Embed Size (px)
Citation preview
1
G. SIVARANJANI, PhD THESIS, 2011 INTRODUCTION
1. INTRODUCTION AND LITERATURE SURVEY
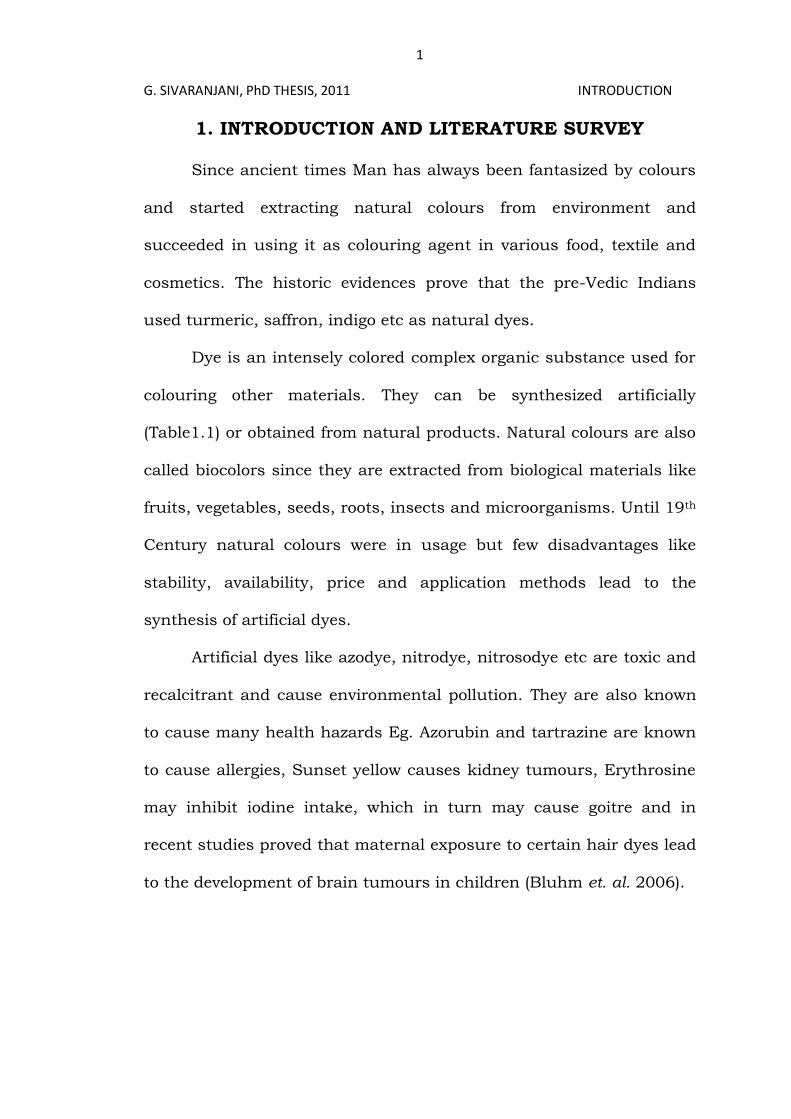
Since ancient times Man has always been fantasized by colours
and started extracting natural colours from environment and
succeeded in using it as colouring agent in various food, textile and
cosmetics. The historic evidences prove that the pre-Vedic Indians
used turmeric, saffron, indigo etc as natural dyes.
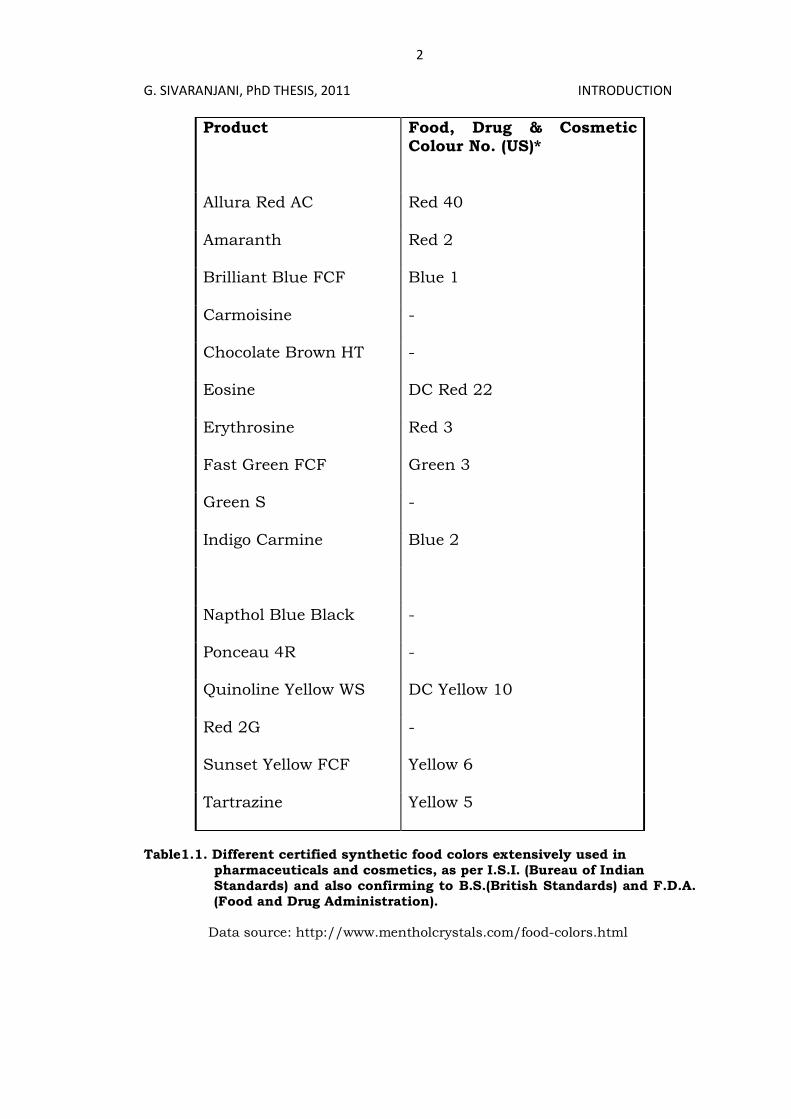
Dye is an intensely colored complex organic substance used for
colouring other materials. They can be synthesized artificially
(Table1.1) or obtained from natural products. Natural colours are also
called biocolors since they are extracted from biological materials like
fruits, vegetables, seeds, roots, insects and microorganisms. Until 19th
Century natural colours were in usage but few disadvantages like
stability, availability, price and application methods lead to the
synthesis of artificial dyes.
Artificial dyes like azodye, nitrodye, nitrosodye etc are toxic and
recalcitrant and cause environmental pollution. They are also known
to cause many health hazards Eg. Azorubin and tartrazine are known
to cause allergies, Sunset yellow causes kidney tumours, Erythrosine
may inhibit iodine intake, which in turn may cause goitre and in
recent studies proved that maternal exposure to certain hair dyes lead
to the development of brain tumours in children (Bluhm et. al. 2006).
