Embed Size (px)
Citation preview
7/21/2019 10 - Soldadura (1)
http://slidepdf.com/reader/full/10-soldadura-1 1/8
1 63 4 5 7
A
B
C
D
2 8 9 10
F
E
A
B
C
D
E
F
1 2 3 4 5 6 7 8 9 10
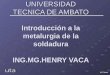
Test Project for the 42nd. WorldSkillsCompetition in Leipzig, Germany 2013.Copyright◎ 2011 Worldskills International
All Rights Reserved.
Skill: 10. Welding, Schweissen, Soudage
Paper: A3Date: 18. Dec. 2012Scale: N. T. S
Drawn/Designed by: Chih-Peng Chen TW / Kamyer Sadeghi IR
Description: Pressure Vessel-Assembly
Drawing No: WSC2013_TP10_IR_PRESSURE VESSEL-ISO A
Rev. 2 Page: 4
OR
ALL DIMENSION IN MILLIMETRES
6 0
380
1 2 5
8 5
8 5
3 0 2
0
3 0
8 0
2 8 0
35
A
B C D
E
F
G H
I
J
K
L
MN O
P
Q R
R
C D
F
Q
E
318
2 5 0
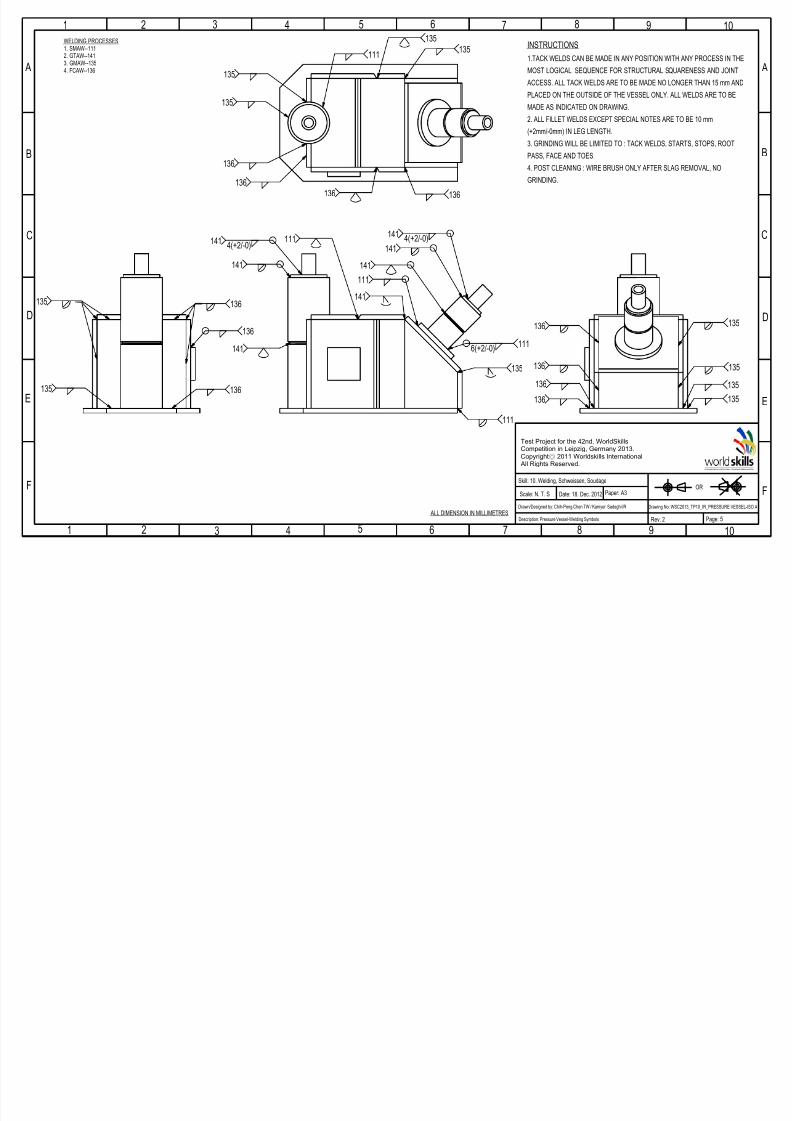
INSTRUCTIONS
1.TACK WELDS CAN BE MADE IN ANY POSITION WITH ANY PROCESS IN THE MOST LOGICAL SEQUENCE
FOR STRUCTURAL SQUARENESS AND JOINT ACCESS. ALL TACK WELDS ARE TO BE MADE NO LONGER
THAN 15 mm AND PLACED ON THE OUTSIDE OF THE VESSEL ONLY. ALL WELDS ARE TO BE MADE AS
INDICATED ON DRAWING.
