Embed Size (px)
Citation preview

1-Saddle CNC Lathe

1 2
Birth of the LB that transcends LBOkuma's LB series of NC lathes have always been pioneers,
leaving a path for others to follow behind.The LB series thus has an obligation to respond to the needs of the times, open
possibilities for the next generation, and deliver new value to customers worldwide. That means constantly developing LBs that transcend LB.
Okuma's advanced technology in its SPACE TURN EXII series continues to write new pages in world standards for machining quality, speed, power & torque,
multitasking, ease of operation, and more.
Photo includes optional speci�cations.
Standard window size differs by market region.
The machine against whichall others will be measured
� Application of Thermo-Friendly Concept
� Slanted-box bed construction
Highest Quality
� Equipped with new high-power, high-torque motor
� Combination of larger and faster spindle
� Large through-hole diameter, large working range
� Top rotation speed, horsepower, and torque in its class
Super Rigidity Speed
� Satisfaction from complete control of a machine tool
� Operator-friendly OSP-P300L
Easy Operation
� Abundant series variation
� NC tailstock standard equipment
Extreme Versatility

3 4
0 mm-4.0
-2.0
0.0
2.0
4.0
(μm)
0.50 1.00 1.50
0.3 μm
0.4 μm
2,000 min-1
0
-10
-5
0
5
2 4 6 8 10 12
Elapsed time (Hr)
OD
cha
nge
(øμ
m)
14 16 18 20 22 24
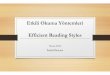
OD dimensional change
ø7 μm
8Cº changeRoomtemp
Thermo-FriendlyConcept
Highest Quality
Machining dimensional change
over time: ø7 mActual data [LB4000 EX turning] (MY) (ambient temperature: 8Cº change)
● Cycle time: 60 sec
● Cutting conditions
● Workpiece material: BsB
X-axis travel: 60 mm3 repetitions/cycle
Spindle speed : 4,000 min-1
Cutting depth : 0.1 mmFeed : 0.05 mm/rev
High accuracy specifications overall assuremachining with high dimensional stability
Thermo-Friendly Concept forunparalleled dimensional stability
Slanted-box bed configuration withsuperior construction and rigidity
Okuma's Thermo-Friendly Concept is used on all the LB EX machines for extraordinary machining accuracy, using our unique machine design and thermal deformation control technology. Outstanding dimensional stability in long-time continuous operation, multitasking, and even Y-axis machining without troublesome compensation or warming up.
The next evolution of the slanted-box bed construction that has been highly praised as a "rugged, Okuma-like construction" in the SPACE TURN series. The primary units of headstock and turret on a box bed is optimally placed for outstanding thermal dimensional and high rigidity. Exhibits stable machining accuracy even in heavy cutting.
Thermo-Friendly Concept
Simple machlneconstructionSymmetrically built
Thick walls
Highly Accurate Control Technology
(on MY machines only)TAS-C
Machine designs thatequalize ambient
temperaturesMachine covers
Peripheral equipment placementMachine “hot spots” diffused
Optimized X-axis feed element
Thermal deformation minimized on Z-axis
Heat sources eliminated and thermal deformation suppressed from the machine's construction
Slanted-box bed achieves outstanding dimensional stability and high rigidity
Material: BsB
● Standard spindle: 0.3 μm/at 2,000 min-1● Standard spindle
0.4 μm/at 2,000 min-1
Standard spindleMaterial: BsB
2000 min-1 Outer perimeter
Tool nose uniformity (for better surface roughness) [Actual data*]Roundness [Actual data*]
* The “actual data” referred to above for this brochure represent examples, and may not be obtained due to differences in speci¦cations, tooling, cutting and other conditions.

5 6
Huge reduction in machining time with an original
high power motor and faster machine movements
Previous machine
LB4000 EX
0 500 1,000 (Sec)
20.4 minutes
16.5 minutesTurning Milling
Non-cutting time
3.9 minutes (20% less)Workpiece
ø140
ø50
6-M12, 20 deep40126
Powerful motor on the spindle gives turning capacity of 6.3 mm2
Reduced operation time achieved with higher speed machine movements
Cylindrical, heavy-duty cutting
Drilling
[Actual data*]
Super Rigidity Speed
Spindle with a larger bearing internal diameter of ø140 mm can accommodate larger workpieces, and a turning capacity of 6.3 mm2 is achieved with a high-speed, wide-area full power motor. Stable, high quality machining, from heavy to high speed cutting.
Bearing ID ø140 (bore ø91)
4,200 min-1
30 kW (40 hp)
700 N-m (515 ft-lbf)
X: 25 m/min (984 ipm)
Z: 30 m/min (1,181 ipm)
4.4 sec (4,200 min-1)
0.2 sec/index
12 m/min (472 ipm)● Spindle size
● Rapid traverse
● Spindle start/stop
● Turret rotate
● NC tailstock rapids
● Spindle speed
● Output
● Torque
Integral motor/spindle—Okuma's own powerful motor—retains full power over a wide area. There are no gears or belts that can cause vibration or bending, for stable machining without chatter.
JIS A2-8
(40/30 hp)Motor output 30/22 kW
ø91
ø140
(ø3.
58)
(ø5.
51)
6.3 mm2 (0.01 in.2)Cutting speed V: 150 m/min (492 fpm)
Cutting depth t : 10 mm (0.39 in.)