2
G. SIVARANJANI, PhD THESIS, 2011 INTRODUCTION
Product Food, Drug & Cosmetic Colour No. (US)*
Allura Red AC Red 40
Amaranth Red 2
Brilliant Blue FCF Blue 1
Carmoisine -
Chocolate Brown HT -
Eosine DC Red 22
Erythrosine Red 3
Fast Green FCF Green 3
Green S -
Indigo Carmine Blue 2
Napthol Blue Black -
Ponceau 4R -
Quinoline Yellow WS DC Yellow 10
Red 2G -
Sunset Yellow FCF Yellow 6
Tartrazine Yellow 5
Table1.1. Different certified synthetic food colors extensively used in pharmaceuticals and cosmetics, as per I.S.I. (Bureau of Indian Standards) and also confirming to B.S.(British Standards) and F.D.A. (Food and Drug Administration). Data source: http://www.mentholcrystals.com/food-colors.html
3
G. SIVARANJANI, PhD THESIS, 2011 INTRODUCTION
Increase in the awareness of environmental pollution led to the
resurgence of demand for non toxic and non polluting natural and
mineral colours. Most of the natural pigments are extracted from
plants like annatto, grapes, beet, paparika and animals like female
insects (Coccus cacti) and microorganisms like Monascus, Rhodotorula,
Bacillus, Achromobacter, Yarrowia, Phaffia etc. (Fellows, 1988; Prescott
and Dunn, 1959). Pigments like anthoquinone, carotenoids,
chlorophyll have been produced from yeast, fungi, bacteria and algae.
The biocolors produced from microorganisms have Pro-vitamin A and
other medicinally important properties a apart from being natural and
safe to use. also, the production of biocolors is independent of season
and medicinal properties geographical conditions due to which there
has been increasing interest in using microorganisms as a colour
source. Microbial pigments already in use as natural food colorants
are listed in Table 1.2.
Through microbial fermentations higher pigment yields can be
achieved on tons of substrate per batch within short periods as
compared with plants in which the growth and harvest (for use in
dyes) takes months. Some of the microbial pigments can be produced
from waste materials like starch and juice industry, hence reducing
water and environmental pollution. Monascus pigment is extracted
from Monascus purpureus grown on steamed rice by solid state
fermentation (Wong and Koehler, 1983). Rhodotorula has been
successfully used for the production of pigment on apple pomace, a
waste from apple juice processing industry (Sandhu and Joshi, 1997)
The type of fermentation is one of the major factor which influences
the microbial pigment production. Solid state fermentation yields
more pigment than submerged fermentation (Monascus pigments).
4
G. SIVARANJANI, PhD THESIS, 2011 INTRODUCTION
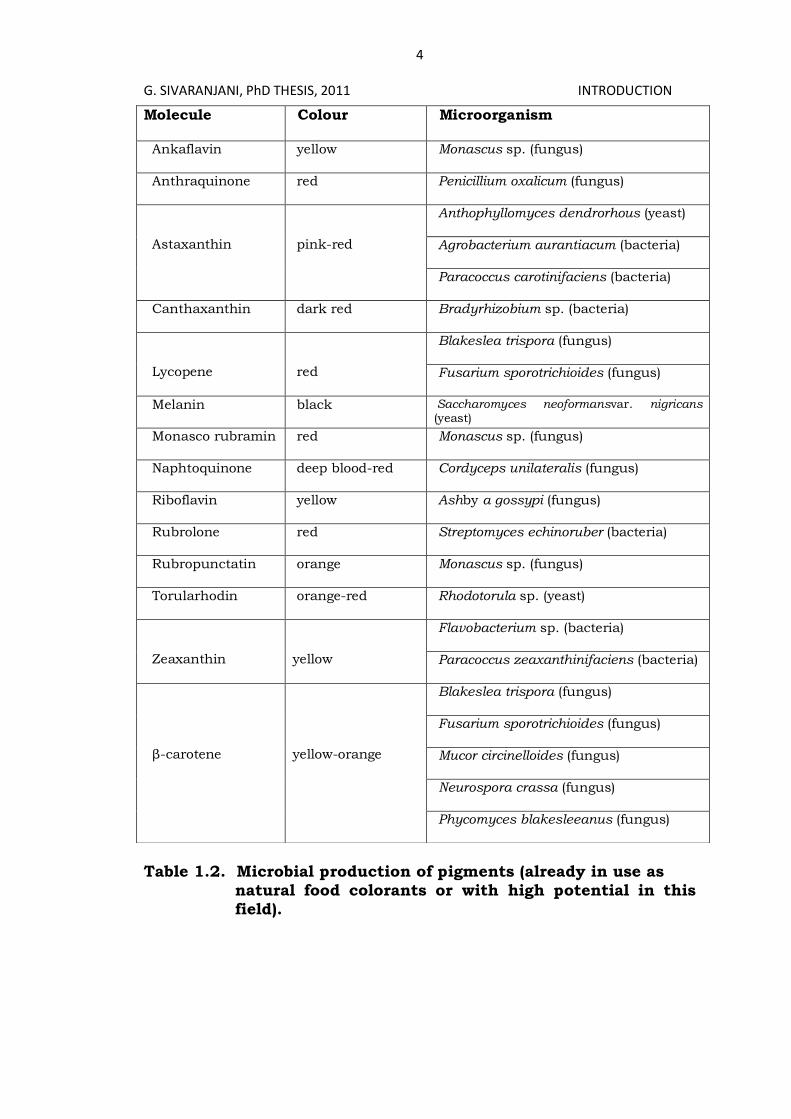
Table 1.2. Microbial production of pigments (already in use as
natural food colorants or with high potential in this
field).
Molecule Colour Microorganism
Ankaflavin yellow Monascus sp. (fungus)
Anthraquinone red Penicillium oxalicum (fungus)
Astaxanthin
pink-red
Anthophyllomyces dendrorhous (yeast)
Agrobacterium aurantiacum (bacteria)
Paracoccus carotinifaciens (bacteria)
Canthaxanthin dark red Bradyrhizobium sp. (bacteria)
Lycopene
red
Blakeslea trispora (fungus)
Fusarium sporotrichioides (fungus)
Melanin black Saccharomyces neoformansvar. nigricans (yeast)
Monasco rubramin red Monascus sp. (fungus)
Naphtoquinone deep blood-red Cordyceps unilateralis (fungus)
Riboflavin yellow Ashby a gossypi (fungus)
Rubrolone red Streptomyces echinoruber (bacteria)
Rubropunctatin orange Monascus sp. (fungus)
Torularhodin orange-red Rhodotorula sp. (yeast)
Zeaxanthin
yellow
Flavobacterium sp. (bacteria)
Paracoccus zeaxanthinifaciens (bacteria)
β-carotene
yellow-orange
Blakeslea trispora (fungus)
Fusarium sporotrichioides (fungus)
Mucor circinelloides (fungus)
Neurospora crassa (fungus)
Phycomyces blakesleeanus (fungus)
5
G. SIVARANJANI, PhD THESIS, 2011 INTRODUCTION
1. Solid state fermentation:
All microbial processes leading to the formation of commercially
important products are called fermentations or fermentation can be
defined as any process for the production of a product by the mass
cultivation of microbial cells. Microbial fermentations are practiced in
variety of ways based on type of growth environment, type of
substrate, number/variety of microorganism(s) involved and others.
Microbial fermentations are also categorized based on the
process in which they are produced. These include surface and
submerged fermentations with soluble substrates. Certain
fermentations are carried out with insoluble substrates under solid
state or submerged, solid or semi-solid substrate conditions. Solid-
state fermentation (SSF) process can be defined as “the growth of
microorganisms on moist solid materials in the absence of free-flowing
water” [Moo Young et. al., 1983; Pandey, 1992].
In most SSF processes, the solid matrix serves as both support
and nutrient source. In such cases, usually substrate is pre-treated
but in few cases solid matrix serves only as inert substrate for support
in fermentation process.