2. ALL FILLET WELDS EXCEPT SPECIAL NOTES ARE TO BE 10 mm (+2mm/-0mm) IN LEG LENGTH.
3. GRINDING WILL BE LIMITED TO : TACK WELDS, STARTS, STOPS, ROOT PASS, FACE AND TOES.
4. POST CLEANING : WIRE BRUSH ONLY AFTER SLAG REMOVAL, NO GRINDING.
WELDING PROCESSES1. SMAW--111
2. GTAW--1413. GMAW--1354. FCAW--136
7/21/2019 10 - Soldadura (1)
http://slidepdf.com/reader/full/10-soldadura-1 2/8
1 63 4 5 7
A
B
C
D
2 8 9 10
F
E
A
B
C
D
E
F
1 2 3 4 5 6 7 8 9 10
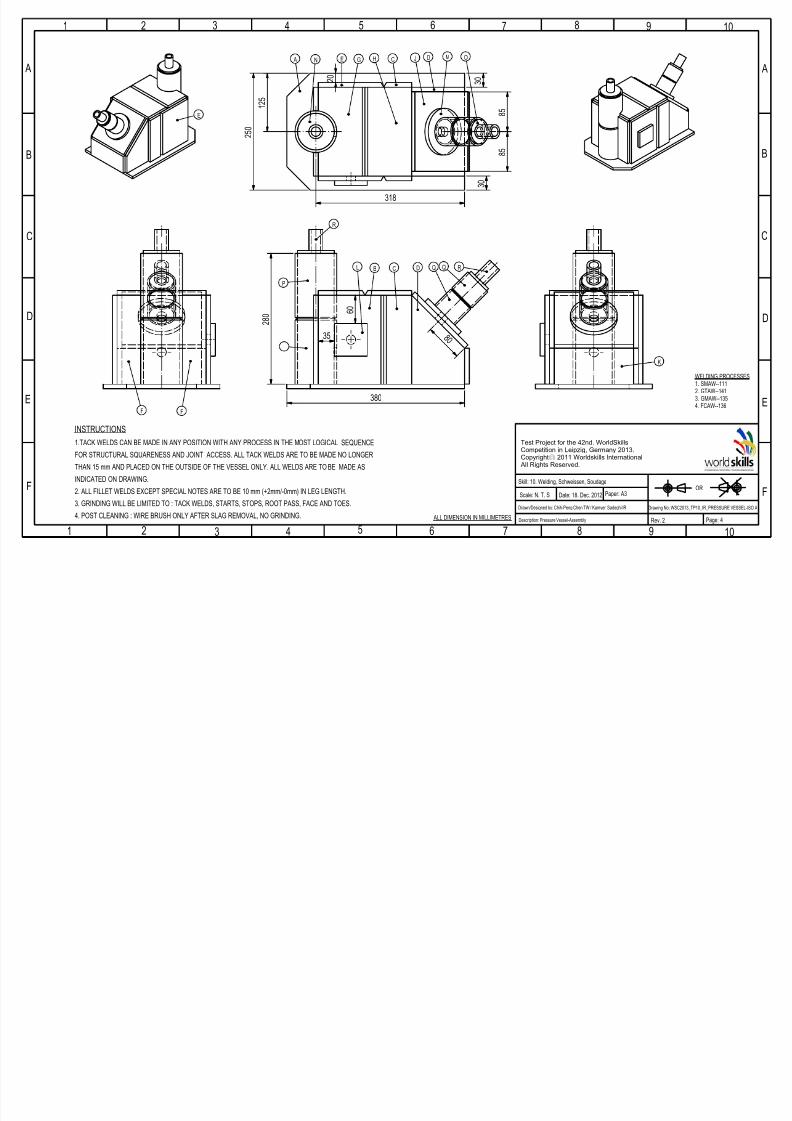
Test Project for the 42nd. WorldSkillsCompetition in Leipzig, Germany 2013.Copyright◎ 2011 Worldskills International
All Rights Reserved.