Feedrate f : 0.63 mm/rev (0.02 ipr)
ø63 (ø2.48) carbide insert drillCutting speed V: 179 m/min (587 fpm)
Feedrate f : 0.25 mm/rev (0.01 ipr)
Turning 6.3 mm2
(Workpiece: S45C)
ø140, 4,200 min-1
30/22 kW (30 min/cont)
700 N-m (515 ft-lbf)
Standard spindle
ø160, 3,000 min-1
37/30 kW (30 min/cont)
1,178 N-m (866 ft-lbf)
High power specs
Motor/spindle variations
Improved productivity: 20% shorter cycle time*
* Previous machine comparison
* The “actual data” referred to above for this brochure represent examples, and may not be obtained due to differences in speci¦cations, tooling, cutting and other conditions.
50 100 500 1,000 5,000
500
1,000
300
100
50
10
50
30
10
5
1
50 100 500 1,000 5,000
500
300
100
50
10
50
30
10
5
1
N-m kW
Out
put
Spindle speed min-1
Torq
ue
N-m kW
Out
put
Torq
ue
Spindle speed min-1
30 kW (30 min)22 kW (cont)
42 410 840 4,200
700 N-m (30 min)512 N-m (cont)
341 N-m (30 min)250 N-m (cont)
37 kW (30 min)
30 kW (cont)
30 300 900 3,000
1,178 N-m (30 min)
955 N-m (cont)
393 N-m (30 min)
318 N-m (cont)

7 8
Compact, high-power, high-torque PREX motor also used for milling spindle of the multitasking V12 radial turret. This combined with a powerful, highly rigid bolt clamp system greatly increases multitasking speed.
6,000 min-1
PREX 7.5 kW (10 hp)
58.1 N-m (42.7 ft-lbf)
JIS A2-8 10-in. chuck
12-in. chuck
12-in. chuck
15-in. chuck
JIS A2-11
0.2 sec/ index
0.4 sec (6,000 min-1)
1.5 sec
Wide working range
Max machining dia: ø480 mm (M turret: ø430 mm)
End millingChip volume 200 cm3/min (12.2 in.3/min)ø20 7-�ute carbide end millCutting speed V: 200 m/min (656.2 fpm)Cutting depth t : 20 x 2.5 mm (0.79 x 0.09 in.)Feedrate f : 1.26 mm/rev (0.05 ipr)
Face millChip volume 177 cm3/min (11 in.3/min)ø80 face mill 8-bladeCutting speed V: 312 m/min (1,024 fpm)Cutting depth t : 1.6 x 56 mm (0.06 x 2.2 in.)Feedrate f : 1.6 mm/rev (0.06 ipr)
Drillingø28 carbide insert drillCutting speed V: 90 m/min (295.3 fpm)Feedrate f : 0.2 mm/rev (0.01 ipr)
Tapping M24 P3(Synchronized tapping)
Spindle thru hole: Bigger
Distance between centers: 770/1,520 mm
● M spindle
● Output
● Torque
● Turret rotate
● M-spindle start/stop
● M-M switch
Milling tool spindle
● Standard spindle
● Big-bore spindle
Greater efficiency with highest milling performance in its class and fast tool change times
Compact new PREX motor gives milling performance of 200 cm3 /min
Reduced operation time achieved with higher speed machine movements
Out
put
Torq
ue
6,000 min-1
PREX 7.5/4.3 kW (25 min/cont)
58.1 N-m (43 ft-lbf)
● Standard spindle: ø91 mm (ø3.59 in.)
● Big-bore spindle: ø112 mm (ø4.41 in.)
Milling capacity 200 cm3/min(Workpiece: S45C)
[Actual data*]
* The “actual data” referred to above for this brochure represent examples, and may not be obtained due to differences in speci£cations, tooling, cutting and other conditions.
50 100 500 1,000 5,000
100
50
10
10
5
1
45 1,240 4,040 6,000
N-m
Spindle speed min-1
kW
7.5 kW (25 min)
4.3 kW (cont)
58.1 N-m (25 min)
33 N-m (cont)

OSP-P300L Okuma Sampling Path Control
Satisfaction from complete controlof a machine tool
Virtual machine (collision check)
Machining Navi L-g (Optional)
Cutting condition search for turning
Collision Avoidance System (Optional)
Collision prevention
■World’s first “Collision-Free Machine”CAS prevents collisions in automatic or manual mode, providing risk-free protection for the machine and great con�dence for the operator.
■Chatter-free applications for maximum performanceChatter is suppressed by navigating to the best amplitude and wavecycle—without decreasing spindle speed. This helps customers to boost productivity.
What you want to see and do, conveniently come together in a “single-mode operation.”First, select one of three operation screens.Then simply touch the screen or press a function key to see and do your job.
■Setup operations
■Trial/continuous cuts■Programming ■Tool preparations
Fine tuning zone
Chatter graphed
9 10
Easy Operation
Okuma Control [for Lathes]
As a “machine & control” builder, Okuma makes further strides in machine tool manufacturing with this superb control featuring “Easy Operation.” Okuma took a close look at the way machinists actually operate machine tools, to help them create smoother and more effective ways of producing parts. Novice operators as well as professional machinists get complete control—and satisfaction.