In general, a variety of substrates used in SSF bioprocess are
obtained from agriculture (by-products of agriculture, food processing
industries) such as rice bran, wheat bran, red gram husk, Bengal
gram, etc. some of these substrates such as rice and wheat bran
provide a nutritionally complete medium for microbial growth while
6
G. SIVARANJANI, PhD THESIS, 2011 INTRODUCTION
the others require addition of nutrients. Most of the substrates are
insoluble or sparingly soluble complex, polymeric, heterogeneous
macromolecules.
Starchy substrates can suffer from problems of stickiness which
can cause substrate particles to agglomerate during the SSF process
(Farzana et. al., 2007). Lignocellulosic substrates such as wheat bran,
wood etc. usually require significant pre-treatment to disrupt the
structure of cellulose and lignin molecules within the substrate
(Banarjee & Bhattacharya 2003).
Wheat bran is considered as universal suitable substrate due to
presence of sufficient nutrients and even in moist state it remains less
compact by providing a large surface area (Feniksova et. al., 1960). In
wheat bran some vital nutrients necessary for growth and product
formation may be present at suboptimal levels hence supplementation
with other nutrients (solid/water soluble) was required to enhance the
product formation in SSF (Kumar and Lonsane, 1990).
SSF technique is influenced by different parameters like
physical conditions (particle size and shape, porosity, consistency
etc.), environmental parameters (water activity, moisture content,
temperature, pH, oxygen level and nutrient concentration) and finally
by products (Pandey et al. 2000). Natural substrates generally need
preparation (chopping, grinding, etc.) or pre-treatment (cooking,
chemical hydrolysis, autoclaving moist substrate) to reduce size,
enhance the availability of interior particles, bound nutrients and also
7
G. SIVARANJANI, PhD THESIS, 2011 INTRODUCTION
to destroy the contaminant (normal flora) growth (Papagianni 2004; de
Vrije et. al., 2001) and amylase inhibitors (oxidizes SH groups) which
are generally present in cereals.
For the production of secondary metabolites, it is essential to
sterilize the substrates to avoid chances of contamination. During
sterilization by heat, there are 2 steps; heat transfer to the particle
surface and intraparticle heat transfer (Bigelis et. al., 2006).
Particle size and shape that affect the surface area to volume
ratio of the particle is considered as an important factor in SSF
process. Particle sizes less than 1mm to almost 1cm have been often
used in SSF (Mitchell et. al., 1992). Exact characterization of particle
size may be difficult but its length determination can be done by
passing through the series of meshes with different aperture sizes
(Michele et. al., 2002).
Moistening agent is one of the important parameter in SSF
process. Too much of moistening agent may influence the bacterial
growth, product formation, porosity, development of stickiness and
difficulty in oxygen transfer. Low availability of water in the system is
important feature of SSF. Amount of water needed for moistening the
substrates is in the range of 12%-80% for SSF (Mitchell et. al., 2000).
During fermentation process, moisture content may change due to
evaporation and metabolic activities (Nishio et. al., 1979) and hence it
is essential to control moisture content of the fermenting medium.
8
G. SIVARANJANI, PhD THESIS, 2011 INTRODUCTION
This can be achieved on a large scale by humidification of the
fermentation chamber (Ghildyal et. al., 1981).
Inoculum density is also an important aspect in SSF. Too low
density results in insufficient biomass and permits the growth of
undesirable contaminants (Uyar and Baysal, 2003). The inoculum
may be added as dry powder/vegetative cells for bacteria and yeasts
or vegetative mycelium or spores for fungi (Kumar et. al., 2003).
SSF is being applied to large scale industrial processes mainly
in Japan and Thailand (Lonsane, 1991). In India, medium scale
productions of pigments, such as β-carotenes and riboflavin’s are
reported (Pandey et. al., 1999). Table 1.3 and 1.4 presents a list of SSF
processes in economical sectors and advantages and disadvantages of
SSF over SmF respectively.
9
G. SIVARANJANI, PhD THESIS, 2011 INTRODUCTION
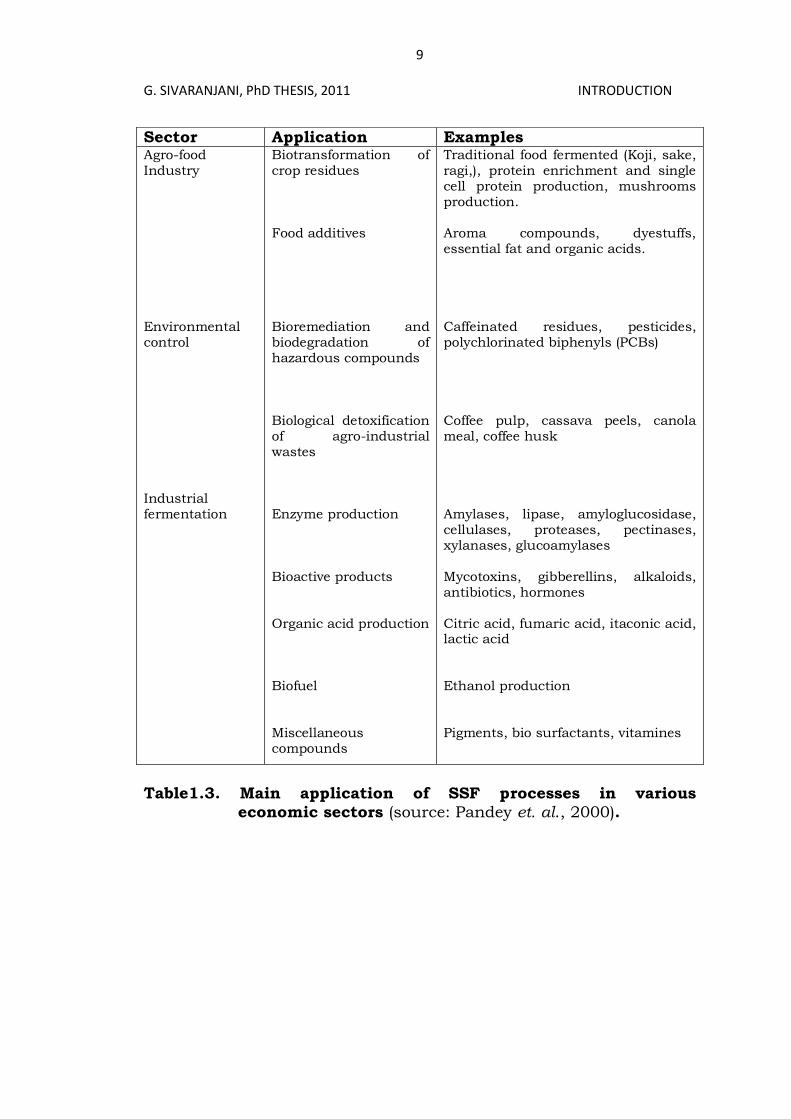
Table1.3. Main application of SSF processes in various
economic sectors (source: Pandey et. al., 2000).