Skill: 10. Welding, Schweissen, Soudage
Paper: A3Date: 18. Dec. 2012Scale: N. T. S
Drawn/Designed by: Chih-Peng Chen TW / Kamyer Sadeghi IR
Description: Pressure Vessel-Assembly
Drawing No: WSC2013_TP10_IR_PRESSURE VESSEL-ISO E
Rev. 2 Page: 1
OR
ALL DIMENSION IN MILLIMETRES
6 0
380
1 2 5
8 5
8 5
3 0 2
0
3 0
8 0
2 8 0
250
35
A
B C D
E
F
G H
I
J
K
L
MN O
P
Q R
R
C D
F
Q
E
318
INSTRUCTIONS
1.TACK WELDS CAN BE MADE IN ANY POSITION WITH ANY PROCESS IN THE
MOST LOGICAL SEQUENCE FOR STRUCTURAL SQUARENESS AND JOINT
ACCESS. ALL TACK WELDS ARE TO BE MADE NO LONGER THAN 15 mm AND
PLACED ON THE OUTSIDE OF THE VESSEL ONLY. ALL WELDS ARE TO BE
MADE AS INDICATED ON DRAWING.
2. ALL FILLET WELDS EXCEPT SPECIAL NOTES ARE TO BE 10 mm
(+2mm/-0mm) IN LEG LENGTH.
3. GRINDING WILL BE LIMITED TO : TACK WELDS, STARTS, STOPS, ROOT
PASS, FACE AND TOES.
4. POST CLEANING : WIRE BRUSH ONLY AFTER SLAG REMOVAL, NO
GRINDING.
WELDING PROCESSES1. SMAW--1112. GTAW--1413. GMAW--1354. FCAW--136
7/21/2019 10 - Soldadura (1)
http://slidepdf.com/reader/full/10-soldadura-1 3/8
7/21/2019 10 - Soldadura (1)
http://slidepdf.com/reader/full/10-soldadura-1 4/8
1 63 4 5 7
A
B
C
D
2 8 9 10
F
E
A
B
C
D
E
F
1 2 3 4 5 6 7 8 9 10
Test Project for the 42nd. WorldSkillsCompetition in Leipzig, Germany 2013.Copyright◎ 2011 Worldskills International
All Rights Reserved.
Skill: 10. Welding, Schweissen, Soudage
Paper: A3Date: 18. Dec. 2012Scale: N. T. S
Drawn/Designed by: Chih-Peng Chen TW / Kamyer Sadeghi IR
Description: Pressure Vessel-Welding Symbols
Drawing No: WSC2013_TP10_IR_PRESSURE VESSEL-ISO A
Rev. 2 Page: 5
OR
ALL DIMENSION IN MILLIMETRES
135
136
136 135
135136
136
136
141
141
4(+2/-0)141 4(+2/-0)
141
141
135
135
136
111
111
141
135 136 135
136 135
136
135
135
136
6(+2/-0)111
111
135 136
141
WELDING PROCESSES1. SMAW--1112. GTAW--1413. GMAW--1354. FCAW--136
INSTRUCTIONS
1.TACK WELDS CAN BE MADE IN ANY POSITION WITH ANY PROCESS IN THE
MOST LOGICAL SEQUENCE FOR STRUCTURAL SQUARENESS AND JOINT
ACCESS. ALL TACK WELDS ARE TO BE MADE NO LONGER THAN 15 mm AND
PLACED ON THE OUTSIDE OF THE VESSEL ONLY. ALL WELDS ARE TO BEMADE AS INDICATED ON DRAWING.
