Embed Size (px)
Citation preview
1
ECOFATTING
Alessandra Zamagni– ENEAPier Luigi Porta - ENEA
Italian National Agency for New Technologies, Energy and Sustainable Economic DevelopmentUTVALAMB LCA and Ecodesign Laboratory (Bologna, Italy) Ecofatting LIFE10 ENV/IT/364Technical and Progress Meeting - Pisa, 11 December 2013
Use of Environmentally friendly natural products instead of chloroparaffines in the fatting phase of the tanning cycle
Pisa, 11 December 2013
2
Purposes: To assess the environmental profile of the ECOFATTING
process To compare the ECOFATTING process with the present
technology based on chloroparaffins.
Method: Life Cycle Assessment (LCA), according to:
ISO 14040 and 14044 Product Environmental Footprint (PEF) guide
Action 8 – Study of the demonstration about the environmental benefits from the natural products fatting process
Pisa, 11 December 2013
3
TEMPERATURE SETTING UP TO 1650 °C
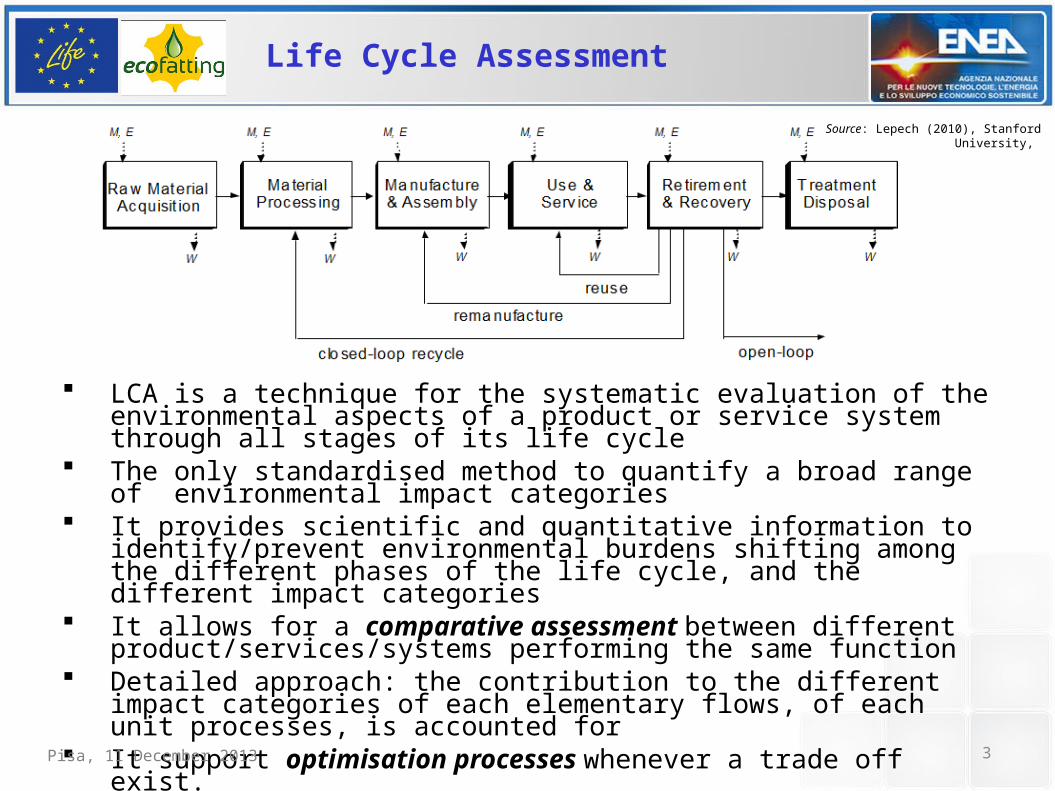
Life Cycle Assessment
LCA is a technique for the systematic evaluation of the environmental aspects of a product or service system through all stages of its life cycle
The only standardised method to quantify a broad range of environmental impact categories
It provides scientific and quantitative information to identify/prevent environmental burdens shifting among the different phases of the life cycle, and the different impact categories
It allows for a comparative assessment between different product/services/systems performing the same function
Detailed approach: the contribution to the different impact categories of each elementary flows, of each unit processes, is accounted for
It support optimisation processes whenever a trade off exist.
Source: Lepech (2010), Stanford University,
Pisa, 11 December 2013
4
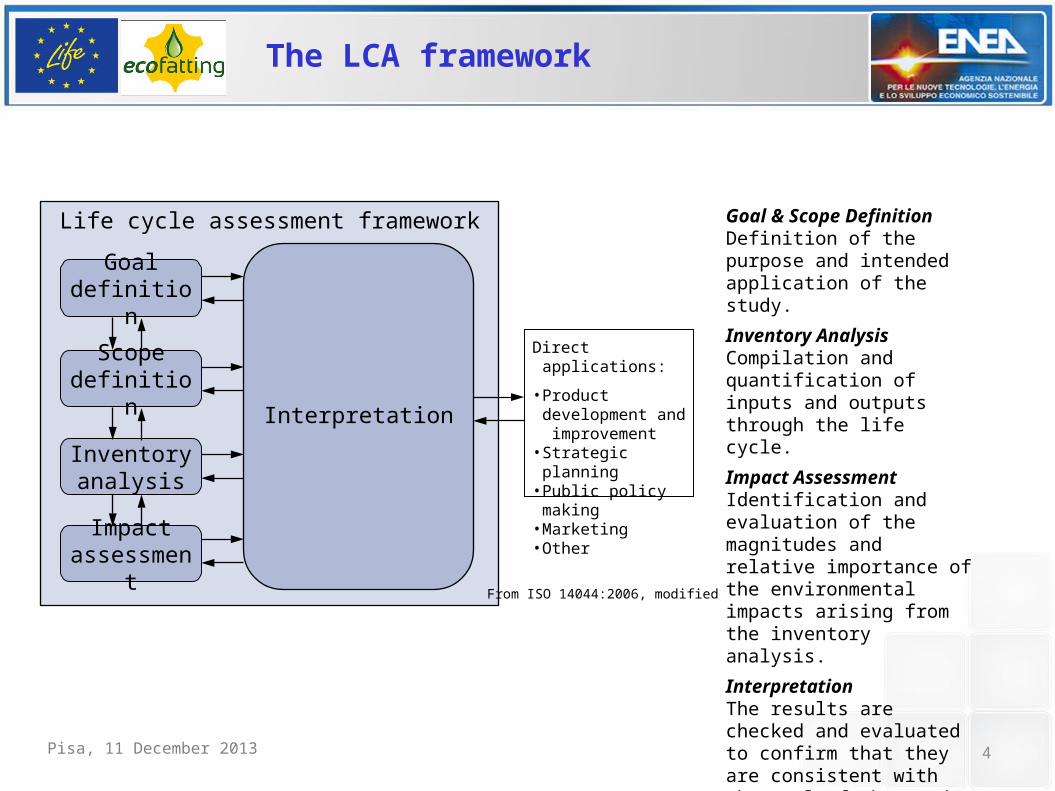
The LCA framework
Life cycle assessment framework
Interpretation
Goal definition
Scope definition
Inventory analysis
Impact assessment
Direct applications:
• Product development and improvement
• Strategic planning• Public policy making• Marketing• Other
From ISO 14044:2006, modifiedplus Documentation, Review
From ISO 14044:2006, modified
Goal & Scope Definition Definition of the purpose and intended application of the study.
