics in
the steel. The measurement tip is excited to
emit ultrasonic oscillations by a piezoelectric
crystal. The test tip (diamond pyramid) pene-
trates the workpiece under the test pressure
caused by the spring force. With increasing
penetration depth the damping of the ultra-
sonic oscillation changes and consequently
the frequency. This change is measured by
the device. The damping of the ultrasonic os-
cillation depends directly on penetration depth
thus being a measure for material hardness.
The display can be calibrated for all com-
monly used measurement methods, a meas-
urement is carried out quickly and easily.
- little work on surface preparation of specimens (test force 5 kp)- Data Logger for storage of several thousands of measurement points- interfaces for connection of computers or printers- for hardness testing on site in confined locations
5.0
4.0
3.0
2.0
5 kp
Test force
kp
Federweg
© ISF 2002br-er10-12.cdr
Figure 10.12

10. Testing of Welded Joints 135
Measurements can also be carried out in confined spaces. This measurement method is not
yet standardised.
To test a workpiece under oscillating stress, the fatigue test is standardised in DIN 50100.
Mostly a fatigue strength is determined by the Wöhler procedure. Here some specimens
(normally 6 to 10) are exposed to an oscillating stress and the number of endured oscillations
until rupture is determined (endurance number, number of cycles to failure). Depending on
where the specimen is to be stressed in the range of pulsating tensile stresses, alternating
stresses, or pulsating compressive stresses, the mean stress (or sub stress) of a specimen
group is kept constant and the stress amplitude (or upper stress) is varied from specimen to
specimen, Figure 10.13. In this way, the stress amplitude can be determined with a given
medium stress (prestress) which can persist for infinite time without damage (in the test: 107
times). Test results are presented in fatigue strength diagrams (see also DIN 50 100). As an
example the extended Wöhler diagram is shown in Figure 10.13. The upper line, the Wöhler
line, indicates after how many cycles the specimen ruptures under tension amplitude σa. The
crack is free, surface is clean
crack and surfacewith penetrantliquid
cleaned surface,dye penetrant liquid in crack
surface withdeveloper showsthe crack by coloring
all materials with surface cracks
Dye penetrant method
Description Application
Magnetic particle testing
A workpiece is placedbetween the poles ofa magnet or solenoid.Defective parts disturbthe power flux. Iron particles are collected.
Surface cracks andcracks up to 4 mm below surface.
Only magnetizablematerials and only for cracks perpendicular to power lines
However:
© ISF 2002br-er10-14.cdr
Figure 10.14 Figure 10.13
Fatigue Strength Testing
I area of overload with material damageII III area of load below fatigue strength limit
area of overload without material damage
III
III
failure line
Wöhler line
1 10 102 103 104 105 106 107
0
Str
ess
σ
Fatigue strength (endurance) number lg N
σD
σσ
ma
>
σσ
ma
=
σσ
ma
<
σσ
ma
<
σσ
ma
=
σσ
ma
>
σm =
0
pulsation range(compression) alternating range
pulsation range(tension)
com
pre
ssio
n -
+ te
nsio
n
time
© ISF 2002br-er10-13.cdr

10. Testing of Welded Joints 136
damage line indicates analogously, when a
damage to the material starts in form of
cracks. Below this line, a material damage
does not occur.
Test methods described above require
specimens taken out of the workpiece and a
partly very accurate sample preparation. A
testing of completed welded constructions is
impossible, because this would require a de-
struction of the workpiece. This is the reason
why various non-destructive test methods
were developed, which are not used to de-
termine technological properties but test the
workpiece for defects. Figure 10.14 shows
Non-Destructive Test MethodsRadiographic Testing
Description
X-ray or isotope radiation penetratea workpiece. The thicker the work-piece, the weaker the radiationreaching the underside.
Application
Mainly for defects with orientationin radiation direction.
¬−®¯°
radiation source
workpiece
film (displayed in distance from workpiece)
defect in radiation direction; difficult to identify (flank lack of fusion)
defect ; easy to identifyin radiation direction
¬
−
®
¯
°
© ISF 2002br-er10-15.cdr
Figure 10.15
Determination of Picture Qualityto DIN 54105Number
Tolerated
deviation
mm mm
3,2 1
2,5 2
2 3
1,6 4
1,25 5
1 6
0,8 7
0,63 8
0,5 9
0,4 10
0,32 11
0,25 12
0,2 13
0,16 14
0,125 15
0,1 16± 0,005
W ire diameter
W ire number
± 0,03
± 0,02
± 0,01
AbbreviationWire length
mmWire material
Material groups
to be tested
FE 1/7 1 to 7 50
FE 6/12 6 to 12 50 or 25
FE 10/16 10 to 16 50 or 25
CU 1/7 1 to 7 50
CU 6/12 6 to 12 50
CU 10/16 10 to 16 50 or 25
AL 1/7 1 to 7 50
AL 6/12 6 to 12 50
AL 10/16 10 to 16 50 or 25
Wire number to
Table 1
iron materials
copper, zink, tin
and its alloys
aluminium
and its alloys
mild
steel
copper
aluminium
© ISF 2002br-er10-16.cdr
Figure 10.16
Non-Destructive Test MethodsUltrasonic Testing II
Mainly for defects with an orientationtransverse to sound input direction.
US-head generates high-frequency soundwaves, which are transferred via oil couplingto the workpiece. Sound waves are reflectedon interfaces (echo).
Description Application
ÀÁÂÃÄÅƳ
sound head
oil coupling
workpiece
defect
ultrasonic test device
radiation pulse
defect echo
backwall echo
Ã
À
Á
Â
Ä
Å Æ ³
© ISF 2002br-er10-17.cdr
Figure 10.17