2. ALL FILLET WELDS EXCEPT SPECIAL NOTES ARE TO BE 10 mm
(+2mm/-0mm) IN LEG LENGTH.
3. GRINDING WILL BE LIMITED TO : TACK WELDS, STARTS, STOPS, ROOT
PASS, FACE AND TOES.
4. POST CLEANING : WIRE BRUSH ONLY AFTER SLAG REMOVAL, NO
GRINDING.
111
7/21/2019 10 - Soldadura (1)
http://slidepdf.com/reader/full/10-soldadura-1 5/8
1 63 4 5 7
A
B
C
D
2 8 9 10
F
E
A
B
C
D
E
F
1 2 3 4 5 6 7 8 9 10
Test Project for the 42nd. WorldSkillsCompetition in Leipzig, Germany 2013.Copyright◎ 2011 Worldskills International
All Rights Reserved.
Skill: 10. Welding, Schweissen, Soudage
Paper: A3Date: 18. Dec. 2012Scale: N. T. S
Drawn/Designed by: Chih-Peng Chen TW / K. S. Lee KR
Description: Stainless Steel/ Rostfrei Stahl/Inoxable L'acier
Drawing No: WSC2013_TP10_KR_SS-ISO A-R1
Rev. 2 Page: 2
OR
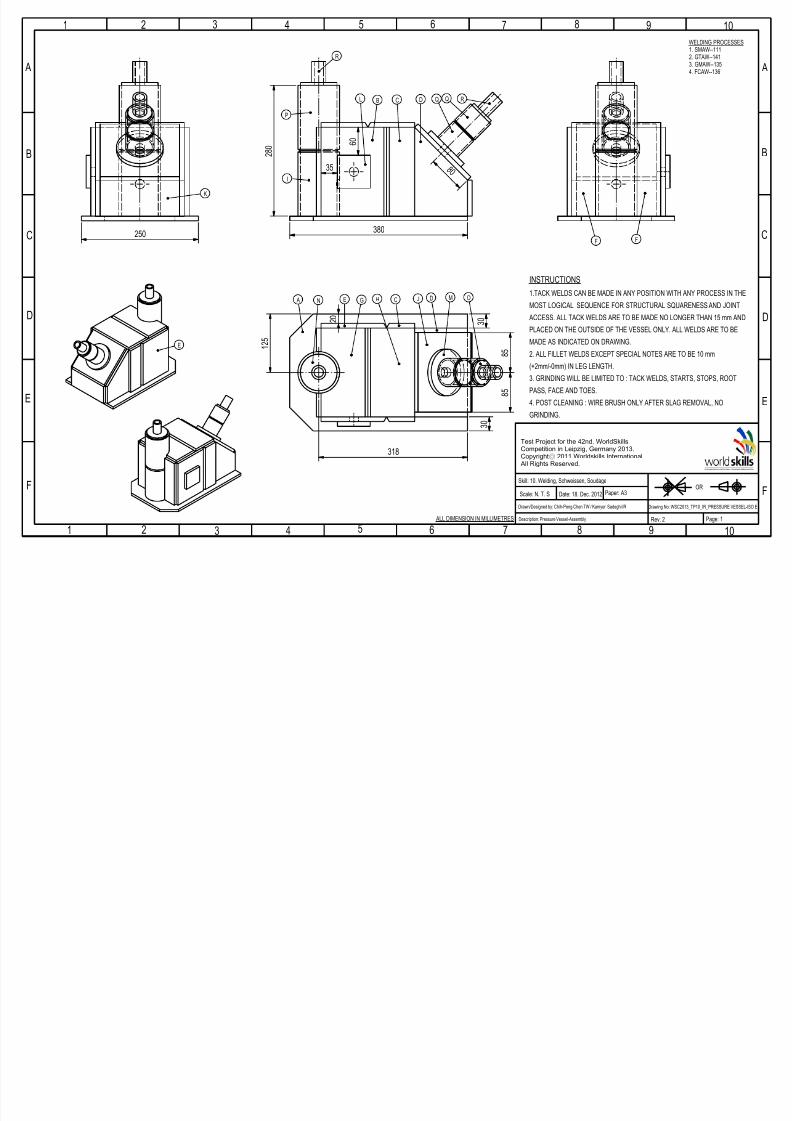
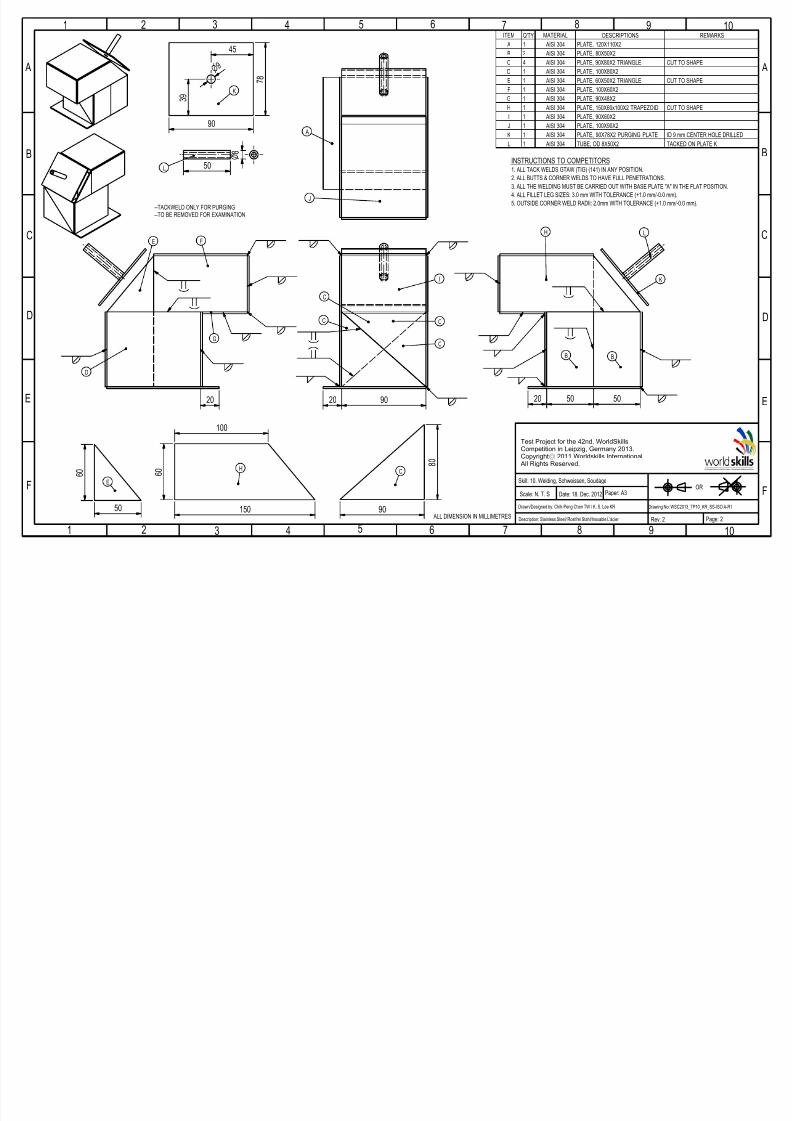
REMARKSDESCRIPTIONSMATERIALQ'TYITEM
PLATE, 120X110X2AISI 3041A
PLATE, 80X50X2AISI 3042B
CUT TO SHAPEPLATE, 90X80X2 TRIANGLEAISI 3044C
PLATE, 100X80X2AISI 3041D
CUT TO SHAPEPLATE, 60X50X2 TRIANGLEAISI 3041E
PLATE, 100X60X2AISI 3041F
PLATE, 90X48X2AISI 3041GCUT TO SHAPEPLATE, 150X60x100X2 TRAPEZOIDAISI 3041H
PLATE, 90X60X2AISI 3041I
PLATE, 100X90X2AISI 3041J
ID 9 mm CENTER HOLE DRILLEDPLATE, 90X78X2 PURGING PLATEAISI 3041K
TACKED ON PLATE KTUBE, OD 8X50X2AISI 3041L
INSTRUCTIONS TO COMPETITORS1. ALL TACK WELDS GTAW (TIG) (141) IN ANY POSITION.