11 12
Extreme Versatility
Up to 10 pairs of tailstock positions can be set, enabling continuous machining of workpieces with 10 different lengths without setup. In addition, thrust can be switched between high and low without resetting the workpiece. (Tailstock thrust high/low switch: option) High accuracy positioning is also possible with a high speed linear guide employing a ball screw guide.
● Tailstock thrust
● Rapid traverse
● Approach
● Retract
1 to 7.5 kN (Opt: 1.5 to 10 kN)
12 m/min (472 ipm)
10 m/min (394 ipm)
12 m/min (472 ipm)
Providing rich variation and optimum ease of use
NC tailstock that shortens setup and automates center work is standard equipment
Note: Please select a hyrdraulic quill for face driver machining applications.
A variety of milling operations can be accommodated with high-accuracy, wide-range Y-axis travel using a double slide system. Achieves complete multitasking with a single chucking (MY speci�cations).
Automation can be achieved easily with a simple mechanism in which the bucket swings and discharges workpieces outside the machine.
Complete multitasking with Y-axis functionsOne chuck machining even with irregularly shaped workpieces
●Travel 140 mm (+70 to -70)[5.51 in. (+2.76 to -2.76]
●Y-axis rapid traverse 12.5 m/min (492 ipm)
Y-axis
X-axis
X•Y plane Radial Y-axismachining examples
Y-axis
7070
X-axis
Ys-axis
Simple automation with parts catcher (Optional)
Front door with large window provides outstanding visibility
* Front door with large window shown here is a standard speci�cation for the European market region.
(Optional) *

13 14
Machine Specifications
Swing over bedSwing over saddleDistance between centersMax turning diaMax work lengthX axisZ axisY axisC axisSpindle speedSpeed rangesSpindle noseSpindle bore dia / Front bearing diaTypeNo. of toolsOD tool shankID tool shank diaTurret rotationSpindle speedSpeed rangeRapid traverseTailstock rapidsRapid traverse (C)Cutting (X-Z-Y)Tapered bore typeQuill travelMain spindle (30 min/cont)Milling tool spindleAxis driveTailstock travelCoolant pumpHeightFloor spaceWeight (w/ CNC)
mm (in.)mm (in.)
mmmm (in.)
mmmm (in.)
mmmm (in.)
degmin-1 (rpm)
mm (in.)
mm (in.)mm (in.)
sec/indexmin-1 (rpm)
m/min (ipm)m/min (ipm)min-1 (rpm)
mm/rev (ipr)
mmkW (hp)kW (hp)kW (hp)kW (hp)kW (hp)
mmmm (in.)
kg
Capacity
Travels
Spindle
Turret
Milling tool
Feedrates
Tailstock
Motors
Machine size
CNC
ModelT
—
380
—
——
—
6,000
Cx750
770
750
780
6,300
LB4000 EX (L)
ø670 (ø26.38)ø480 (ø18.90)
ø480 (ø18.90)
300 (11.81)
——
42 to 4,200 [30 to 3,000]In�nitely variable × 2 auto ranges (motor coil switching)
JIS A2-8 [JIS A2-11]ø91 [ø112] / ø140 [ø160] (ø3.58 [ø4.41] / ø5.51 [ø6.30])
V12 NC turretL: 12
25 × 25 (1 × 1)ø40 (ø1-1/2)
0.2——
X: 25, Z: 30 (984, 1,181)
—0.001 to 1,000.000 (0.00004 to 39.37)
30/22 (40/30) [37/30] ([50/40])—
X: 3.5 / Z: 4.6 (4.73/6.21)
OSP-P300L
Cx1500
1,520
1,500
1,590
12 (472)
MT 51,530
2.9SD*: 0.25 (0.34)
2,1574,175 x 2,390 (164 x 94)
8,200
Cx2000
2,170
2,150
2,240
2,180
SD*: 0.8 (1.08)2,005
5,515 x 2,490 (217 x 98)11,000
Name
[ ]: Big-Bore spindle specs
T
—
380
—
——
—
6,000
840
SD*: 0.25 (0.34), RD*: 0.8 (1.08)1,955
3,050 x 1,900 (120 x 75)
840
SD*: 0.25 (0.34), RD*: 0.8 (1.08)2,320
3,050 x 1,900 (120 x 75)
Cx750
770
750
780
6,300
LB4000 EX (M)
—
X: 25, Z: 30 (984, 1,181)
X: 3.5 / Z: 4.6 (4.73/6.21)
Cx1500
1,520
1,500
1,590
12 (472)
MT 51,530
2.9 (3.9)SD*: 0.25 (0.34)
2,1574,175 x 2,390 (164 x 94)
8,200
Cx2000
2,170
2,150
2,240
2,180
SD*: 0.8 (1.08)2,005
5,515 x 2,490 (217 x 98)11,000
ø670 (ø26.38)ø480 (ø18.90)
300 (11.81)
360 (0.001 increments)42 to 4,200 [30 to 3,000]
In�nitely variable × 2 auto ranges (motor coil switching)JIS A2-8 [JIS A2-11]
ø91 [ø112] / ø140 [ø160] (ø3.58 [ø4.41] / ø5.51 [ø6.30])M-V12 NC turret
L / M: 1225 × 25 (1 × 1)ø40 (ø1-1/2)
0.245 to 6,000
In�nitely variable (PREX motor)
200
30/22 (40/30) [37/30] ([50/40])PREX 7.5/4.3 (10/5.7) (25 min/cont)
T
—
380
—
——
—
6,400
Cx750
770
750
780
6,700
LB4000 EX (MY)
140 (±70)
X: 25, Z: 30, Y: 12.5 (984, 1,181, 492)
X: 3.5 / Z: 4.6 / Ys: 3.5 (4.73/6.21/4.73)