10. Testing of Welded Joints 137
two methods to test a workpiece for surface defects.
Figure 10.15 illustrates the principle of radio-
graphic testing which allows to identify also de-
fects in the middle of a weld. The size of the
minimum detectable defects depends greatly
on the intensity of radiation, which must be
adapted to the thickness of the workpiece to be
radiated. As the film with documented defects
does not permit an estimation of the plate
thickness, a scale bar must be shown for esti-
mation of the defect size.
For that purpose, a plastic template is put on
the workpiece before radiation which contains
metal wires with different thickness and incor-
porated metallic marks, Figure 10.16. The size
of the thinnest recognisable wire indicates the
size of the smallest visible defect. Radiation
testing provides information about the defect
position in the plate plane, but not about the position within the thickness depth. A clear ad-
vantage is the good documentation ability of defects.
An information about the
depth of the defect is pro-
vided by testing the work-
piece with ultrasound. The
principle is shown in Fig-
ures 10.17 and 10.18
(principle of a sonar).
The display of original
pulse, backwall and defect
echo is carried out with an
oscilloscope.
Ultrasonic Testing of Fillet Welds
br-er10-19.cdr
Figure 10.19
Figure 10.18

10. Testing of Welded Joints 138
This method provides not only a perpendicular sound test, but also inaccessible regions can
be tested with the use of so called angle testing heads, Figure 10.19.
Figures 10.20 and 10.21
show schematically the
display of various defects
on an oscilloscope. A cor-
rect interpretation of all the
signals requires great ex-
perience, because the
shape of the displayed sig-
nals is often not so clear.
Figure 10.22 illustrates the
potential of metallographic
examination. Grinding and
Defect Identification With Ultrasound
Wall thickness is below 40 mm. The roughness provides smallerand wider echos.
The perpendicular crack penetrating the material does not provide a displaybecause the reflecting surface (tip of crack) is too small.
The oblique backwall reflectsthe soundwaves against thecrack. this is the reason why an ‘impossible’ depth of 65 mm is displayed.
© ISF 2002br-er10-21.cdr
Figure 10.21
Defect Identification with Ultrasound
Pores between 10 and 20 mmdepth provide an unbroken echo sequence across the entire display starting from 10mm. The backwall echo sequence of 30mm is not yet visible.
Echo sequence of 20 mm depth.The backwall is completely screened.
The oblique and rough defectfrom 20 to 30 mm provides awide echo of 20 to 30 mm. Starting with SKW 4,
echo sequence follows.The inclination of the reflector is recornised by a change of the 1st echo when shifting thetest head.
an un-broken
Echo sequence of 10 mm depth.The reflector in 30 mm depth iscompletely screened.
40
30
© ISF 2002br-er10-20.cdr
Figure .10.20
Metallographic Examination of a Weld
2,5 mm
50 µ
macro section
base material ferrite+ perlite
fine grain zone ferrite+ perlite
coarse grain zone bainite
weld metal cast structure
fusion line bainite
Steel: S355N (T StE 355)
br-er10-22.cdr
Figure 10.22

