Embed Size (px)
Citation preview

1
The General 2k Factorial Design
• Section 6-4, pg. 224, Table 6-9, pg. 225
• There will be k main effects, and
two-factor interactions2
three-factor interactions3
1 factor interaction
k
k
k

2
General Procedure for a 2k Factorial Design
• Estimate factor effects (sign & magnitude)
• From initial model (usually the full model)
• Perform statistical testing (ANOVA)
• Refine model (removing nonsignificant variables)
• Analyze residuals (model adequacy/assumptions checking)
• Refine model if it’s necessary• Interpret results (main/interaction effects plots,
contour plots, response surfaces)
3
Unreplicated 2k Factorial Designs
• These are 2k factorial designs with one observation at each corner of the “cube”
• An unreplicated 2k factorial design is also sometimes called a “single replicate” of the 2k
• These designs are very widely used• Risks…if there is only one observation at each
corner, is there a chance of unusual response observations spoiling the results?
• Modeling “noise”?

4
Spacing of Factor Levels in the Unreplicated 2k
Factorial Designs
If the factors are spaced too closely, it increases the chances that the noise will overwhelm the signal in the data
More aggressive spacing is usually better

5
Unreplicated 2k Factorial Designs
• Lack of replication causes potential problems in statistical testing– Replication admits an estimate of “pure error” (a better
phrase is an internal estimate of error)– With no replication, fitting the full model results in
zero degrees of freedom for error
• Potential solutions to this problem– Pooling high-order interactions to estimate error– Normal probability plotting of effects (Daniels, 1959)– Other methods…see text, pp. 234

6
Example of an Unreplicated 2k Design
• A 24 factorial was used to investigate the effects of four factors on the filtration rate of a resin
• The factors are A = temperature, B = pressure, C = mole ratio/concentration, D= stirring rate
• Experiment was performed in a pilot plant

7
The Resin Plant Experiment

8
The Resin Plant Experiment

9
Estimates of the Effects
Term Effect SumSqr % Contribution
Model Intercept
Error A 21.625 1870.56 32.6397Error B 3.125 39.0625 0.681608Error C 9.875 390.062 6.80626Error D 14.625 855.563 14.9288Error AB 0.125 0.0625 0.00109057Error AC -18.125 1314.06 22.9293Error AD 16.625 1105.56 19.2911Error BC 2.375 22.5625 0.393696Error BD -0.375 0.5625 0.00981515Error CD -1.125 5.0625 0.0883363Error ABC 1.875 14.0625 0.245379Error ABD 4.125 68.0625 1.18763Error ACD -1.625 10.5625 0.184307Error BCD -2.625 27.5625 0.480942Error ABCD 1.375 7.5625 0.131959

10
The Normal Probability Plot of EffectsDESIGN-EXPERT PlotFiltration Rate
A: TemperatureB: PressureC: ConcentrationD: Stirring Rate
Normal plot
No
rma
l % p
rob
ab
ility
Effect
-18.12 -8.19 1.75 11.69 21.62
1
5
10
20
30
50
70
80
90
95
99
A
CD
AC
AD

11
The Half-Normal Probability Plot DESIGN-EXPERT PlotFiltration Rate
A: TemperatureB: PressureC: ConcentrationD: Stirring Rate
Half Normal plot
Ha
lf N
orm
al %
pro
ba
bili
ty
|Effect|
0.00 5.41 10.81 16.22 21.63
0
20
40
60
70
80
85
90
95
97
99
A
CD
AC
AD

12
ANOVA Summary for the Model
Response:Filtration Rate ANOVA for Selected Factorial ModelAnalysis of variance table [Partial sum of squares]
Sum of Mean FSource Squares DF Square Value Prob >FModel 5535.81 5 1107.16 56.74 < 0.0001A 1870.56 1 1870.56 95.86 < 0.0001C 390.06 1 390.06 19.99 0.0012D 855.56 1 855.56 43.85 < 0.0001AC 1314.06 1 1314.06 67.34 < 0.0001AD 1105.56 1 1105.56 56.66 < 0.0001Residual 195.12 10 19.51Cor Total 5730.94 15
Std. Dev. 4.42 R-Squared 0.9660Mean 70.06 Adj R-Squared 0.9489C.V. 6.30 Pred R-Squared 0.9128
PRESS 499.52 Adeq Precision 20.841

13
The Regression Model
Final Equation in Terms of Coded Factors:
Filtration Rate =+70.06250+10.81250 * Temperature+4.93750 * Concentration+7.31250 * Stirring Rate-9.06250 * Temperature * Concentration+8.31250 * Temperature * Stirring Rate

14
Model Residuals are SatisfactoryDESIGN-EXPERT PlotFiltration Rate
Studentized Residuals
No
rma
l % p
rob
ab
ility
Normal plot of residuals
-1.83 -0.96 -0.09 0.78 1.65
1
5
10
20
30
50
70
80
90
95
99