Inventory Analysis Compilation and quantification of inputs and outputs through the life cycle.
Impact Assessment Identification and evaluation of the magnitudes and relative importance of the environmental impacts arising from the inventory analysis.
InterpretationThe results are checked and evaluated to confirm that they are consistent with the goal of the study.
Pisa, 11 December 2013
Pisa, 11 December 2013 5
LCA and the Ecofatting processGoal and Scope Definition Objective:
to assess the environmental profile of the ECOFATTING process To compare the ECOFATTING process with the present technology based on
chloroparaffins.
Intended audience: ENEA, project partners, LIFE+ Project Officer Functional unit: 1 kg of fat liquor compound used in the retanning
process. Impact categories and indicators:
The emissions of greenhouse gases-GWP, kg CO 2-equivalents, in 100 year perspective; Emission of ozone-depleting gases-kg CFC 11-equivalents, 20 years; Emission of acidification gases-kg SO2- equivalent; Emissions of gases that contribute to the creation of ground level ozone-kg ethene-
equivalents; Emission of substances to water contributing to oxygen depletion-kg PO 4 3--equivalents).
Other indicators needs to be included in order to measure important expected key results: reduction of water consumption during the tanning process; reduction of toxicity; reduction of energy consumption.
Pisa, 11 December 2013 6
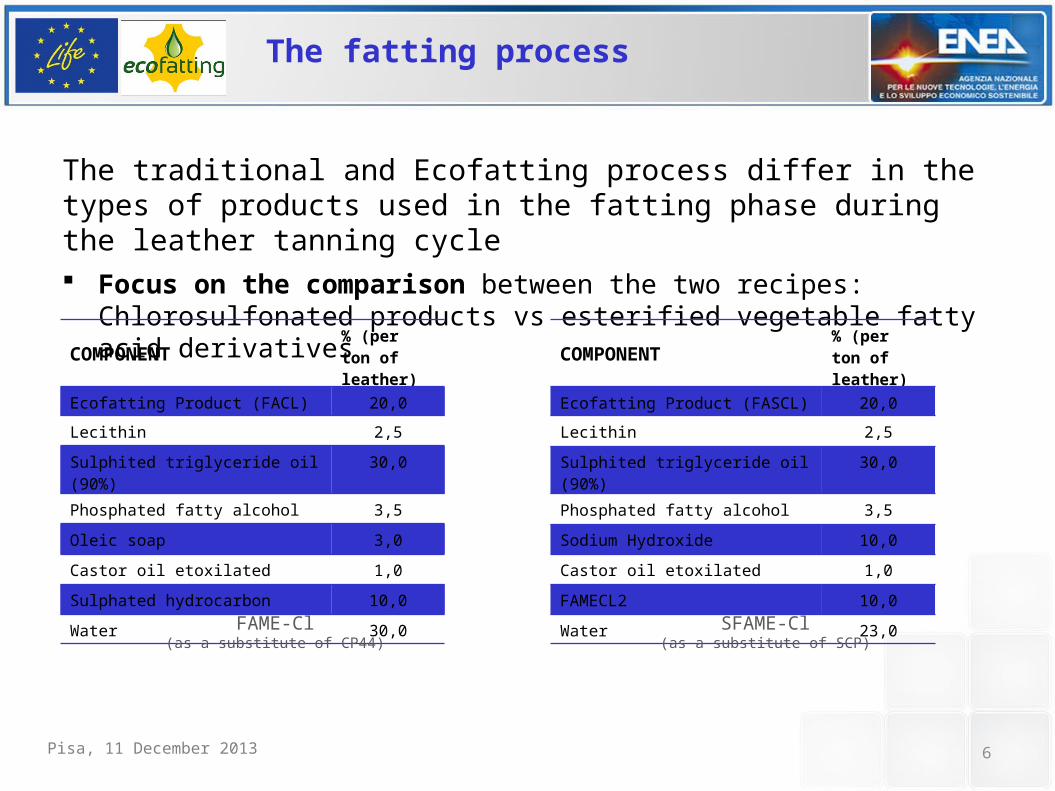
The fatting process