Sector Application Examples Agro-food Industry Environmental control Industrial fermentation
Biotransformation of crop residues Food additives Bioremediation and biodegradation of hazardous compounds Biological detoxification of agro-industrial wastes Enzyme production Bioactive products Organic acid production Biofuel Miscellaneous compounds
Traditional food fermented (Koji, sake, ragi,), protein enrichment and single cell protein production, mushrooms production. Aroma compounds, dyestuffs, essential fat and organic acids. Caffeinated residues, pesticides, polychlorinated biphenyls (PCBs) Coffee pulp, cassava peels, canola meal, coffee husk Amylases, lipase, amyloglucosidase, cellulases, proteases, pectinases, xylanases, glucoamylases Mycotoxins, gibberellins, alkaloids, antibiotics, hormones Citric acid, fumaric acid, itaconic acid, lactic acid Ethanol production Pigments, bio surfactants, vitamines
10
G. SIVARANJANI, PhD THESIS, 2011 INTRODUCTION
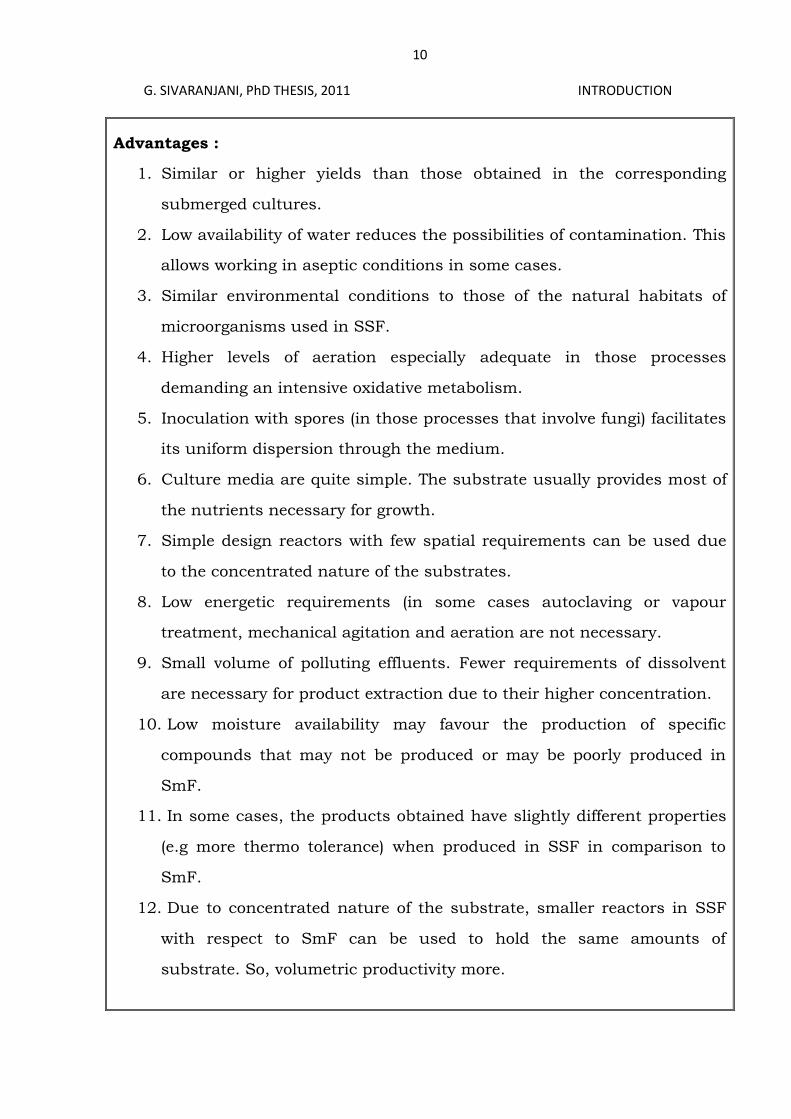
Advantages :
1. Similar or higher yields than those obtained in the corresponding
submerged cultures.
2. Low availability of water reduces the possibilities of contamination. This
allows working in aseptic conditions in some cases.
3. Similar environmental conditions to those of the natural habitats of
microorganisms used in SSF.
4. Higher levels of aeration especially adequate in those processes
demanding an intensive oxidative metabolism.
5. Inoculation with spores (in those processes that involve fungi) facilitates
its uniform dispersion through the medium.
6. Culture media are quite simple. The substrate usually provides most of
the nutrients necessary for growth.
7. Simple design reactors with few spatial requirements can be used due
to the concentrated nature of the substrates.
8. Low energetic requirements (in some cases autoclaving or vapour
treatment, mechanical agitation and aeration are not necessary.
9. Small volume of polluting effluents. Fewer requirements of dissolvent
are necessary for product extraction due to their higher concentration.
10. Low moisture availability may favour the production of specific
compounds that may not be produced or may be poorly produced in
SmF.
11. In some cases, the products obtained have slightly different properties
(e.g more thermo tolerance) when produced in SSF in comparison to
SmF.
12. Due to concentrated nature of the substrate, smaller reactors in SSF
with respect to SmF can be used to hold the same amounts of
substrate. So, volumetric productivity more.
11
G. SIVARANJANI, PhD THESIS, 2011 INTRODUCTION
Disadvantages
1. Biomass determination is difficult.
2. Agitation may be very difficult. For this reason static conditions are
preferred.
3. Frequent need of high inoculum volumes.
4. Many important basic scientific and engineering aspects are yet poorly
characterized.
5. Information about the design and operation of reactors on a large scale
is scarce.
6. Mass transfer is limited to diffusion.
7. In some SSF, aeration can be difficult due to the high solids
concentration
8. Cultivation times are longer than SmF.
Table 1.4. Advantages and disadvantages of solid state
fermentation bioprocess (Source: Pandey et. al., 2001; Leka and Lonsane, 1994; Pandey 1994; Pandey et. al., 2008).
1.1 Scale up process in SSF:
Tray process has long history in the production of traditional
fermented foods such as soya sauce, koji and more recently used for
the production of enzymes and secondary metabolites. Tray bioreactor
consists of chamber which may be small as an incubator or as large
as a room within which a number of trays are located. Individual trays
may be constructed of plastic, wood or metal. Plastic bags are also
employed for the purpose. The environment is usually controlled by
12
G. SIVARANJANI, PhD THESIS, 2011 INTRODUCTION
controlling the temperature and humidity of the chamber. The most
easily manipulated design and operating variable is the bed depth.
The bed of the tray is left static or may be mixed aseptically. The scale
up of the tray fermentation bioprocess is feasible by just increasing
the number of trays and making the surface area more.
1.2 Recovery of product
The most crucial step in the solid substrate fermentation is
recovery of products. Two important criteria such as percentage of the
extracted product and its concentration after extraction shows effect
on the economic performance of the final product in SSF bioprocess.
In developing nations most of the research activity on SSF is
being done as a possible alternative for conventional submerged
fermentations. Bacteria, yeast and fungi can grow on solid substrates
and find application in the SSF processes. There is a marked trend
towards natural colors used by food and textile industries. In SSF for
pigment production fungi are the most adequate microorganisms. On
the other side, bacteria may grow in solid substrates but usually show
a better development in liquid media. The use of cyanobacterial
cultures in SSF is limited because of poor light penetration on the
substrates which is required for the stimulation of photo-pigments
production.
13
G. SIVARANJANI, PhD THESIS, 2011 INTRODUCTION
At present, yellow and red dyes are already being produced on
an industrial scale from vegetable raw materials. However, in the food,
pharmaceutical, cosmetic and textile industries a large demand for
natural blue and violet dyes still exists. The legal prohibition of the
red-blue dye Monasine (isolated from Monascus purpureus) in foods
because of allergological problems has gained particular significance
for a search of other dyes from this spectrum. Indigoidine has been
officially approved as a food dye (E 132). A microbiologically produced
dye may thus help to close this gap and to open economically highly
interesting paths.