15
Model Interpretation – InteractionsDESIGN-EXPERT Plot
Filtration Rate
X = A: TemperatureY = C: Concentration
C- -1.000C+ 1.000
Actual FactorsB: Pressure = 0.00D: Stirring Rate = 0.00
C: ConcentrationInteraction Graph
Filt
ratio
n R
ate
A: Temperature
-1.00 -0.50 0.00 0.50 1.00
41.7702
57.3277
72.8851
88.4426
104
DESIGN-EXPERT Plot
Filtration Rate
X = A: TemperatureY = D: Stirring Rate
D- -1.000D+ 1.000
Actual FactorsB: Pressure = 0.00C: Concentration = 0.00
D: Stirring RateInteraction Graph
Filt
ratio
n R
ate
A: Temperature
-1.00 -0.50 0.00 0.50 1.00
43
58.25
73.5
88.75
104

16
Model Interpretation – Cube PlotDESIGN-EXPERT Plot
Filtration RateX = A: TemperatureY = C: ConcentrationZ = D: Stirring Rate
Actual FactorB: Pressure = 0.00
Cube GraphFiltration Rate
A: Temperature
C: C
on
cen
tra
tion
D: Stirring Rate
A- A+C-
C+
D-
D+
46.25
44.25
74.25
72.25
69.38
100.63
61.13
92.38
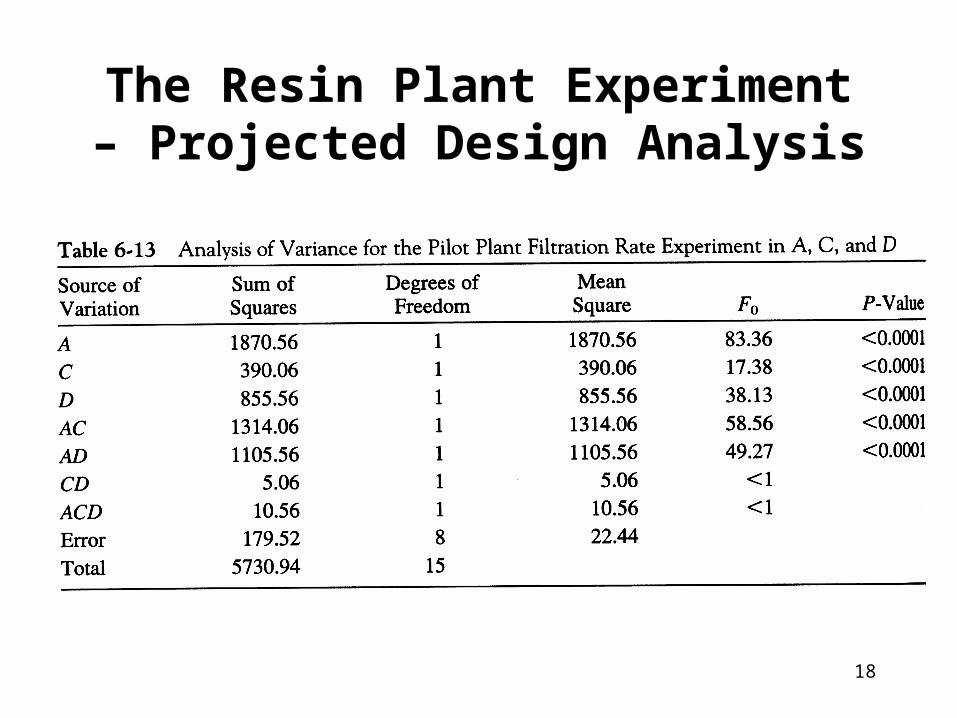
If one factor is dropped, the unreplicated 24 design will project into two replicates of a 23
A unreplicated 2k design, if h (h<k) factors are negligible, then the original data -> a full two-level factorial 2k-h with 2h replicates.
Design projection is an extremely useful property, carrying over into fractional factorials

17
The Resin Plant Experiment
18
The Resin Plant Experiment – Projected Design Analysis

19
Model Interpretation – Response Surface Plots
DESIGN-EXPERT Plot
Filtration RateX = A: TemperatureY = D: Stirring Rate
Actual FactorsB: Pressure = 0.00C: Concentration = -1.00
44.25
58.3438
72.4375
86.5313
100.625
F
iltr
ati
on
Ra
te
-1.00
-0.50
0.00
0.50
1.00
-1.00
-0.50
0.00
0.50
1.00
A: Temperature D: Stirring Rate
DESIGN-EXPERT Plot
Filtration RateX = A: TemperatureY = D: Stirring Rate
Actual FactorsB: Pressure = 0.00C: Concentration = -1.00
Filtration Rate
A: Temperature
D: S
tirri
ng
Ra
te
-1.00 -0.50 0.00 0.50 1.00
-1.00
-0.50
0.00
0.50
1.00
64.62571
77.375
83.75
90.125
56.93551.9395
With concentration at either the low or high level, high temperature and high stirring rate results in high filtration rates