The traditional and Ecofatting process differ in the types of products used in the fatting phase during the leather tanning cycle Focus on the comparison between the two recipes: Chlorosulfonated products vs
esterified vegetable fatty acid derivatives
COMPONENT% (per ton of leather)
Ecofatting Product (FACL) 20,0
Lecithin 2,5
Sulphited triglyceride oil (90%) 30,0
Phosphated fatty alcohol 3,5
Oleic soap 3,0
Castor oil etoxilated 1,0
Sulphated hydrocarbon 10,0
Water 30,0
COMPONENT% (per ton of leather)
Ecofatting Product (FASCL) 20,0
Lecithin 2,5
Sulphited triglyceride oil (90%) 30,0
Phosphated fatty alcohol 3,5
Sodium Hydroxide 10,0
Castor oil etoxilated 1,0
FAMECL2 10,0
Water 23,0
FAME-Cl(as a substitute of CP44)
SFAME-Cl(as a substitute of SCP)
Pisa, 11 December 2013 7
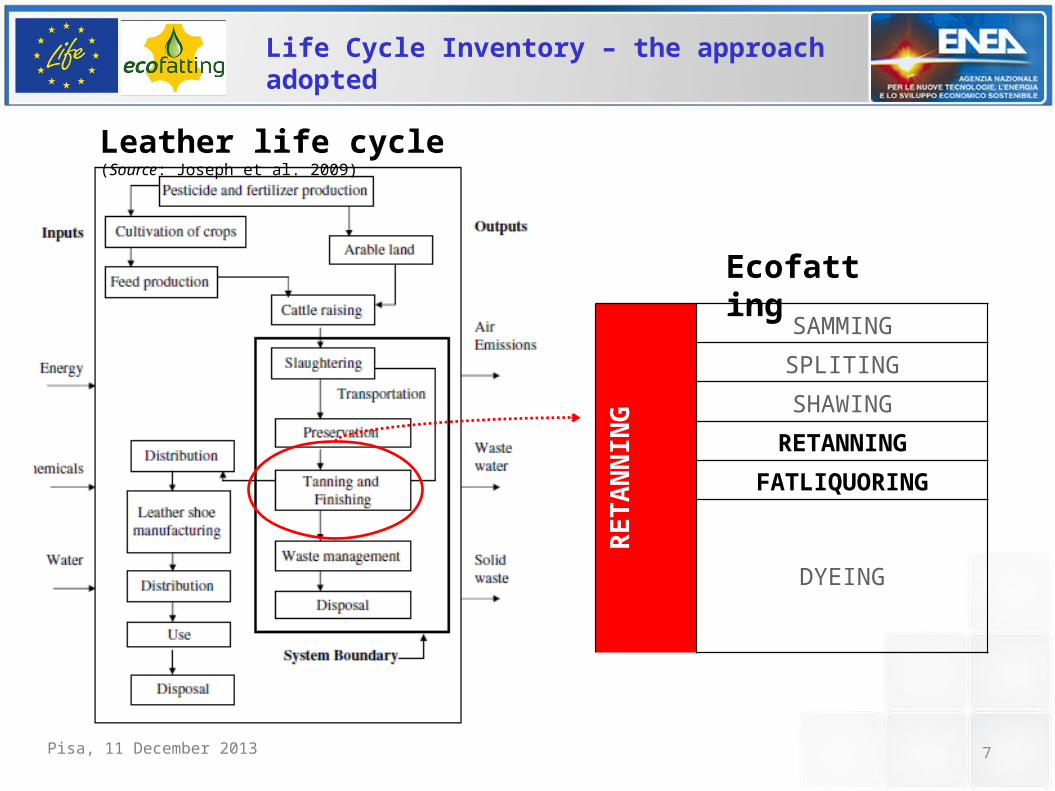
Life Cycle Inventory – the approach adopted
RETANNING