Pigments from the blue-violet spectrum are azaquinone,
indigoidine, which are formed by several organisms such as
Pseudomonas indigofera, Corynebacterium insidiosum, Arthrobacter
arthrocyaneus and Arthrobacter polychromogenes. Another pigment of
this spectrum, violacein and deoxyviolacein, produced from a bacterial
strain of Janthinobacterium has been reported to be used for dying
textiles. Good dyeing has not only been obtained in connection with
natural fibres such as cotton, wool and silk but also with synthetic
fibres such as nylon and vinylon. Using the mordent thiourea, dyeing
stability of violacein has been improved against detergent washings
and sunlight drying (shirata et. al., 1999). To increase the biological
activity of violacein and to reduce its toxicity, a small alteration in the
structure of the molecule resulted in the non toxicity (Bromberg and
14
G. SIVARANJANI, PhD THESIS, 2011 INTRODUCTION
Duran 2001) which can be used as additives in the food, cosmetics
and toy making industries.
2. VIOLACEIN
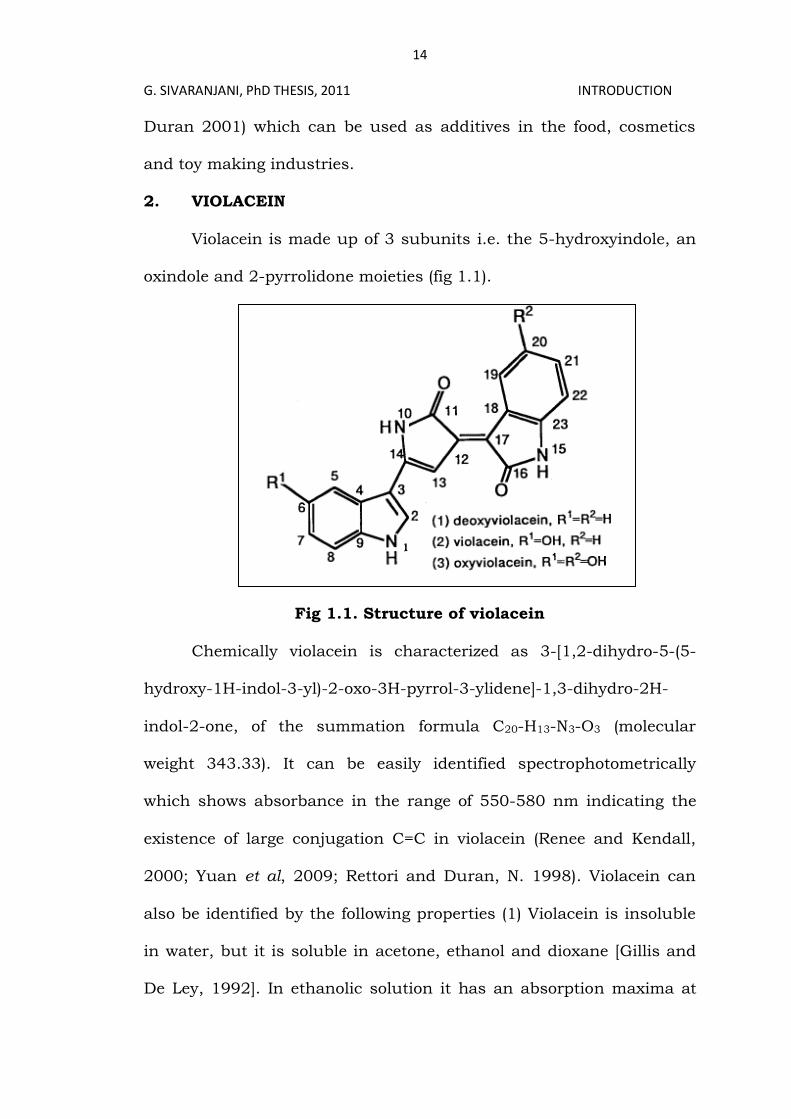
Violacein is made up of 3 subunits i.e. the 5-hydroxyindole, an
oxindole and 2-pyrrolidone moieties (fig 1.1).
Fig 1.1. Structure of violacein
Chemically violacein is characterized as 3-[1,2-dihydro-5-(5-
hydroxy-1H-indol-3-yl)-2-oxo-3H-pyrrol-3-ylidene]-1,3-dihydro-2H-
indol-2-one, of the summation formula C20-H13-N3-O3 (molecular
weight 343.33). It can be easily identified spectrophotometrically
which shows absorbance in the range of 550-580 nm indicating the
existence of large conjugation C=C in violacein (Renee and Kendall,
2000; Yuan et al, 2009; Rettori and Duran, N. 1998). Violacein can
also be identified by the following properties (1) Violacein is insoluble
in water, but it is soluble in acetone, ethanol and dioxane [Gillis and
De Ley, 1992]. In ethanolic solution it has an absorption maxima at
15
G. SIVARANJANI, PhD THESIS, 2011 INTRODUCTION
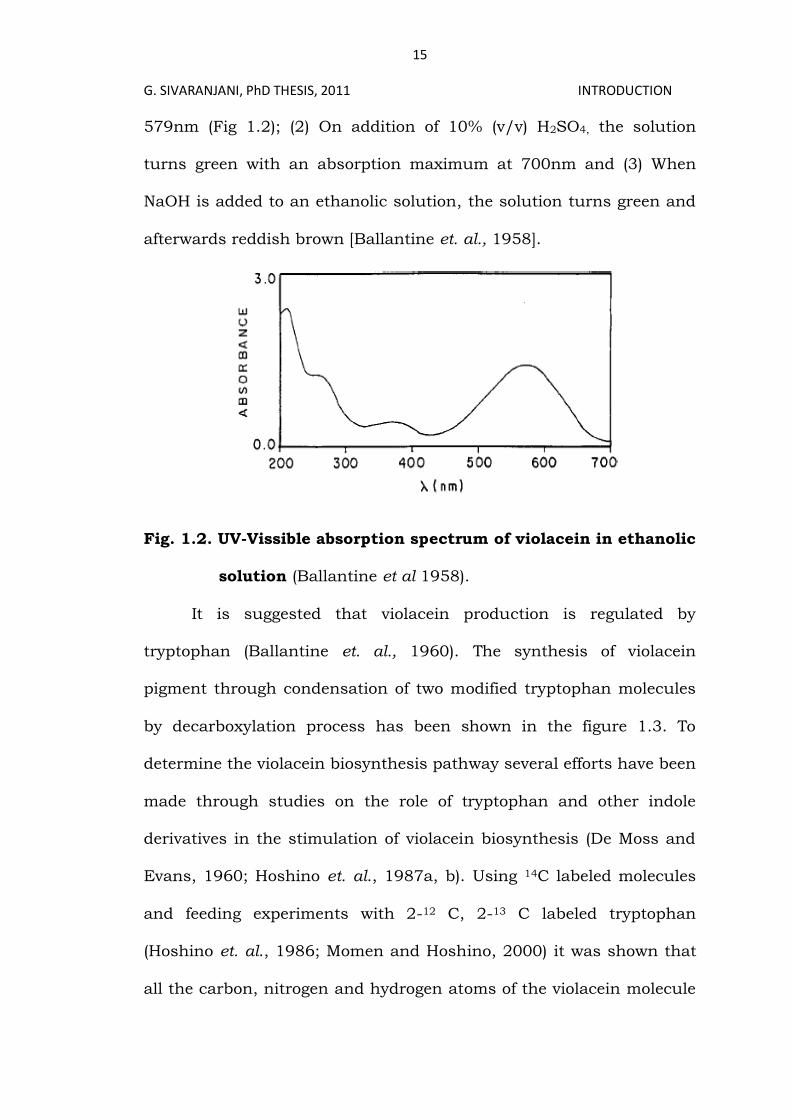
579nm (Fig 1.2); (2) On addition of 10% (v/v) H2SO4, the solution
turns green with an absorption maximum at 700nm and (3) When
NaOH is added to an ethanolic solution, the solution turns green and
afterwards reddish brown [Ballantine et. al., 1958].