2. ALL BUTTS & CORNER WELDS TO HAVE FULL PENETRATIONS.
3. ALL THE WELDING MUST BE CARRIED OUT WITH BASE PLATE "A" IN THE FLAT POSITION.
4. ALL FILLET LEG SIZES: 3.0 mm WITH TOLERANCE (+1.0 mm/-0.0 mm).5. OUTSIDE CORNER WELD RADII: 2.0mm WITH TOLERANCE (+1.0 mm/-0.0 mm).
ALL DIMENSION IN MILLIMETRES
9020 50502020
D
E F
J
C
C C
C
I
B B
H L
A
G
K
6 0
50
6 0
100
150 90
8 0
E
H C
50
3 9
45
90
7 8
n 8
n 9
--TACKWELD ONLY FOR PURGING--TO BE REMOVED FOR EXAMINATION
K
L
7/21/2019 10 - Soldadura (1)
http://slidepdf.com/reader/full/10-soldadura-1 6/8
7/21/2019 10 - Soldadura (1)
http://slidepdf.com/reader/full/10-soldadura-1 7/8
Detail A
1 63 4 5 7
A
B
C
D
2 8 9 10
F
E
A
B
C
D
E
F
1 2 3 4 5 6 7 8 9 10
Test Project for the 42nd. WorldSkillsCompetition in Leipzig, Germany 2013.Copyright◎ 2011 Worldskills InternationalAll Rights Reserved.
Skill: 10. Welding, Schweissen, Soudage
Paper: A3Date: 17. Dec. 2012Scale: N. T. S
Drawn/Designed by: Chih-Peng Chen TW
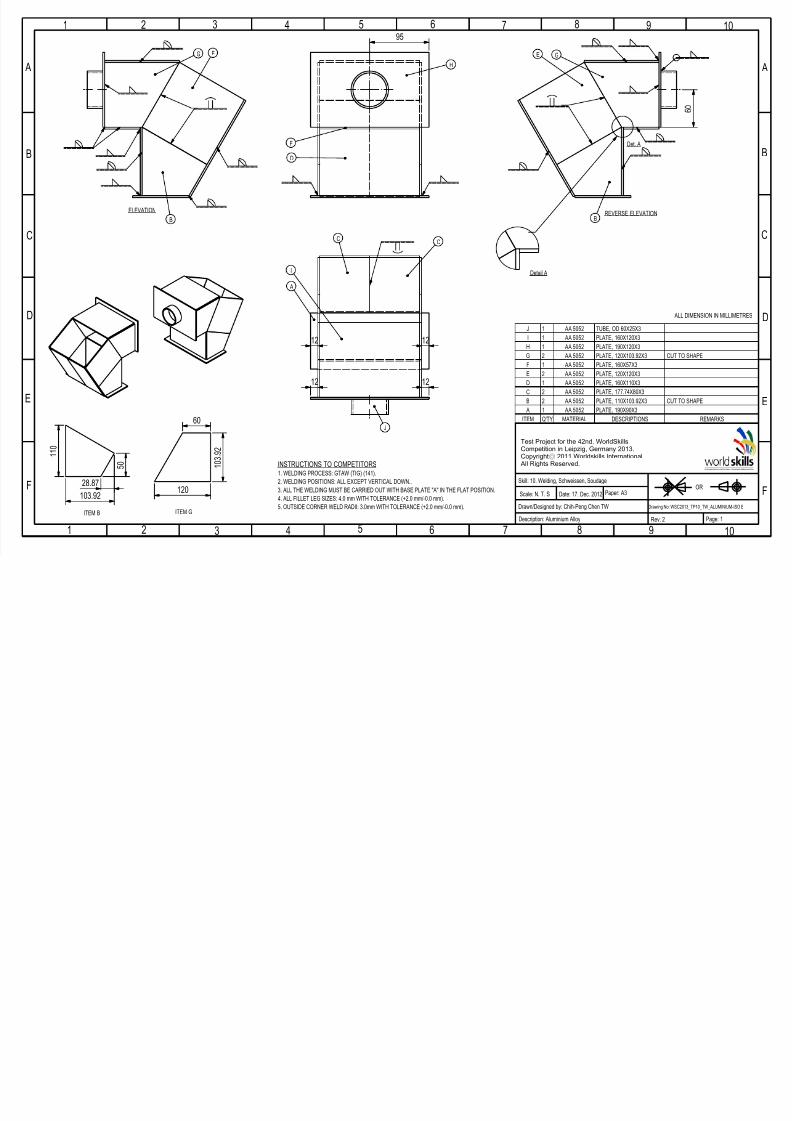
Description: Aluminium Alloy
Drawing No: WSC2013_TP10_TW_ALUMINIUM-ISO A
Rev. 2 Page: 2
OR
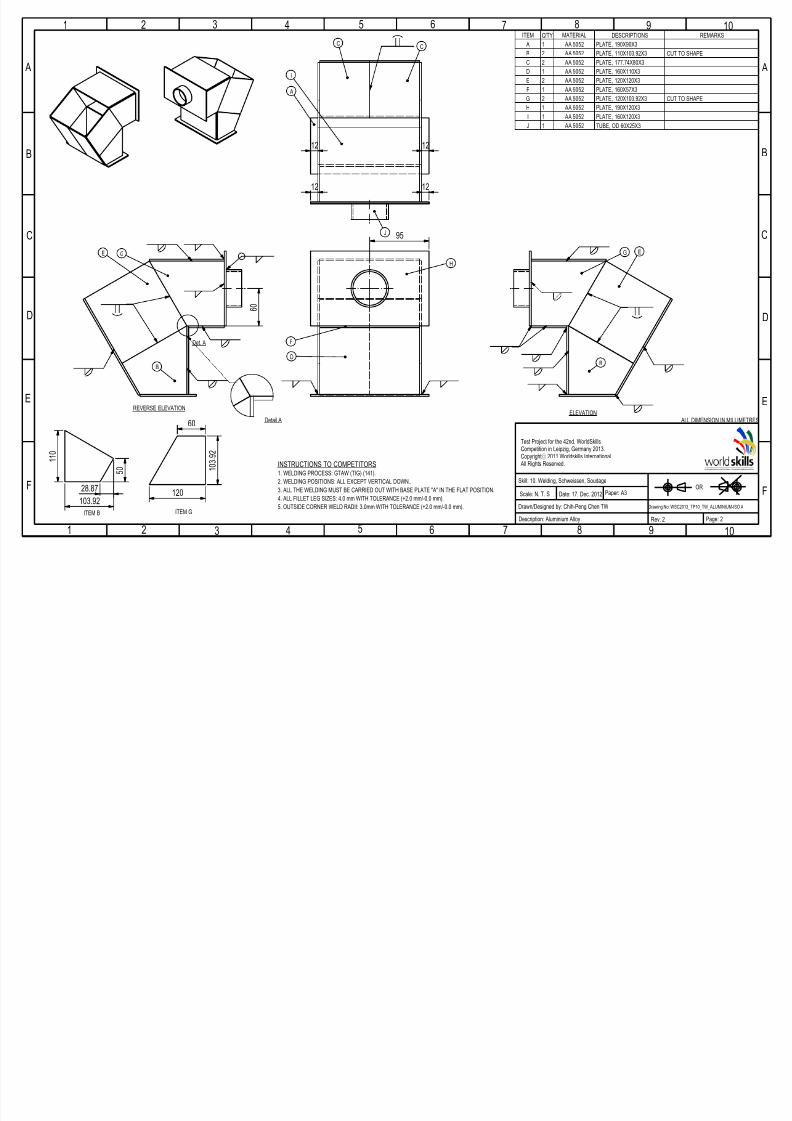
REMARKSDESCRIPTIONSMATERIALQ'TYITEM
PLATE, 190X90X3AA 50521A
CUT TO SHAPEPLATE, 110X103.92X3AA 50522B
PLATE, 177.74X80X3AA 50522C
PLATE, 160X110X3AA 50521D
PLATE, 120X120X3AA 50522E
PLATE, 160X57X3AA 50521F
CUT TO SHAPEPLATE, 120X103.92X3AA 50522G PLATE, 190X120X3AA 50521H
PLATE, 160X120X3AA 50521I
TUBE, OD 60X25X3AA 50521J
Det. A
INSTRUCTIONS TO COMPETITORS1. WELDING PROCESS: GTAW (TIG) (141).