Cx1500
1,520
1,500
1,590
12 (472)
MT 51,530
2.9 (3.9)SD*: 0.25 (0.34)
2,5224,175 x 2,390 (164 x 94)
8,600
Cx2000
2,170
2,150
2,240
2,180
SD*: 0.8 (1.08)2,370
5,515 x 2,490 (217 x 98)12,000
ø430 (ø16.93)
0.001 to 1,000.000 (0.00004 to 39.37)
OSP-P300L
Standard Specifications & Accessories Chucking Kit Chuck tableModelSpeci�cations
Spindle
Turret
Milling toolspindleTailstock
Standardaccessories
StandardaccessoriesCNC
T
–
L
V12 bolt clamp
–
T
–
LB4000 EXM
A2-8 42 to 4,200 min-1
30/22 kW (40/30 hp) (30 min/cont)NC indexing
Coolant system (water soluble)Work lamp (LED)
Full enclosure shieldingJack screws, foundation washers
Hand toolsDoor interlock (standard)
Lube monitor (A-1 + oil source pressure detector)OSP-P300L
NC operation panel, 15-in. color TFT (touch panel)Program storage; over 2 GBOperation buffer; over 2 MB
M-V12 radial45 to 6,000 min-1
PREX 7.5/4.3 kW (10/5.7 hp) (25 min/cont)
T
–
MY
840
SD*: 0.25 (0.34), RD*: 0.8 (1.08)1,955
3,050 x 1,900 (120 x 75)
Chuck
Drive
B kit: *1 E kit: *2 D kit: *3Hollow 10 in.
BB210A8
SS1881
Hollow 10 in.
B-210A8
SS1770
Hollow 12 in.
B-212A8
SS1881
Chucking Kit / Tooling KitModelSpeci�cations
Chuck
DriveSoft jaws, ASoft jaws, BHard jawsOD-IOD-IIID-H40DS MT No.1-H40DS MT No.2-H40DS MT No.3-H40DS MT No.4-H40BS 10-H40BS 12-H40BS 16-H40BS 20-H40BS 25-H40BS 32-H40Axial mill/drill unitRadial mill/drill unitDummy holderRevolving center MT 5*
Std ChuckingKit
Solid 10 in.N-10A8SS1770
LStd Tooling
Kit
426
1
22
Chucking Kit
BB kit: *1 E kit: *2 D kit: *3
5316361111222222
M
Chucking Kit
BB kit: *1 E kit: *2 D kit: *3
531624
1
2222222231
MY
Chucking Kit
BB kit: *1 E kit: *2 D kit: *3
531624
1
2222222231
LB4000 EX
* Not available for T model speci�cations
* SD: Side discharge, RD: Rear discharge
C
NC travelDead
quill MT 5
C
NC travelDead
quill MT 5
C
NC travelDead
quill MT 5

LB4000 EX (M)
Tool Interference Drawings
LB4000 EX (L)
LB4000 EX (MY)LB4000 EX (MY)
Axial mill/drill unit
OD-I, II
■ Chip conveyor types and application
Various chip conveyors
Note: Machine platform may be necessary depending on the type of conveyor.
Name
Application
Features
Shape
Hinge type Scraper type Magnet scraper type Hinge scraper type
● For castings
● Magnet scraper for sludge processing
● For steel ● For castings● For steel, castings,
nonferrous metal
● General use ● Suitable with sludge ● Not suitable for
nonferrous metals
● Filtration of long and short chips and coolant
15 16
Magnet
● Easy for maintenance ● Blade scraper
With drum �lter
78
ø207
ø257
ø266ø252
ø228
Max turning ø430
Max swing dia ø650
380 75
ø245ø234
ø207
30085
ø290
ø240
21519019035
ID-40
OD-II
OD-I
380 85 30060
14070
70
ø26
240
Max turning ø430
190
ø248
ø264
ø214
ø420
190
Max swing dia ø650
36.8
ø420
ø220
ø270 72
8
ø238
ø214
ø252
Axial drillEnd mill holder
Spindle centerRadial drillEnd mill holder
OD-I
OD-II
ID-H40,Axial mill/drill unit
ø237
ø252
ø214ø238
380190 190
ø237
ø220ø270
ø420
ø248
Axial mill/drill unit
*DBC: Distance between centers
ø214
ø264
ø420
4.7
27.9
OD-I
ID-40
OD-II
Max swing dia ø710
Max turning ø430
Spindlecenter
70
3535
ø260
ø250
ø40
60
ø250
57
ø530
ø245
ø650 (DBC 750)
Max swing
Max swing dia ø710
ø650 (DBC 750)
Max swing
300st240
230 35205300st
505
60
3 5
16.5
14.1
OD-IID-40
Max swing dia ø710
OD-II
Max turning ø480
Spindlecenter
Tooling System
LB4000 EX (L)
OD-I
V12 turret(460 across �ats)
(18.11)
● OD tool shank25 x 25 (1 x 1)
● Commercially available items
OD TurningID Turning
●Boring bar shank diameters
OD-II
Boring bar sleevesBS 8-H40BS 10-H40BS 12-H40BS 16-H40
BS 20-H40BS 25-H40BS 32-H40
ø 8ø10ø12ø16
ø20ø25ø32
ø5/16ø3/8ø1/2ø5/8
ø3/4ø1ø1-1/4
● Boring bar ø40(ø1-1/2)
● DrillMT 1MT 2MT 3MT 4
* ID-H40
Drill sleeve DS MT 1-H40DS MT 2-H40DS MT 3-H40DS MT 4-H40
LB4000 EX (M/MY)
Axial mill/drill unit
Dummy holder
V12 turret(380 across �ats)
(14.96)Radial
mill/drill unit
● Collets[ø4~26, ø1 mm pitch]
OD-I
OD-II
ID-H40 ● Commercially available items
Mill/DrillTurning
* Select an ID oil-hole toolholder base (optional) for oil-hole drills and boring bars.* LB400 same tooling, except for ID-H40.