Fig. 1.2. UV-Vissible absorption spectrum of violacein in ethanolic
solution (Ballantine et al 1958).
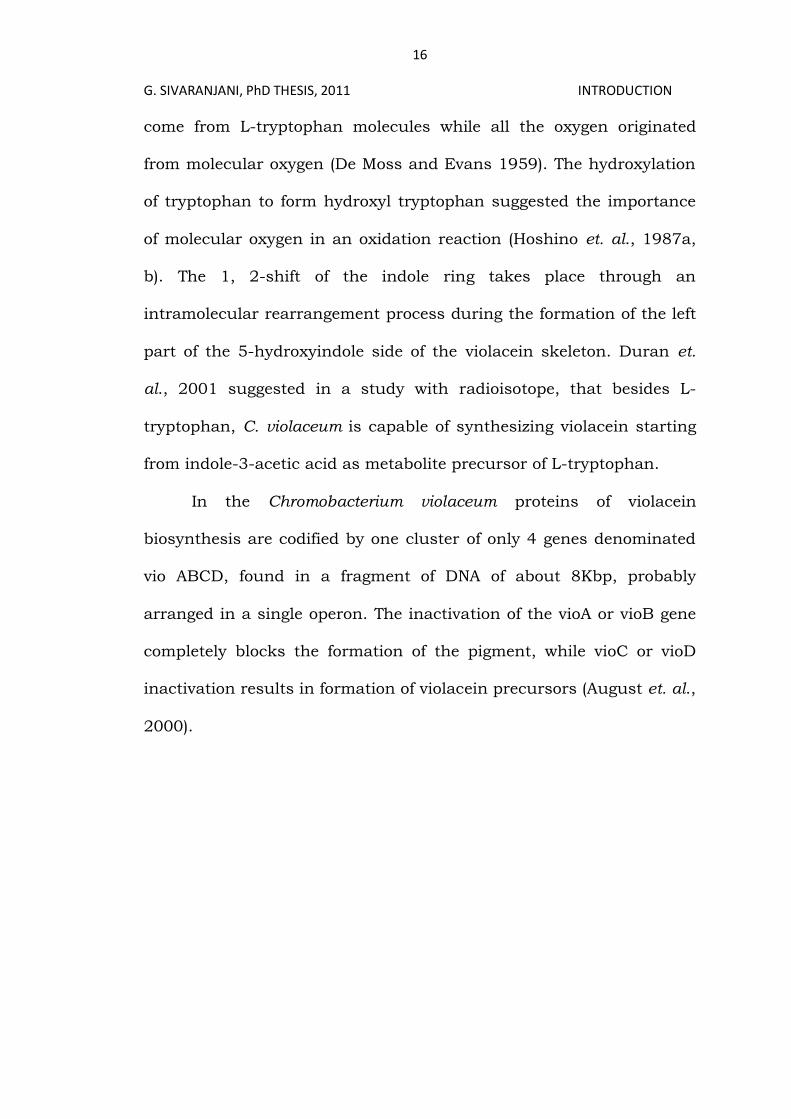
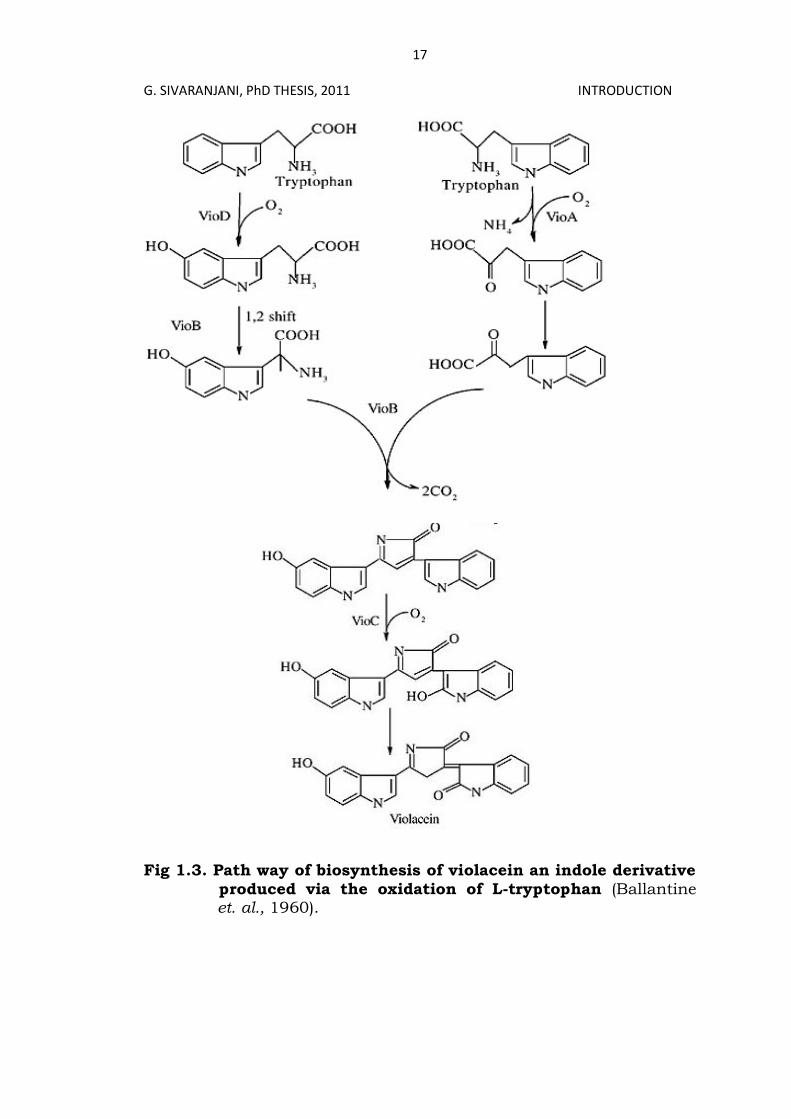
It is suggested that violacein production is regulated by
tryptophan (Ballantine et. al., 1960). The synthesis of violacein
pigment through condensation of two modified tryptophan molecules
by decarboxylation process has been shown in the figure 1.3. To
determine the violacein biosynthesis pathway several efforts have been
made through studies on the role of tryptophan and other indole
derivatives in the stimulation of violacein biosynthesis (De Moss and
Evans, 1960; Hoshino et. al., 1987a, b). Using 14C labeled molecules
and feeding experiments with 2-12 C, 2-13 C labeled tryptophan
(Hoshino et. al., 1986; Momen and Hoshino, 2000) it was shown that
all the carbon, nitrogen and hydrogen atoms of the violacein molecule
16
G. SIVARANJANI, PhD THESIS, 2011 INTRODUCTION
come from L-tryptophan molecules while all the oxygen originated
from molecular oxygen (De Moss and Evans 1959). The hydroxylation
of tryptophan to form hydroxyl tryptophan suggested the importance
of molecular oxygen in an oxidation reaction (Hoshino et. al., 1987a,
b). The 1, 2-shift of the indole ring takes place through an
intramolecular rearrangement process during the formation of the left
part of the 5-hydroxyindole side of the violacein skeleton. Duran et.
al., 2001 suggested in a study with radioisotope, that besides L-
tryptophan, C. violaceum is capable of synthesizing violacein starting
from indole-3-acetic acid as metabolite precursor of L-tryptophan.
