Embed Size (px)
DESCRIPTION
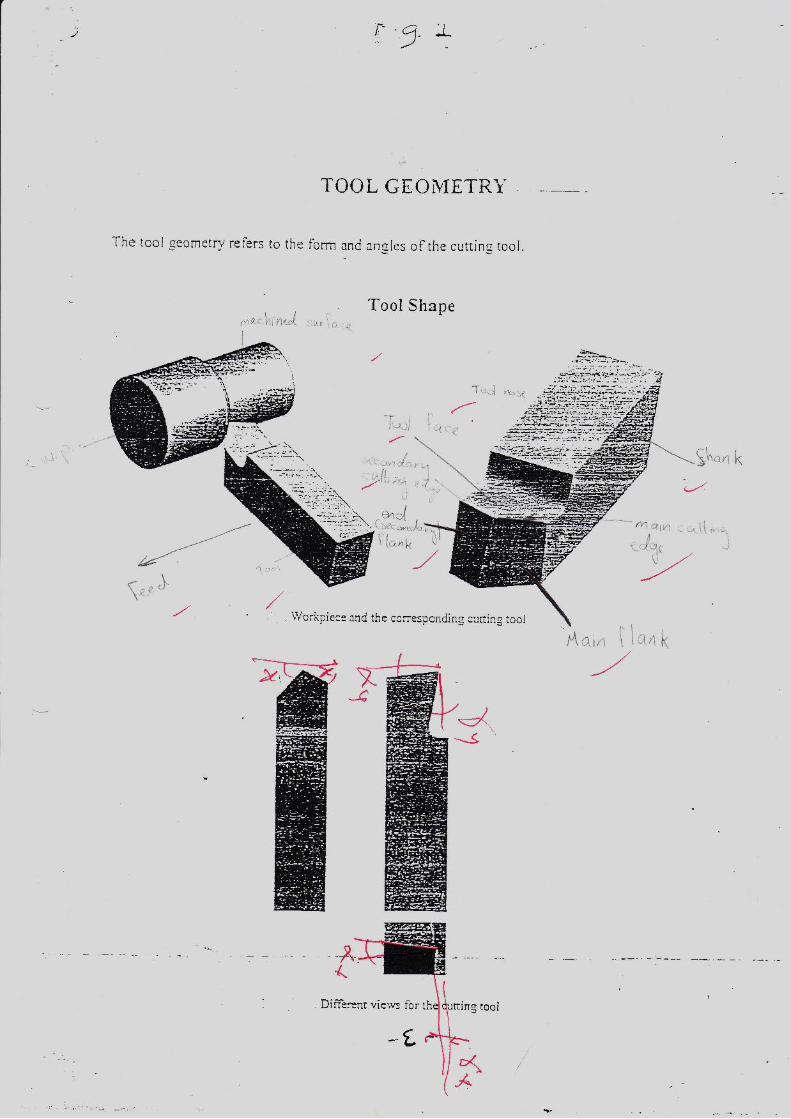
Metal RemovalExercise 11. Discuss, giving reasons - use sketches whenever possible: '4 --Cutting tools are made of hard materials and should have a wedge shape. -Proper cutting tool materials should fulfill 10 requirements as far as possible. -Carbon & alloy tool steels are no more used as cutting tool materials.-HSS is still used inspite of the existence of several advanced tool materials. -TiN coated HSS represents a further development of HSS. -Multi coated carbides are a further development of cemented carbides. -Steilite did not succeed to be a popular tool material. -HSS should have (+7), while carbide, ceramic, .etc. have (-y). ~(y) can be(+, 0, -), But (a) should be always > 3°. -The tool wedge shape is determined by (a),(7). -Larger (-by) results in easier chip flow, lower forces, better surface quality, higher accuracy and less chatter tendency. -Excessively large (+y) leads to tool wear, fracture or thermal failure, -(a) 2. Nominate the elements of the single point tool shown in fig.l3. Indicate the different reference planes and the tool angles in fig.2 Give proper values of the angles required for turning each of:3L50 , Alum., CI. with HSS & carbide tools.4. A 4-start Metric thread M20 x 8 x 2 is to be machined by turning. Determine the tool angles & sketch the tool in sufficient views, Calculate the m/cg time if the thread length is 100 mm.Pitch (p) = lead / no of starts, Thread height = 0.6495 * pPitch diameter (d2) = Major diameter (di) - thread height,Cutting speed (v) = 2 m/min, Feed (s) ~ lead, tan ns = u / v = s 1% d2Depth of cut (a) = 0.06 mm in roughing, (a) = 0.03 mm in finishing,
Citation preview