SAMMING
SPLITING
SHAWING
RETANNING
FATLIQUORING
DYEING
Leather life cycle (Source: Joseph et al. 2009)
Ecofatting
Pisa, 11 December 2013 8
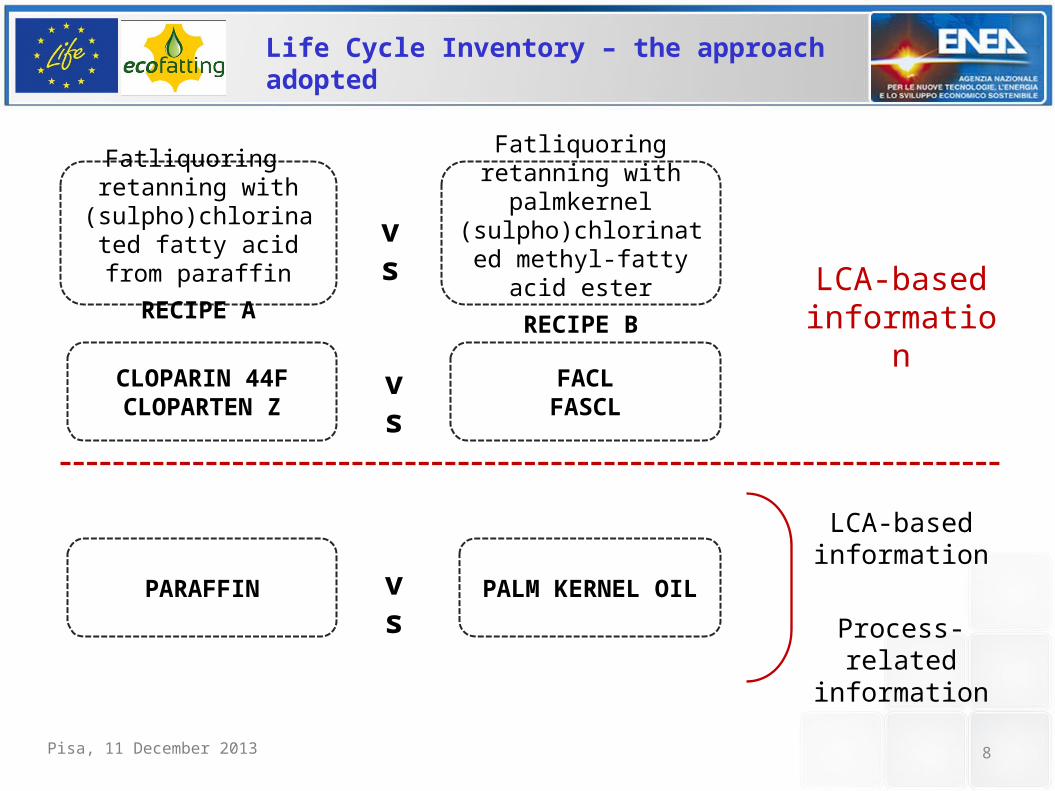
Life Cycle Inventory – the approach adopted
Fatliquoring retanning with (sulpho)chlorinated fatty acid from paraffin
RECIPE A
Fatliquoring retanning with palmkernel
(sulpho)chlorinated methyl-fatty acid ester
RECIPE B
vs
CLOPARIN 44FCLOPARTEN Z
FACLFASCL
PARAFFIN PALM KERNEL OIL
vs
vs
LCA-based information
LCA-based information
Process-related information
Pisa, 11 December 2013 9
Life Cycle Inventory
Data and assumptions: Different yield for the production of (sulpho)chlorinated fatty acid from
paraffin and palmkernel (sulpho)chlorinated methyl-fatty acid ester 1 kg paraffin 1,81 kg Cloparin 44F; 1 kg FAME 1,92 kg FACL 1 kg paraffin 1,57 kg Cloparten Z; 1 kg FAME 1,90 kg FASCL