In the Chromobacterium violaceum proteins of violacein
biosynthesis are codified by one cluster of only 4 genes denominated
vio ABCD, found in a fragment of DNA of about 8Kbp, probably
arranged in a single operon. The inactivation of the vioA or vioB gene
completely blocks the formation of the pigment, while vioC or vioD
inactivation results in formation of violacein precursors (August et. al.,
2000).
17
G. SIVARANJANI, PhD THESIS, 2011 INTRODUCTION
Fig 1.3. Path way of biosynthesis of violacein an indole derivative
produced via the oxidation of L-tryptophan (Ballantine et. al., 1960).
18
G. SIVARANJANI, PhD THESIS, 2011 INTRODUCTION
Violacein is produced by Chromobacterium sp. (Skerman et al.,
1980), Janthinobacterium (Lincoln et al., 1999), Alteromonas
luteoviolacea (Gauthier et al., 1995) and Iodobacter fluviatile (Logan
1989). Although violacein is produced by only a few groups of
bacteria, its presence does not necessarily indicate a close
relationship between these organisms (Gauthier et. al., 1976) and also
the yield and conditions of violacein production are very variable.
The genus Chromobacterium was placed under the group-β, the
order Nesseriales and the family Neisseriaceae. Chromobacterium
consists of gram negative, oxidase positive, facultative anaerobes,
motile rods producing violet colonies on solid media, and a violet ring
is formed in liquid media at the surface with a fragile pellicle. Growth
is best at 30-35 ºC; the minimum growth temperature is 10-15 ºC and
the maximum is 40ºC. It can grow easily on common laboratory media
such as nutrient agar or GYCA (1% glucose, 0.5% yeast extract, 3%
CaCO3 and 2% agar in distilled water). Six different species identified
till now in this genus are C. violaceum, C. psuedoviolaceum, C.
piscinae, C. subtsugae, C. heamolyticum and C. aquaticum. In general,
C. violaceum is the most studied bacterium in the violacein production
field.
Different variable yields and conditions of violacein production are
reported from different bacterial strains. Compared with C. violaceum
ATCC 553 strain (DeMoss and Happel, 1958), the Amazonian strain of
C. violaceum B78 (Riveros et. al., 1998) was shown to produce high
19
G. SIVARANJANI, PhD THESIS, 2011 INTRODUCTION
yields. The production of violacein was optimized by using Brazilian
strain (C. violaceum CCT 3496) (Rettori and Duran 1997; Mendes
et.al., 2001), Pseudoalteromonas DQ504310 (Yang et. al., 2007),
Dunganella sp. B2 (Wang et. al., 2009). Violacein production from
various strains is listed in the Table 1.5. The nutritional and physical
parameters required to increase violacein production have been
reported in previous studies, such as glucose [Kimmel and Maier
1969, Duran et. al., 1994], yeast extract, DL-methionine, vitamine B12,
peptone [DeMoss & Evans 1959, Kimmel & Maier 1969], temperature,
agitation and pH [DeMoss & Evans 1959, Riveros et. al., 1989] among
others. Violacein production in Chromobacterium violaceum is
specifically induced by N-hexanoyl-L-homoserine lactone (HHL), a
quorum sensing molecules and this pigments extraction allows a
quantitative bioassay for detecting the lactones (Blosser and Gray,
2000). Apart from its application as bio colorant, violacein pigment is
having much biotechnological potential which are listed in table 1.6.
20
G. SIVARANJANI, PhD THESIS, 2011 INTRODUCTION
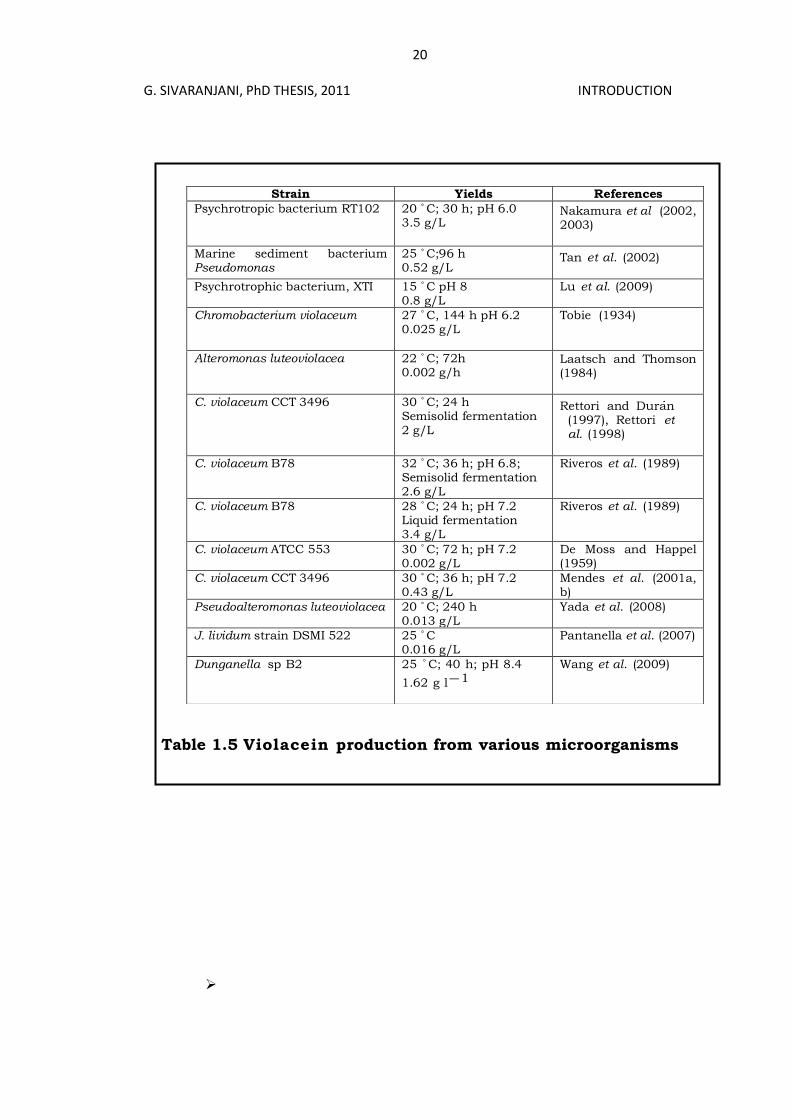
Table 1.5 Violacein production from various microorganisms
Strain Yields References
Psychrotropic bacterium RT102 20 ˚C; 30 h; pH 6.0 3.5 g/L
Nakamura et al (2002, 2003)
Marine sediment bacterium Pseudomonas
25 ˚C;96 h 0.52 g/L
Tan et al. (2002)
Psychrotrophic bacterium, XTI 15 ˚C pH 8 0.8 g/L
Lu et al. (2009)
Chromobacterium violaceum 27 ˚C, 144 h pH 6.2 0.025 g/L
Tobie (1934)
Alteromonas luteoviolacea 22 ˚C; 72h 0.002 g/h
Laatsch and Thomson (1984)
C. violaceum CCT 3496 30 ˚C; 24 h Semisolid fermentation 2 g/L
Rettori and Duran (1997), Rettori et al. (1998)