Boring bar sleevesBS 10-H40BS 12-H40BS 16-H40
BS 20-H40BS 25-H40BS 32-H40
● Boring bar ø40 (ø1-1/2)
Drill sleeves DS MT 1-H40DS MT 2-H40DS MT 3-H40DS MT 4-H40
Select an ID oil-hole toolholder base (optional) for oil-hole drills and boring bars.New tooling not compatible with LB400-M.
* *

17 18
Headstock
Chucking
Gauges
Tailstock
Steadyrests
Lubrication
Big-Bore spindleSpindle bearing ID ø160 JIS A2-11 30 to 3,000 min-1 Spindle motor 37/30 kW (30 min/cont)
Chuck auto open/close con�rmChuck high/low pressure switchWork stopper in spindleIn-process gauging systemTouch setter M (manual), A (auto)Revolving center: MT 5Tailstock taper: Built-in center MT 4 Threaded center MT 4Tailstock taper: Built-in center MT 5 Threaded center MT 5High thrust specsTailstock thrust hi/low switch specsRollers (�xed position)Auto steadyrest (self-centering)Lube monitor B-2, C-1, C-2
Shower coolant A, BSpindle ID coolant A, BCoolant pump, 0.8 kWCoolant high pressure switchCoolant sludge controlCoolant detection; �ow volume, levelMist collectorCoolant gunAir blow (blast; chuck, center, spindle ID, turret)Front door auto open/closeChip pan side rearChip conveyor side rear discharge L, HChip bucket L, HAir purge, double wiperBar feederBar pullerNC robotsNC loaders
Optional Specs & AccessoriesCoolant
AirCoverChip handling *1
DustproofingAutomation
Front doorwith large window *2
Working Ranges
LB4000 EX@ (M, MY)
LB4000 EX@ (L)Floor Space
Thermo-Friendly Concept
Energy-saving function Energy-saving technology
Environmental economic effect of Thermo-Friendly Concept
( ) for C x 1500, [ ] for C x 2000; with different tailstock (minor dimensions may vary)
( ) for C x 1500, [ ] for C x 2000; with different tailstock (minor dimensions may vary)
Small machine footprint of 5.8 m2 for effective use of plant floor space.
Some photos include parts that differ from speci�cations
*When speci�cation for distance between centers is 750
With a mere 5.8 m2 (62 ft2) required for installation, workpieces of up to ø480 x 750 mm (18.9 x 29.53 in.) can be accommodated. This enables maximum use of limited factory space.
In environments with normal temperature changes, machining accuracies equivalent to those in temperature-controlled rooms are achieved.As long as the operator is comfortable, there is no need for air conditioning to ensure accuracy.
■ Amount of energy consumed for temperature-controlled room
Per year Savings of approximately 135,000 kWh Prevents CO2 emissions equivalent to about 7,500 beech trees
(*1)
Ecology & EconomyMachines and technology to achieve eco-friendly "monozukuri" *2
■ Uses PREX motor· Energy-saving control during no-load turning
· Lightweight, low inertia, etc.
■ High-performance single CPU configuration
■ Energy savings from simple design
■ Energy-saving display device
Energy-saving servo, NC units
■ Power-saving functionPeripheral device power shutoff after completion of automatic operation
· Spindle cooler, etc.
Energy-saving function
*1. Calculations are examples only, and may differ from actual circumstances. Temperature-controlled room capacity: 10 m × 10 m × H3 m ±2ºC *2. Monozukuri: Making things—better than ever
Energy-savings from PREX motorPREX motor developed by Okuma eliminates rotor winding and achieves small size and efficiency.High output, low heat generation spindle drive system is used.
■ Energy efficiency 5% increase ■ Power consumption 10% decrease(compared with previous model) (compared with previous model)
3,050 mm(120 in.)
1,900 mm(75 in.)
*1. Rear discharge is not available with C × 1500, C × 2000 speci�cations*2. Standard for the European market.