10. Testing of Welded Joints 139
etching with an acid makes the microstructure
visible. The reason is that depending on
structure and orientation, the individual grains
react very differently to the acid attack thus
reflecting the light in a different way. The
macrosection, i.e. without magnification, gives
a complete survey about the weld and fusion
line, size of the HAZ, and sequence of solidi-
fication. Under adequate magnification, these
areas can still not be distinguished precisely,
however, an assessment of the developed
microstructure is possible.
An assessment of the distribution of alloy
elements across the welded joint can be car-
ried out by the electron beam micro-analysis.
An example of such an analysis is shown in
Figure 10.23. If a solid body is exposed to a
focused electron beam of high energy, its atoms are excited to radiate X-rays. There is a
simple relation between the wave length of this radiation and the atomic number of the
chemical elements. As the intensity of the radiation depends on the concentration of the ele-
ments, the chemical composition of the solid body can be concluded from a survey of the
emitted X-ray spectrum
qualitatively and quantita-
tively. A detection limit is
about 0.01 mass % with this
method. Microstructure ar-
eas of a minimum diameter
of about 5 µm can be ana-
lysed. If the electron beam is
moved across the specimen
(or the specimen under the
beam), the element distribu-
tion along a line across the Strauß - Test
weldweld
1. weld2. weld
axis ofbending former
axis ofbending former
5050
20 20
100
50 5020 20
Agents:- electrolytic copper in the form of chips (min. 50 g/l test solution)- 100 ml H SO diluted with 1 l water and then 110 g CuSO 5 H O are added
Test:The specimens remain for 15 h in the boiling test solution. Then the specimens are bent across a former up to an angle of 90° and finally examined for grain failure under a 6 to 10 times magnification.
2 4
2.
br-er-10-24.cdr
Figure 10.24
Micro-Analysis of the Transition ZoneBase Material - Strip Cladding
0
2
4
6
8
10
% Ni
0
5
10
15
20
25
200 100 0 100mm
0
20
40
60
80
100
% Fe
Distance from fusion line
% Cr
Ni
Fe
Cr
© ISF 2002br-er10-23.cdr
Figure 10.23

10. Testing of Welded Joints 140
solid body can be determined. Figure 10.23 presents the distribution of Ni, Cr, and Fe in the
transition zone of an austenitic plating in a ferritic base metal. The upper part shows the re-
lated microsection which belongs to the analysed part. This microanalysis was carried out
along a straight line between two impressions of a Vickers hardness test. The impressions
are also used as a mark to identify precisely the area to be analysed.
The so called Strauß test is
standardised in DIN 50
914. it serves to determine
the resistance of a weld
against intergranular corro-
sion. Figure 10.24 shows
the specimen shape which
is normally used for that
test. In addition, some de-
tails of the test method are
explained.
Figure 10.25 presents a specimen shape for testing the crack susceptibility of welding con-
sumables. For this test, weld number 1 is welded first. The 2. weld is welded not later than 20
s in reversed direction after completion of the first weld. Throat thickness of weld 2 must be
20% below of weld 1. After
cooling down, the beads
are examined for cracks. If
cracks are found in weld 1,
the test is void. If weld 1 is
free from cracks, weld 2 is
examined for crack with
magnifying glasses. Then
weld 1 is machined off and
weld 2 is cracked by bend-
ing the weld from the root.
Test results record any
aa
a aa
aa
a
base plate
weld2 weld1
tack welds
web
measurement points8012
12
80
20 40 40 20
120
a
Test of Crack Susceptibility of WeldingFiller Materials to DIN 50129
br-er-10-25.cdr
Figure 10.25
Tensioning Specimen for Crack Susceptibility Test
tensioning bolt
hexagon nutmin. M12 DIN 934
tensioning plate
specimen
base body
a
guidance plates
br-er-10-26.cdr
Figure 10.26