C. violaceum B78 32 ˚C; 36 h; pH 6.8; Semisolid fermentation 2.6 g/L
Riveros et al. (1989)
C. violaceum B78 28 ˚C; 24 h; pH 7.2 Liquid fermentation 3.4 g/L
Riveros et al. (1989)
C. violaceum ATCC 553 30 ˚C; 72 h; pH 7.2 0.002 g/L
De Moss and Happel (1959)
C. violaceum CCT 3496 30 ˚C; 36 h; pH 7.2 0.43 g/L
Mendes et al. (2001a, b)
Pseudoalteromonas luteoviolacea 20 ˚C; 240 h 0.013 g/L
Yada et al. (2008)
J. lividum strain DSMI 522 25 ˚C 0.016 g/L
Pantanella et al. (2007)
Dunganella sp B2 25 ˚C; 40 h; pH 8.4
1.62 g l-1
Wang et al. (2009)
21
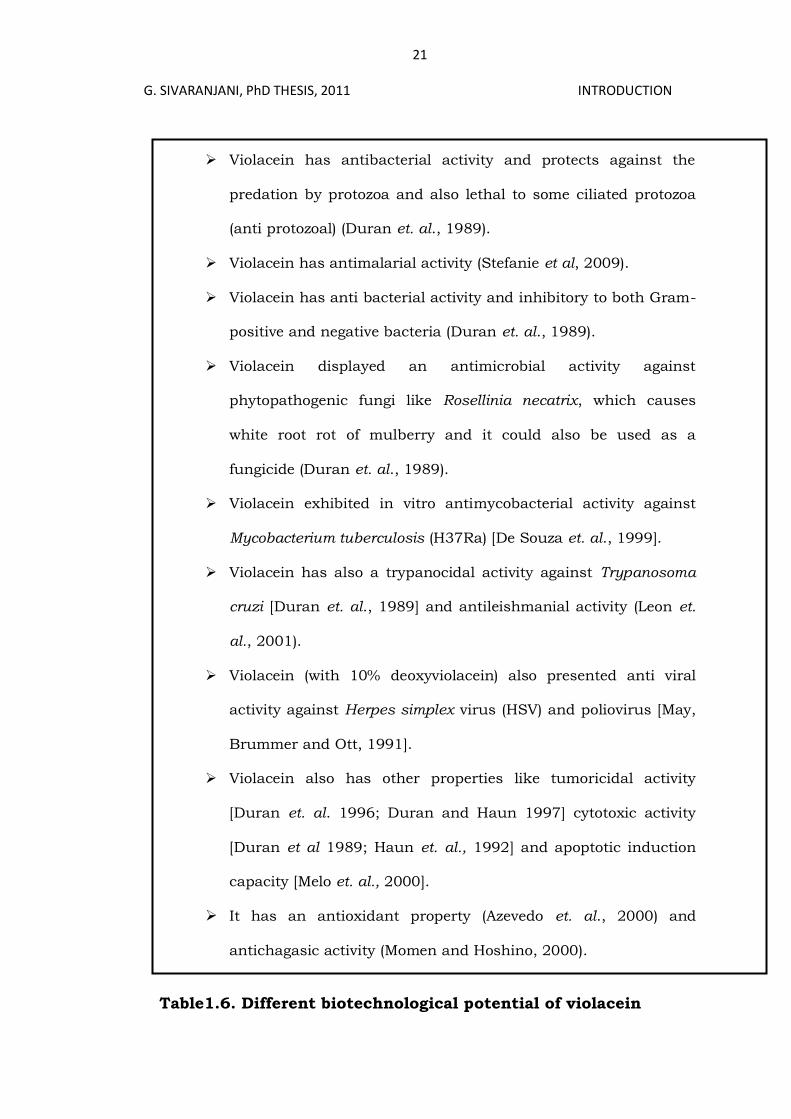
G. SIVARANJANI, PhD THESIS, 2011 INTRODUCTION
Violacein has antibacterial activity and protects against the
predation by protozoa and also lethal to some ciliated protozoa
(anti protozoal) (Duran et. al., 1989).
Violacein has antimalarial activity (Stefanie et al, 2009).
Violacein has anti bacterial activity and inhibitory to both Gram-
positive and negative bacteria (Duran et. al., 1989).
Violacein displayed an antimicrobial activity against
phytopathogenic fungi like Rosellinia necatrix, which causes
white root rot of mulberry and it could also be used as a
fungicide (Duran et. al., 1989).
Violacein exhibited in vitro antimycobacterial activity against
Mycobacterium tuberculosis (H37Ra) [De Souza et. al., 1999].
Violacein has also a trypanocidal activity against Trypanosoma
cruzi [Duran et. al., 1989] and antileishmanial activity (Leon et.
al., 2001).
Violacein (with 10% deoxyviolacein) also presented anti viral
activity against Herpes simplex virus (HSV) and poliovirus [May,
Brummer and Ott, 1991].
Violacein also has other properties like tumoricidal activity
[Duran et. al. 1996; Duran and Haun 1997] cytotoxic activity
[Duran et al 1989; Haun et. al., 1992] and apoptotic induction
capacity [Melo et. al., 2000].
It has an antioxidant property (Azevedo et. al., 2000) and
antichagasic activity (Momen and Hoshino, 2000).
Table1.6. Different biotechnological potential of violacein
22
G. SIVARANJANI, PhD THESIS, 2011 INTRODUCTION
3. Patents:
1. Cosmetic lotion containing violacein was formulated (Aoki and
Nomura, 1998) as violacein showed a strong antibiotic activity
against Staphylococcus aureus and an antioxidant effect on
linoleic acid.
2. Violacein and its derivatives can be used as an insecticide as it
contains insecticidal and antifungal properties. It was effective
on plant parasitic nematode diseases such as watermelon
Meloidogyne sp. diseases and prevents plant mycosis, such as
sclerotinia stem rot, grass pythium blight, and bean sprout
seedling blight (Baek et al., 2007).
3. Violacein was used as a dye in cosmetics like lipsticks, eye
makeup and also in other hair and skin preparations
(antiperspirant, leave-on systems, rinse-off systems) (Meiring et
al., 2007).
4. Violacein from Pseudoalteromonas sp. (DSM 13623), was
proposed for economical use in large amounts for consumer and
environmental-friendly products, especially in the food, textile,
and toy industries (Tan et al., 2002).
5. Violacein was reported to be used for dying fibrous material and
nylon cloth (Shirata et. al., 2000).
23
G. SIVARANJANI, PhD THESIS, 2011 INTRODUCTION
DEFINITION OF THE PROBLEM
Till now to the best of our knowledge, most of work reported on
the violacein production was through broth cultivation using synthetic
and complex media by different bacterial species. None have used low
cost substrates for the production of the same through solid state
fermentation. So the present study was concentrated on violacein
production in more economical way using low cost substrates like
agricultural wastes by a newly isolated bacterium, Chromobacterium
sp. JCI.
OBJECTIVES
Isolation, purification and characterization of a violacein
producing bacterium using polyphasic taxonomic approach.
Screening and selection of various agricultural by-products as
solid substrate for the production of violacein.
Optimization, enhancement and scaling up of violacein
production in the selected substrate.