Co-products: hydrochloric acid (presently not allocated, but it does not affect the results
Chlorine and sulphur in excess are reduced and then sent to disposal The disposal treatment has not been considering (optimisation at the
industrial scale) Same quality of the leather after the treatment with the to products
(same softness, fullness, touch, dyebility, tanning power, loosen grain) Waste water treatment: environmental impact on waste water carried
out by INESCOP
Pisa, 11 December 2013 10
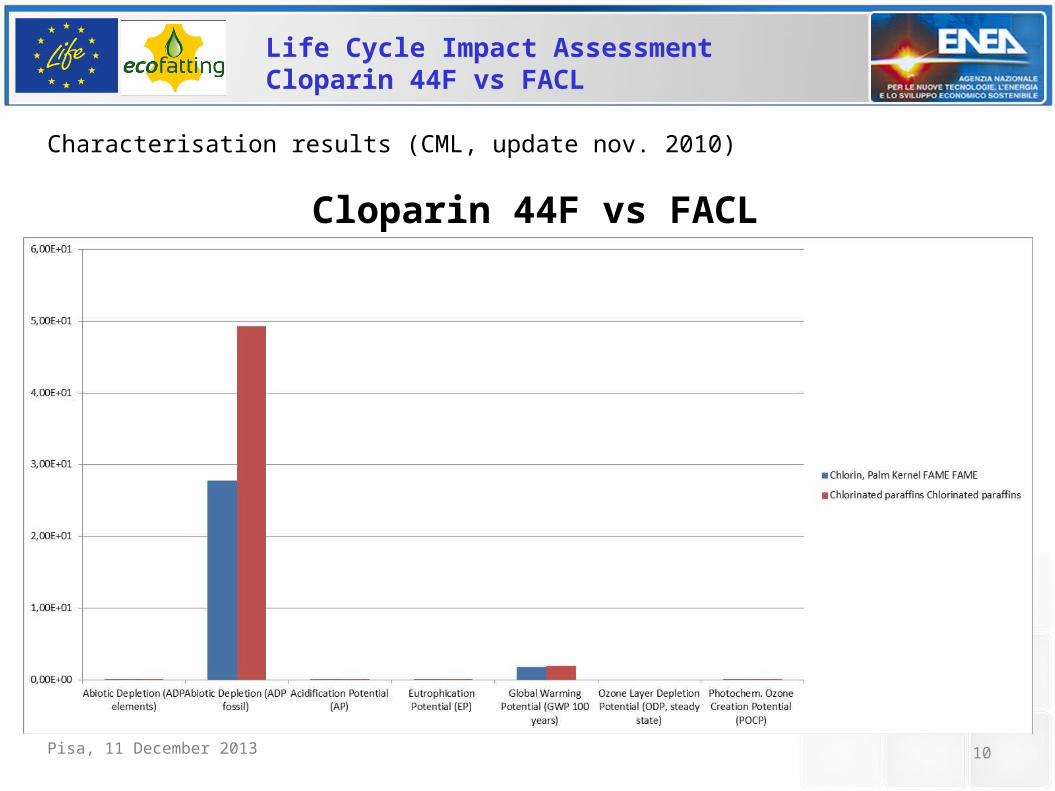
Life Cycle Impact Assessment Cloparin 44F vs FACL
Characterisation results (CML, update nov. 2010)
Cloparin 44F vs FACL
Pisa, 11 December 2013 11
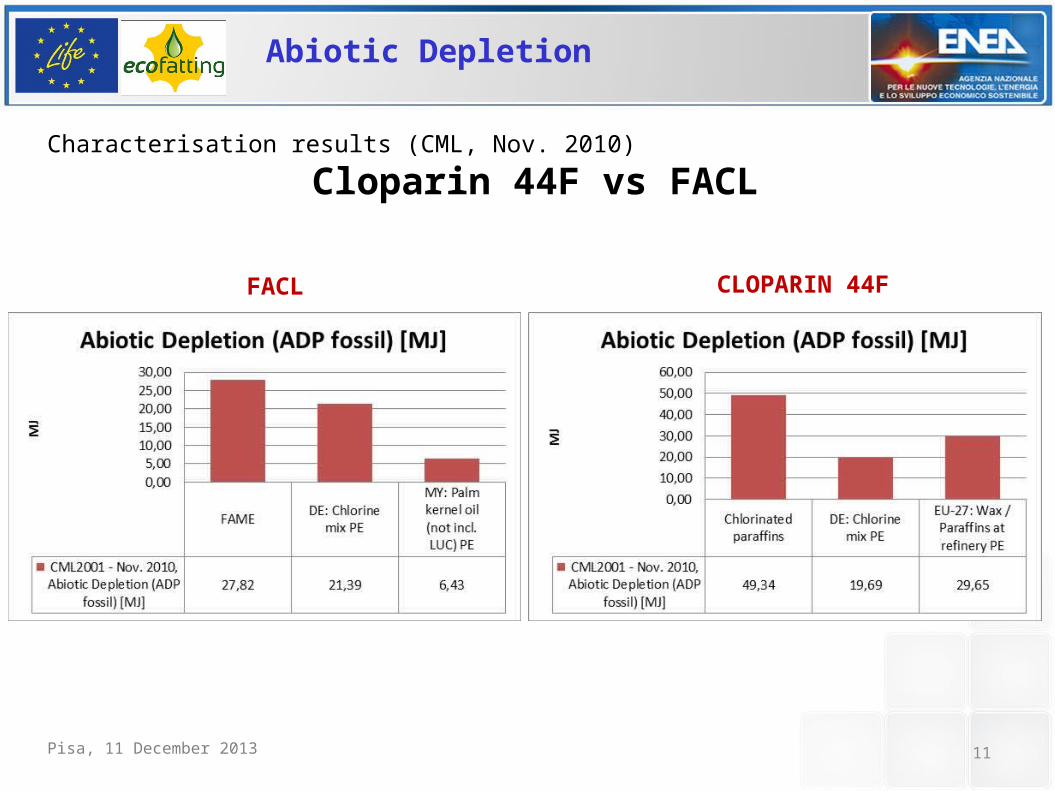