10. Testing of Welded Joints 141
surface and root cracks together with information about position, orientation, number, and
length. The welding consumable is regarded as 'non-crack-susceptible' if the welds of this
test are free from cracks.
Figure 10.26 presents two proposals for self-stressing specimens for plate tests regarding
their hot crack tendency. Such tests are not yet standardised to DIN.
There are various tests to examine a cold crack tendency of welded joints. The most impor-
tant ones are the self-stressing Tekken test and the Implant test where the stress comes from
an external source.
In the Tekken test which is standardised in Japan, two plates are coupled with anchor joints
at the ends as a step in joint preparation see Figure 10.27. Then a test bead is welded along
the centre line. After storing the specimen for 48 hours, it is examined for surface cracks. For
a more precise examination, various transverse sections are planned. The value to be de-
termined is the minimum working temperature at which cracks no longer occur. The speci-
men shape simulates the conditions during welding of a root pass.
Tekken Test
groove shape
specimen shape
crack coefficient
cross-section
60°weldmetal
2
HcH
60°
2
Wd.Wd./2
Wd./2
start end crater
150
60 80 60
anchor weld test weld anchor weld
1 2 3 4 5
sections
© ISF 2002br-er10-27.cdr
C = x 100 (in %)c
Figure 10.27
Implant Test
thermo coupleelectrode
welding direction
support plate
implant
load
temperature in °Cload in N
rupture timetime in st8/5
800
500
150100
Tmax
© ISF 2002br-er10-28.cdr
Figure 10.28

10. Testing of Welded Joints 142
The most commonly used cold crack test is the Implant test, Figure 10.28. A cylindrical body
(Implant) is inserted into the bore hole of a support plate and fixed by a surface bead. After
the bead has cooled down to 150°C the implant is exposed to a constant load. The time is
measured until a rupture or a crack occurs (depending on test criterion 'rupture' or 'crack').
Varying the load provides the possibility to determine the stress which can be born for 16
hours without appearance of a crack or rupture. If a stress is specified to be of the size of the
yield point as a requirement, a preheat temperature can be determined by varying the work-
ing temperature to the point at which cracks no longer appear.
As explained in chapter 'cold cracks' the hydrogen content plays an important role for cold
crack development. Figure 10.29 shows results of trials where the cold crack behaviour was
examined using the Tekken and Implant test. Variables of these tests were hydrogen content
of the weld metal and preheat temperature. The variation of the hydrogen content of the weld
metal was carried out by different exposure to humidity (or rebaking) of the used stick elec-
trodes. Based on the hydrogen content, the preheat temperature was increased test by test.
Consequently, the curves of Figure 10.29 represent the limit curves for the related test.
Specimens above these
curves remain free from
cracks, below these curves
cracks are present. Evi-
dent for both graphs is that
with increased preheat
temperature considerably
higher hydrogen contents
are tolerated without any
crack development be-
cause of the much better
hydrogen effusion.
If both graphs are com-
pared it becomes obvious that the tests produce slightly different findings, i.e. with identical
hydrogen content, the determined preheat temperatures required for the avoidance of crack-
ing, differ by about 20°C.
Test Result Comparison ofImplant and Tekken Test
Pre
hea
t te
mpe
ratu
re
20
50
100
150
°C
Pre
hea
t te
mpe
ratu
re
20
50
100
150
°C
Implant-Test Tekken-Test
fractured starting crackscrack-free
starting crackscrack-free
0 10 20 30 40ml/100 g
0 10 20 30 40ml/100 g
Diffusible hydrogen content
R = R = 358 N/mm²cr p0,2
heat input: 12 kJ/cmbasic coated stick electrodeplate and support plate thickness: 38 mm
br-er-10-29.cdr
Figure 10.29

10. Testing of Welded Joints 143
Figure 10.30 illustrates a method to measure the diffusible hydrogen content in welds which
is standardised in DIN 8572. Figure a) shows the burette filled with mercury before a speci-
men is inserted. The coupons are inserted into the opened burette and drawn with a magnet
through the mercury to the capillary side (density of steel is lower than that of mercury, cou-
pons surface). Then the burette is closed and evacuated. The hydrogen, which effuses of the
coupons but does not diffuse through the mercury, collects in the capillary. The samples re-
main in the evacuated burette 72 hours for degassing. To determine the hydrogen volume
the burette is ventilated and the coupons are removed from the capillary side. The volume of
the effused hydrogen can be read out from the capillary; the height difference of the two mer-
cury menisci, the air pres-
sure, and the temperature
provide the data to calculate
the norm volume under
standard conditions. This
volume and the coupons
weight are used to calculate,
as measured value, the hy-
drogen volume in ml/100 g
weld metal. This is the most
commonly used method to
determine the hydrogen
content in welded joints.
Burettes for Determination ofDiffusible Hydrogen Content
to pump
capillary side
mercury
a) starting condition
hydrogenunder redu-
ced pressure
coupons
evacuated
VTair pressure B
M
meniskus1
meniskus2
c) ventilated after degassingb) during degassing
br-er-10-30.cdr
Figure 10.30