OD-I ID-H40
OD-I Axial mill / drill unit
5869 6
290
230
60
MA
X 5
05(M
IN 2
05)
915 (1665) [2315]
Turret rotation center
102 46840 (1590) [2240] Z-axis travel
300 21
585
w/o revolving center and release nut
1147 (1897) [2547]1001 (1751) [2401]
780 (1530) [2180]773 (1523) [2173]
X-axis travel
6346
ø254
22
20
Tailstock retract limit43
[101]
146152
238418 18N-10A0801A
w/ revolving center
24020127
5853
34
20
1147 (1897) [2547] 43[101]
1001 (1751) [2401] 146780 (1530) [2180]168
600 (1350) [2001]
926 (1676) [2326]
102 46
N-10A0801A
ø254
254
X-axis travel
Tailstock retract limit
840 (1590) [2240] Z-axis travel
300
11033
300
190
110
215 18
728
85
MA
X 5
15(M
IN 2
15)
Turret rotation center
31
ø254
5829
1147 (1897) [2547]1001 (1751) [2401]
780 (1530) [2180]787 (1537) [2187]
192
727 (1477) [2127]
102 46
N-10A0801A
w/ revolving center
w/o revolving center and release nut
110
300
2015
4945
57
275
190
85
240
60
MA
X 5
15(M
IN 2
15)
Tailstock retract limit43
[101]146
113
Turret rotation center
27853
926 (1676) [2326]
X-axis travel
840 (1590) [2240] Z-axis travel
50
7
300
230
70
MA
X 5
05(M
IN 2
05)
915 (1,665) [2,315]
Turret rotation center
X-axis travel
840 (1590) [2240] Z-axis travel
4020127
5868
Tailstock retract limit1147 (1897) [2547] 43
[101]
1001 (1751) [2401] 146780 (1530) [2180]153
656(1403) [2056] 144 239
102 46
N-10A0801A
ø254
300 20
5 166
3920 7595

(height from �oorapprox 1,935)
Power inlet
4,038
3,453 585
1,050
0.8KW
427
844
2,02
81,
440
588
700
499
971
675
2,41
5
Coolant �lter
Coolant pump
NC
Hydraulic unit
Chuck open/close foot switch
600(800)
1,345 61
5,515
6,445 (6,935)
53
710(1,022)
930(1,420)
220 (398)
700
(1,0
00)
822
(1,3
62)
500
30
(option)Chip bucket
(option)
Chip conveyor(side discharge)
Tailstock
V12 turret
Operationpanel
Headstock
Hyd chuckpressurevalve
Maintenancespace
2,505
675
585 1,470700
243
2,145
1,087383
360
1,035892143
2,37
01,
220
1,15
0
805
345
770
450
514
5
Space for sidetank removal
(2,0
33)
1,050 2,650 375100
499
Hydraulic unit
Power inlet (height from�oor approx 1,935)
1,03
984
41,
900 1,44
046
055
0
NC
Space for sidetank removal
500
Maintenancespace
Door open
5,005 (5,495)
830(1,320)
705(1,017)
125 (303)
700
(1,0
00)
(800)600
4,175
1,015 61 1,678
Headstock
V12M turret
Operationpanel
Tailstock
Chip bucket(option)
53
460240
460
1,470
1,930
2,390
1,24
951
475
9
1,15
01,
220
152
2,52
2
1,015 92861
1,050 1,900100
Hydraulic unit
Space for sidetank removal
844
1,90
0 1440
460
550
NC
Power inlet (height from�oor approx 1,935)
Door open2,920 (3,320)
620(1,020)
786(1,098)
234 (322)
460240 1,440 400
1850
1,900
700
(1,0
00)
755
(1,2
95)
(800)6001,
150
770
365
35
1,92
040
0
2,32
0 Chip bucket(option)
Space for rear chipconveyor removal
500
Maintenancespace
3,980 (4,470)
930(1,420)
805
(1,117)
125 (303)
700
(1,0
00)
822
(1,3
62)
(800)600
3,050
Headstock
V12M turret Operationpanel
Tailstock
Chip bucket(option)
53
600(800)
1,345 61
5,515
6,345 (6,835)
53
702 (1,014)
830 (1,320)
128 (306)
700
(1,0
00)
822
(1,3
62)
500
2,327
(option)
Chip conveyor(side discharge)
Tailstock
V12 turret
Operationpanel
Headstock
Maintenancespace
Door open
4,038
3,453 585
1,050
0.8KW
427
844
2,02
81,
440
588
700
499
971
675
Coolant pump
NC
(height from �oor approx 1,935)
Power inlet
Hydraulic unit
Coolant �lter
2,505
675
585 1,4702,055700
243
2,1453601,035892143
2,00
585
51,
150
514
5
Space for sidetank removal
100 1,050
NC
844
1,90
01,
039
1,44
0
499
(2,0
33)
460
550
3,0252,650 375
Power inlet (height from�oor approx 1,935)
700
(1,0
00)
822
(1,3
62)
1,678V12M turret Operation panel
Tailstock
Chip bucket(option)
Headstock
1,015
4,175 830(1,320)
705(1,017)
53
600(800)
125 (303)
500 5,005 (5,495)
Maintenancespace
61Door open
2157
1,15
01,
249
514
394
855
152
550
460 1,930
1,470460
2,390
240
Space for side tank removal
1,95
51,
150
770
755
(1,2
95)
700
(1,0
00)
460
240
1,440 400 620(1020)
1,900 786 (1098)
2,920 (3,320)
Chip bucket(option)
600(800)
1850Space for rear chipconveyor removal
234 (322)
V12 turret
3,050
3,980 (4,470)
930 (1,420)
805 (1,117) 125 (303)82
2(1
,362
)
700
(1,0
00)
500
Maintenancespace
Chip bucket(option)
(option)
Chip conveyor(side discharge)
HeadstockLube tank
Operationpanel
Tailstock
Hyd chuckpressure valve
600(800)
50
1,015
100 1,050 1,900
550
1,90
084
4
92861
Power inlet (height from�oor approx 1,935)
(rear discharge)Coolant pump 0.8 KW
Hydraulic unitNC
1,44
046
0
Door open
(option)
Chip conveyor(rear discharge)
Chip conveyor(side discharge)(option)
(option)Chip bucket
(option)
Chip conveyor(side discharge)
(option)
Chip conveyor(rear discharge)
822
(1,3
62)
(option)
Chip conveyor(side discharge)
2,327Door open
Dimensional Drawings
LB4000 EX@(L / M) Specifications × 750
LB4000 EX@(L / M) Specifications × 1,500
LB4000 EX@(MY) Specifications × 2,000
19 20