Abiotic Depletion
Characterisation results (CML, Nov. 2010)
Cloparin 44F vs FACL
CLOPARIN 44FFACL
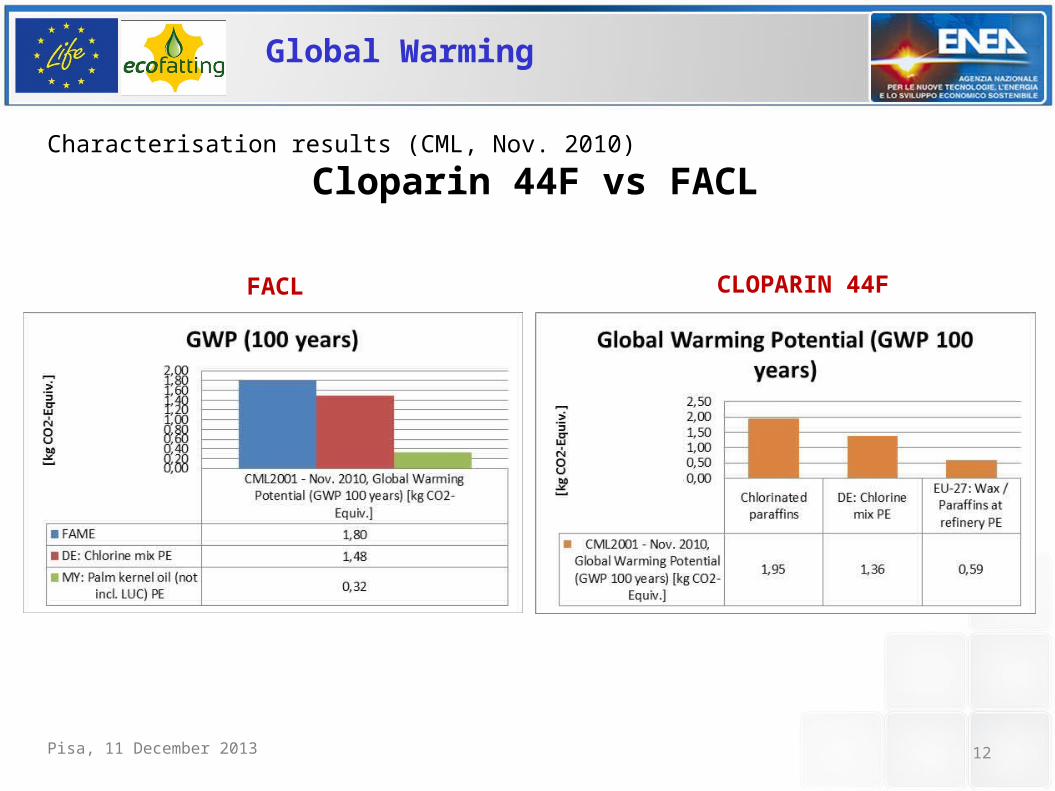
Pisa, 11 December 2013 12
Global Warming
Characterisation results (CML, Nov. 2010)
Cloparin 44F vs FACL
CLOPARIN 44FFACL
Pisa, 11 December 2013 13
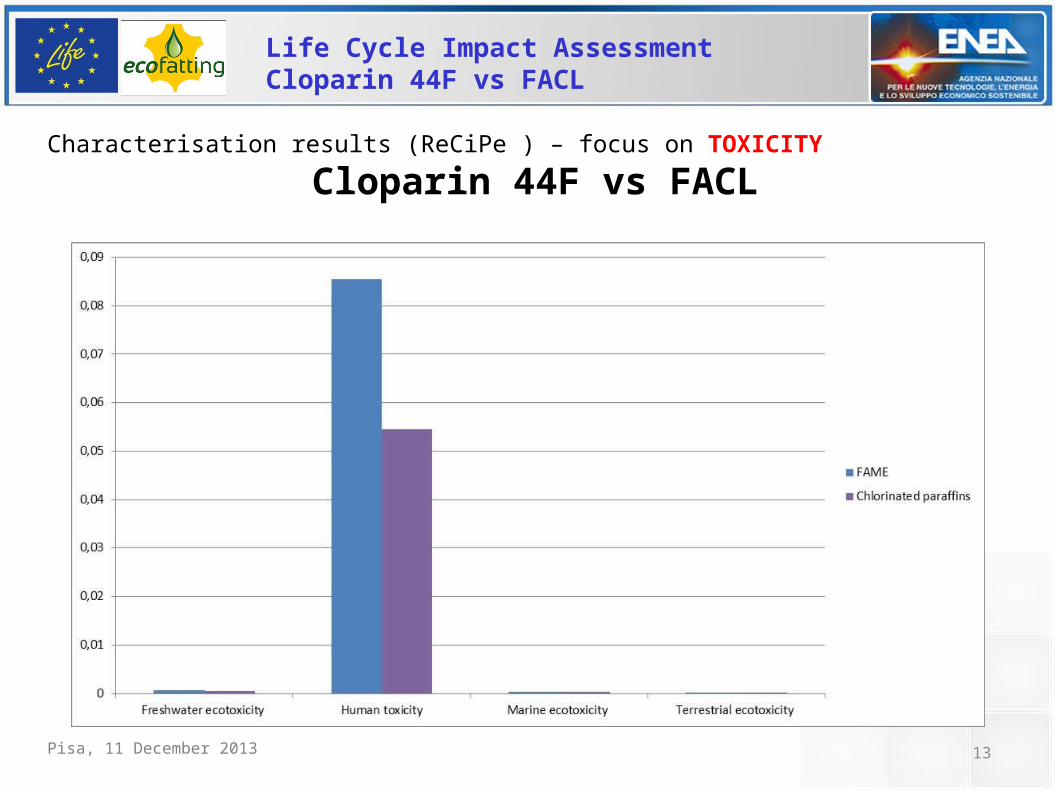
Life Cycle Impact AssessmentCloparin 44F vs FACL
Characterisation results (ReCiPe ) – focus on TOXICITY
Cloparin 44F vs FACL
Pisa, 11 December 2013 14
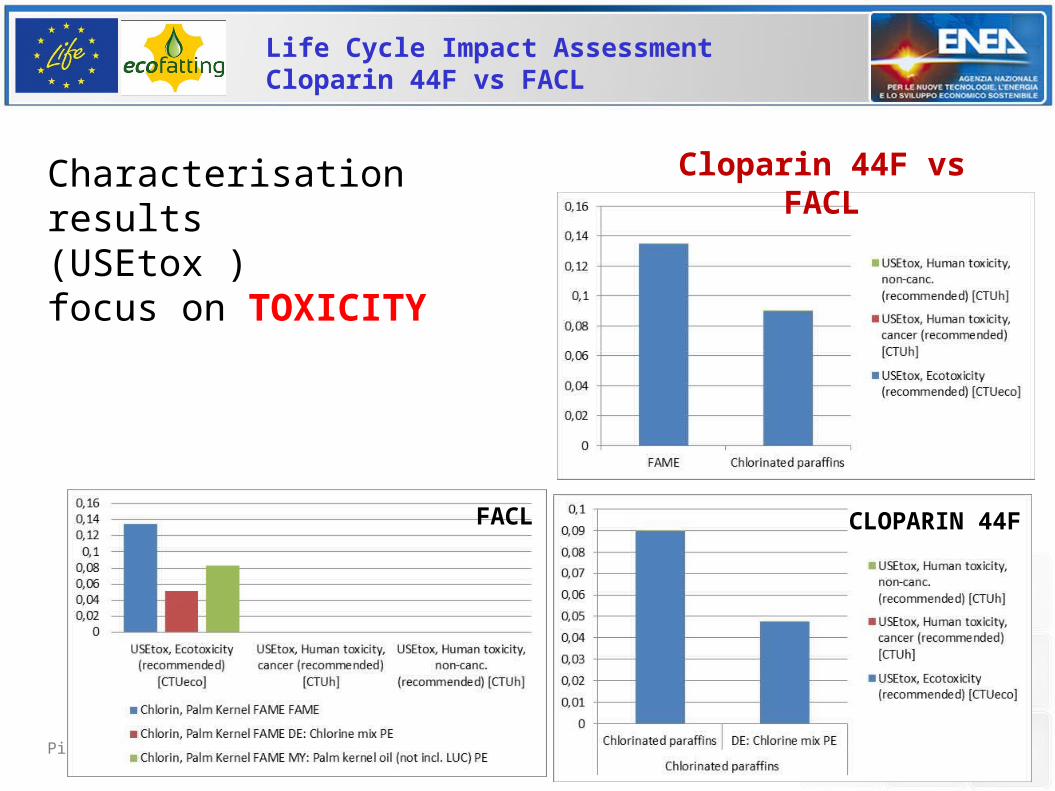
Characterisation results (USEtox ) focus on TOXICITY
Life Cycle Impact AssessmentCloparin 44F vs FACL
Cloparin 44F vs FACL
FACL CLOPARIN 44F
Pisa, 11 December 2013 15
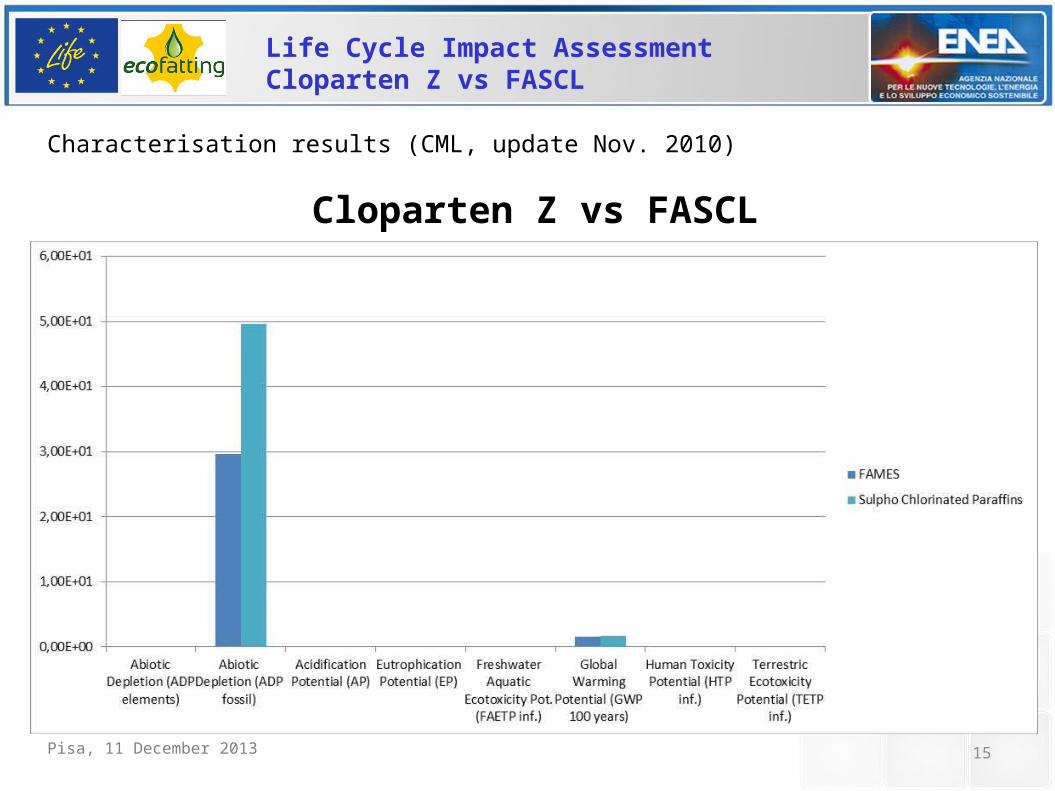
Life Cycle Impact Assessment Cloparten Z vs FASCL