2. WELDING POSITIONS: ALL EXCEPT VERTICAL DOWN..
3. ALL THE WELDING MUST BE CARRIED OUT WITH BASE PLATE "A" IN THE FLAT POSITION.4. ALL FILLET LEG SIZES: 4.0 mm WITH TOLERANCE (+2.0 mm/-0.0 mm).
5. OUTSIDE CORNER WELD RADII: 3.0mm WITH TOLERANCE (+2.0 mm/-0.0 mm).
103.92
1 1 0
28.87
5 0
120
60
1 0 3
. 9 2
ITEM B ITEM G
ALL DIMENSION IN MILLIMETRESELEVATION
REVERSE ELEVATION
95
6 0
1212
1212
A
BB
CC
D
EGE G
H
I
J
F
7/21/2019 10 - Soldadura (1)
http://slidepdf.com/reader/full/10-soldadura-1 8/8
Detail A
1 63 4 5 7
A
B
C
D
2 8 9 10
F
E
A
B
C
D
E
F
1 2 3 4 5 6 7 8 9 10
Test Project for the 42nd. WorldSkillsCompetition in Leipzig, Germany 2013.Copyright◎ 2011 Worldskills International
All Rights Reserved.
Skill: 10. Welding, Schweissen, Soudage
Paper: A3Date: 17. Dec. 2012Scale: N. T. S
Drawn/Designed by: Chih-Peng Chen TW
Description: Aluminium Alloy
Drawing No: WSC2013_TP10_TW_ALUMINIUM-ISO E
Rev. 2 Page: 1
OR
TUBE, OD 60X25X3AA 50521J
PLATE, 160X120X3AA 50521I
PLATE, 190X120X3AA 50521H
CUT TO SHAPEPLATE, 120X103.92X3AA 50522G
PLATE, 160X57X3AA 50521F
PLATE, 120X120X3AA 50522E
PLATE, 160X110X3AA 50521D
PLATE, 177.74X80X3AA 50522CCUT TO SHAPEPLATE, 110X103.92X3AA 50522B
PLATE, 190X90X3AA 50521A
REMARKSDESCRIPTIONSMATERIALQ'TYITEM
Det. A
INSTRUCTIONS TO COMPETITORS1. WELDING PROCESS: GTAW (TIG) (141).
2. WELDING POSITIONS: ALL EXCEPT VERTICAL DOWN..
3. ALL THE WELDING MUST BE CARRIED OUT WITH BASE PLATE "A" IN THE FLAT POSITION.4. ALL FILLET LEG SIZES: 4.0 mm WITH TOLERANCE (+2.0 mm/-0.0 mm).
5. OUTSIDE CORNER WELD RADII: 3.0mm WITH TOLERANCE (+2.0 mm/-0.0 mm).
103.92
1 1 0
28.87
5 0
120
60
1 0 3
. 9 2
ITEM B ITEM G
ALL DIMENSION IN MILLIMETRES
ELEVATIONREVERSE ELEVATION
95
6 0
1212
1212
A
B B
CC
D
EG E G
H
I
J
F