( ) dimensions for H chip conveyor ( ) dimensions for H chip conveyor
LB4000 EX@(MY) Specifications × 1,500
LB4000 EX@(MY) Specifications × 2,000
LB4000 EX@(MY) Specifications × 750

21 22
A simple function key operation is all it takes to shift a zero offset to either the left or right end of a workpiece. The required zero offset will be calculated automatically based on jaw and workpiece lengths. (when the tool offset is set with reference to the turret tool mounting surface)
Templates like this make it easy to set required jaw shape, tool, and cutting conditions.
Part programming not required to do this.
Easy Operation
OSP-P300L Okuma Sampling Path Control
Operation screen split into four displays
Forming soft jaws Zero offsets
Simultaneous display includes setup work, current position needed in con�rming movement in trial machining, NC program, and graphic simulation.
Tool registration
Register data for all of your tools. Since the registered tool data is also used by Okuma auto programming (Advanced One-Touch IGF) and a collision check function (Collision Avoidance System), this screen will complete the entire registering process.
When loading a tool in the machine, simply select it from among the registered tools.ATC manual operation does not require inputting the tool number. Just select the tool from the list and press the function key.
Okuma Control[for Lathes]
OSP-P300LBasic Specs
Operations
Communications/NetworksHigh speed/accuracy
Turning: X, Z simultaneous 2-axis, Multitasking: X, Z, C simultaneous 3-axisOSP full range absolute position feedback (zero point return not required)8-digit decimal, ±99999.999 to 0.001 mm (±3937.0078 to 0.0001 in.),0.001˚ Decimal:1 μm, 10 μm, 1 mm (0.0001,1 in.) (1˚, 0.01˚, 0.001˚)Override: 0 to 200%Direct spindle speed commands (S4) override 50 to 200%Constant cutting speed, optimum turning speed designateTool selection: 32 sets, tool offset: 32 sets15-inch color display operational panel, touch panelAutomatic diagnostics and display of program, operation, machine, and NC system problemsProgram storage: 2 GB, operation buffer: 2 MBProgram management, edit, multitasking, scheduled programs, �xed cycles, special �xed cycles, tool nose R compensation, M-spindle synchronized tapping,�xed drilling cycles, arithmetic functions, logic statements, trig functions, variables, branch statements, auto programming (LAP4), programming help“Single-mode operation” to complete a series of operationsAdvanced operation panel/graphics facilitate smooth machine controlMDI, manual (rapid traverse, manual cutting feed, pulse handle), load meter, operations help, alarm help, sequence, return, manual interrupt & auto return, threading slide hold, data I/O, chuck open/close during spindle rotation, spindle orientation (electric)Machining Management: machining results, machine utilization, fault data compile & report, external outputUSB ports, Ethernet, RS232C interface (1 channel)Hi-G control
ControlPosition feedbackMin / Max inputs
FeedSpindle control
Tool compensationDisplaySelf-diagnosticsProgram capacityPrograming
Easy Operation
MachineoperationsMacMan
Standard Specifications■
Optional Specifications
ItemKit Specs *1
New Operations
Advanced One-Touch IGF-L *2
Advanced One-Touch IGF-L Multitasking *2
Circular threading
Program notes
User task 2 I/O variables, 8 each
Common variables 1,000 sets (Std: 200 sets)
Thread matching (spindle orientation required)
Threading slide hold (G34, G35)
Variable spindle speed threading (VSST)
Inverse time feed
Spindle synchronized tapping (rigid tapping)
Helical cutting (within 360 degrees)
Real 3-D simulation
Cycle time over check
Load monitor (spindle, feed axis)
Load monitor no-load detection (load monitor ordered)
Tool life management
Tool life warning
Operation end buzzer
Chucking miss detection
NC operation monitor (counter, totaling)
NC work counter (stops at full count with alarm)
Status indicator (triple lamp) Type C [Type A, Type B]
In-process work gauging
Z-axis automatic zero offset by touch sensor
C-axis automatic zero offset by touch sensor
Gauge data output
Post-processwork gauginginterface
Touch setter [M, A]
Item
External Input/Output and Communication Functions
Additional RS-232-C channel
2 channels (Std 1 channel)
DNC link
USB (additional)
Auto power shutoff MO2, alarm
Warmup function (by calendar timer)
Tool retract cycle
Okuma loader (OGL) interface
Bar feeders
Cycle timereduction *3
1/10 μm control *3
Pitch error compensation
AbsoScale detection *3
Hi-Cut Pro
Super-NURBS
Collision Avoidance System (CAS)
One-Touch Spreadsheet
Machining Navi L-gHarmonic spindle speed control (HSSC)
Spindle dead-slow cutting
Spindle speed setting
Spindle S command 0.1 min-1
Manual cutting feed
Spindle power peak cutting
Short circuit breaker
External M signals [2 sets, 4 sets, 8 sets, ( )]
Edit interlock
OSP-VPS (virus protection system)
■
Programming
10 sets
50 sets
100 sets
Tool compensation 64 sets
Tool compensation 96 sets
Tool compensation 200 sets
Tool compensation 999 sets
Work coor-dinate systemselect
Tool compen-sation(Std: 32 sets)
Monitoring
Count only
Cycle stop
Start disabled
Power ON
Spindle rotation
NC operating
Milling machinespecs
Coordinate convert
Pro�le generate
Flat turning
3-dimensional coordinate conversion
Work counters
Hour meters
Measuring
File output
Set levels (5-level, 7-level)
BCD
RS-232-C (dedicated channel)
Included in machine specs
Included in machine specs
Included in machine specs
*1. NML: Normal, 3D: Real 3D simulation, OT-IGF: One-Touch IGF, OTM: One-Touch M
E: Economy, D: Deluxe
*2. Real 3-D Simulation included
*3. Engineering discussions required.
Note: Triangle items for M function (milling tool) machines only.
Externalprogramselections
High-Speed/High-Accuracy Functions
Other Functions
DNC-T3
DNC-C/Ethernet
DNC-DT
2 additional ports possible
A (pushbutton) 8 types
B (rotary switch) 8 types
C (digital switch) BCD, 2-digit
C2 (external input) BCD, 4-digit
Type B (machine)
Type C (robot and loader)
Type D
Type E
Bar feeder
Interface only
Operation time reduction
Chuck open/close during spindle rotation
Tailstock advance/retrat during spindle rotation
Linear axis
Linear axis + rotary axis
Included in machine specs
Including loader specs
OTM Kit Specs *13D
E D E D E D E D
OT-IGFNML
Automation/Untended Operation
OT-IGF OTMNML 3D
DE D E D E DE

This product is subject to the Japanese government Foreign Exchange and Foreign Trade Control Act with regard to security controlled items; whereby Okuma Corporation should be noti�ed prior to its shipment to another country.
, OGUCHI-CHO, NIWA-GUN, AICHI 480-0193, JAPAN • TEL (0587) 95-7825 • FAX (0587) 95-6074
To protect your factory and equipment from �re and assure continued safe operation, observe the following �re safety precautions whenever you operate machinery. Whenever possible, avoid the use of oil-based coolants for cutting operations. Sparks caused by hot chips, tool friction, and grinding can cause �res. Always observe the following safety measures to ensure safe operation when machining �ammable materials or when performing dry machining.
Before machining any material designated by law as a �ammable substance, e.g., plastic, rubber, wood, acquaint yourself with the special characteristics of the material in terms of �re prevention, and observe the precautions given in (2) above to ensure safe operation. Example: When machining magnesium, there is a danger that magnesium chips and water-soluble coolants will react to produce hydrogen gas, resulting in an explosive �re if any chip should ignite.
Dry machining is a �re hazard because workpieces, tools, and chips are not cooled. To ensure safe operation, do not place any �ammable objects near the machine and do not allow chips to over accumulate. In addition, be sure to check cutting tools to make sure of their service life and the condition of the tool edge, and observe the precautions regarding oil-based coolants given in (2) above.
(1) Use nonflammable cutting fluid coolant. (2) When the use of an oil-based coolant is unavoidable:
Before you begin machining, check cutting tools to make sure of their service life and the condition of the tool edge, and choose cutting conditions that will not cause a �re. Periodically clean the coolant �lter to maintain suf�cient coolant discharge, and frequently verify that coolant is discharging normally. Take measures to control the outbreak of �re: Place a �re extinguisher near the machine, have an operator constantly monitor operation, and install an automatic �re extinguishing system. Do not place �ammable materials near the machine.Do not allow chips to over accumulate. Periodically clean the inside of the machine and the area surrounding it.Check that the machine is operating normally. Never run the machine unattended. Since an automatic �re extinguishing system and other peripherals are needed for grinding operations, please let us know as soon as possible if you plan to perform such operations.
Fire Safety Precautions
1. Oil-based coolant
2. Precautions regarding machining of potentially flammable materials
3. Dry machining
•
•
•
•
•
•
•
•
•
When using O
kuma p
roducts, alw
ays read the safety p
recautionsm
entioned in the instruction m
anual and attached
to the prod
uct.
� The sp
eci�cations, illustrations, and d
escriptions in this b
rochure vary in different m
arkets and
are subject to change w
ithout notice.P
ub N
o. SP
AC
E TU
RN
LB4000 E
X -E
-(11a)-300 (Feb 2014)
1-Sad
dle C
NC
Lathe