Characterisation results (CML, update Nov. 2010)
Cloparten Z vs FASCL
Pisa, 11 December 2013 16
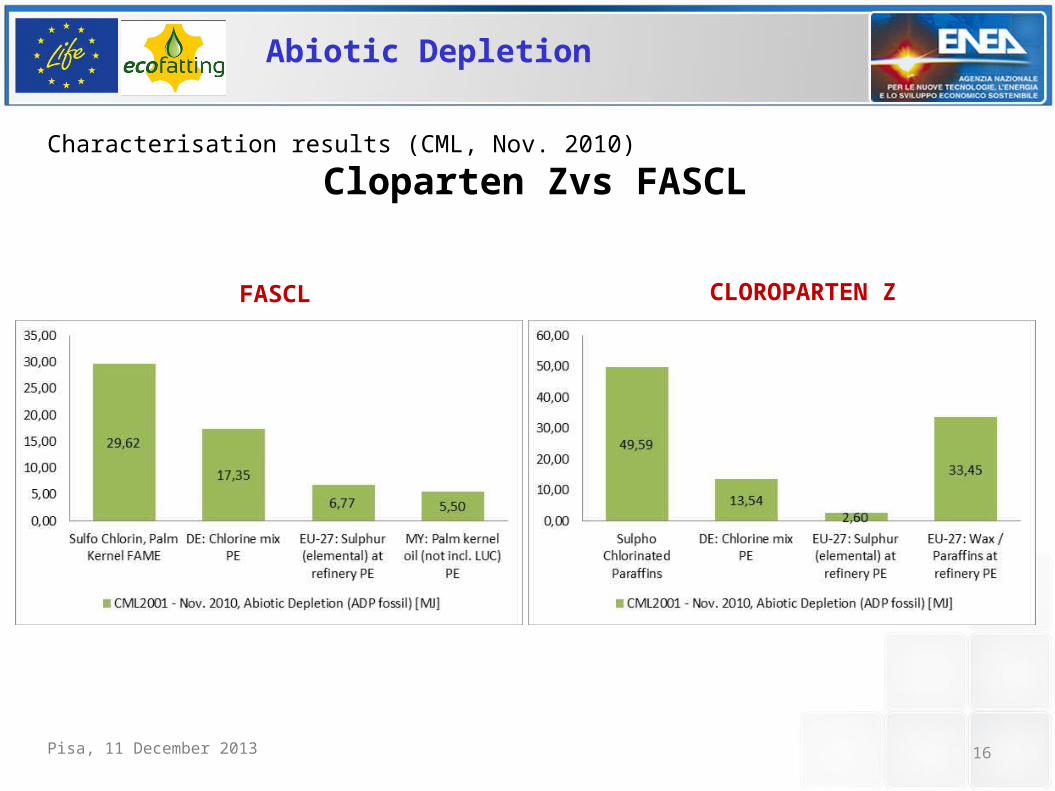
Abiotic Depletion
Characterisation results (CML, Nov. 2010)
Cloparten Zvs FASCL
CLOROPARTEN ZFASCL
Pisa, 11 December 2013 17
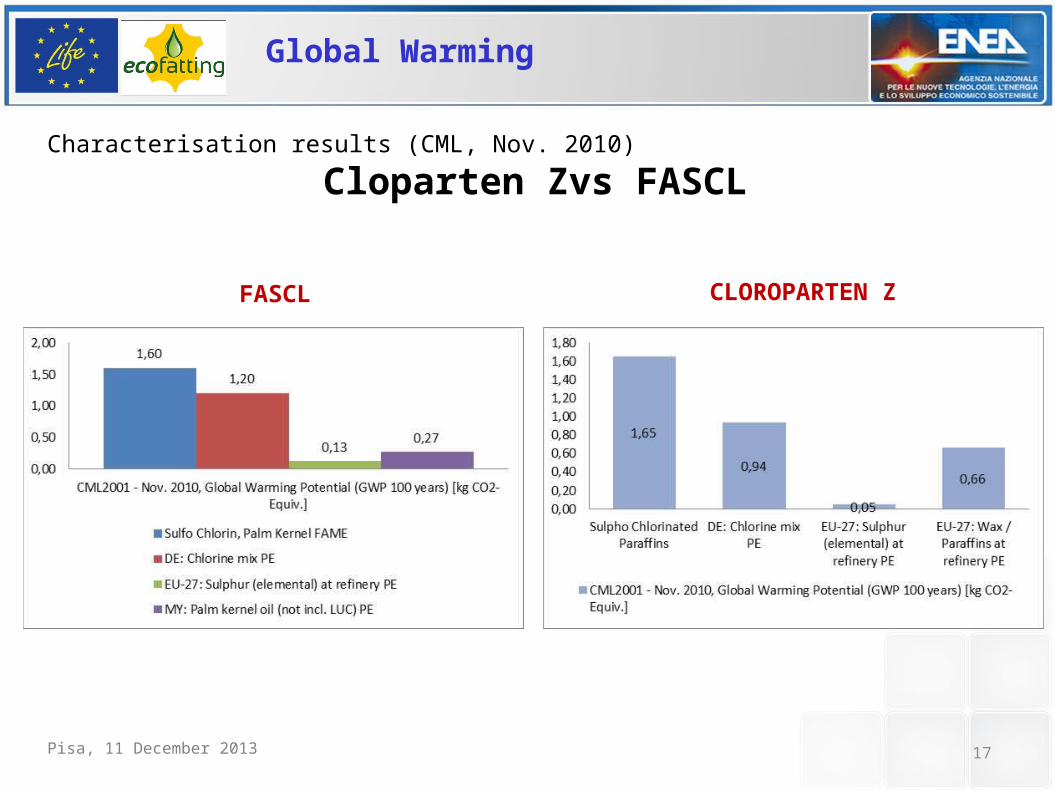
Global Warming
Characterisation results (CML, Nov. 2010)
Cloparten Zvs FASCL
CLOROPARTEN ZFASCL
Pisa, 11 December 2013 18
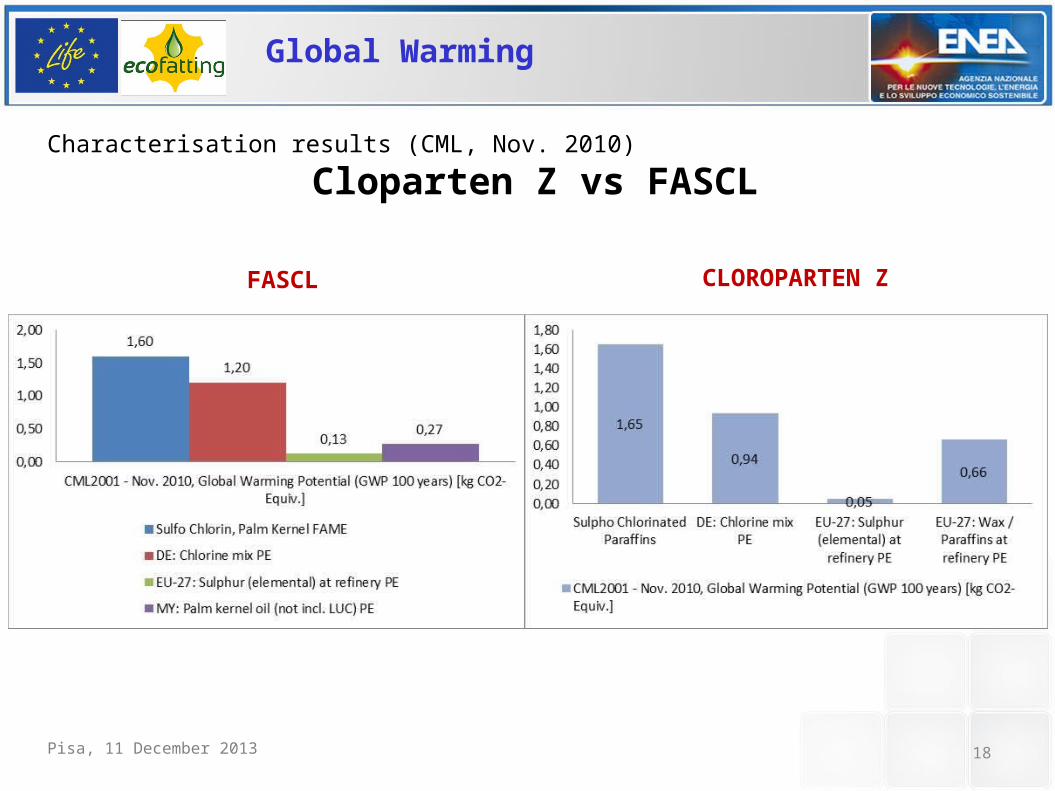
Global Warming
Characterisation results (CML, Nov. 2010)
Cloparten Z vs FASCL
CLOROPARTEN ZFASCL
Pisa, 11 December 2013 19
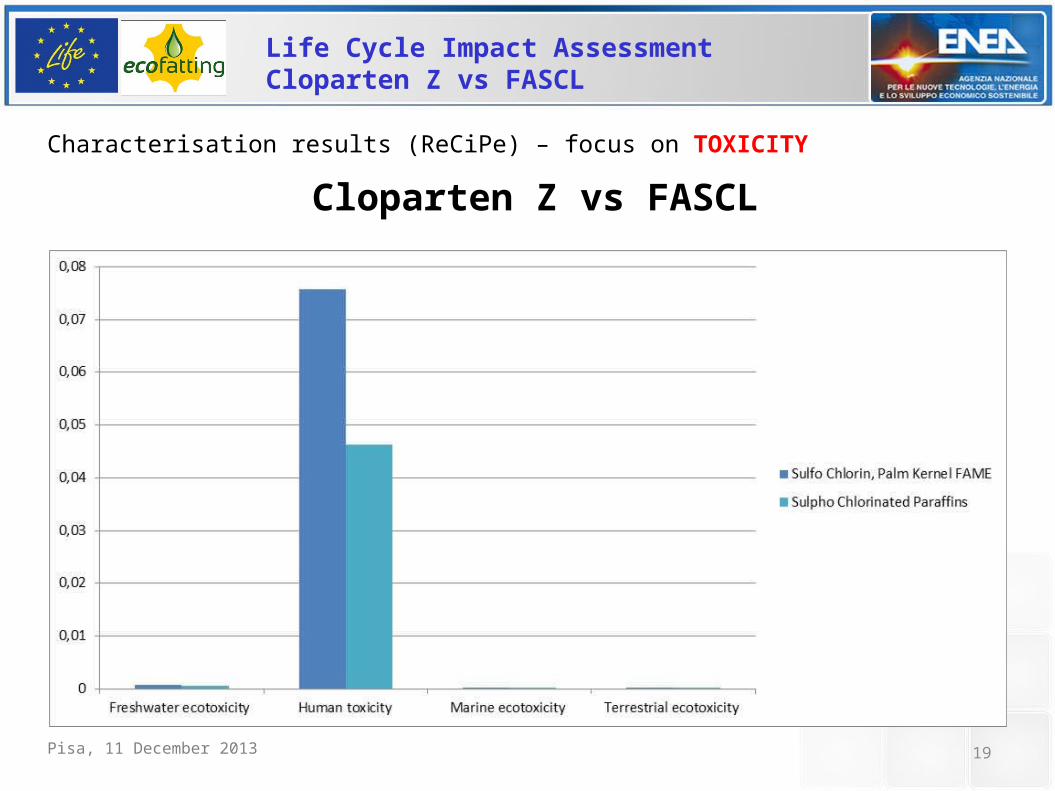
Characterisation results (ReCiPe) – focus on TOXICITY
Cloparten Z vs FASCL
Life Cycle Impact AssessmentCloparten Z vs FASCL
Pisa, 11 December 2013 20
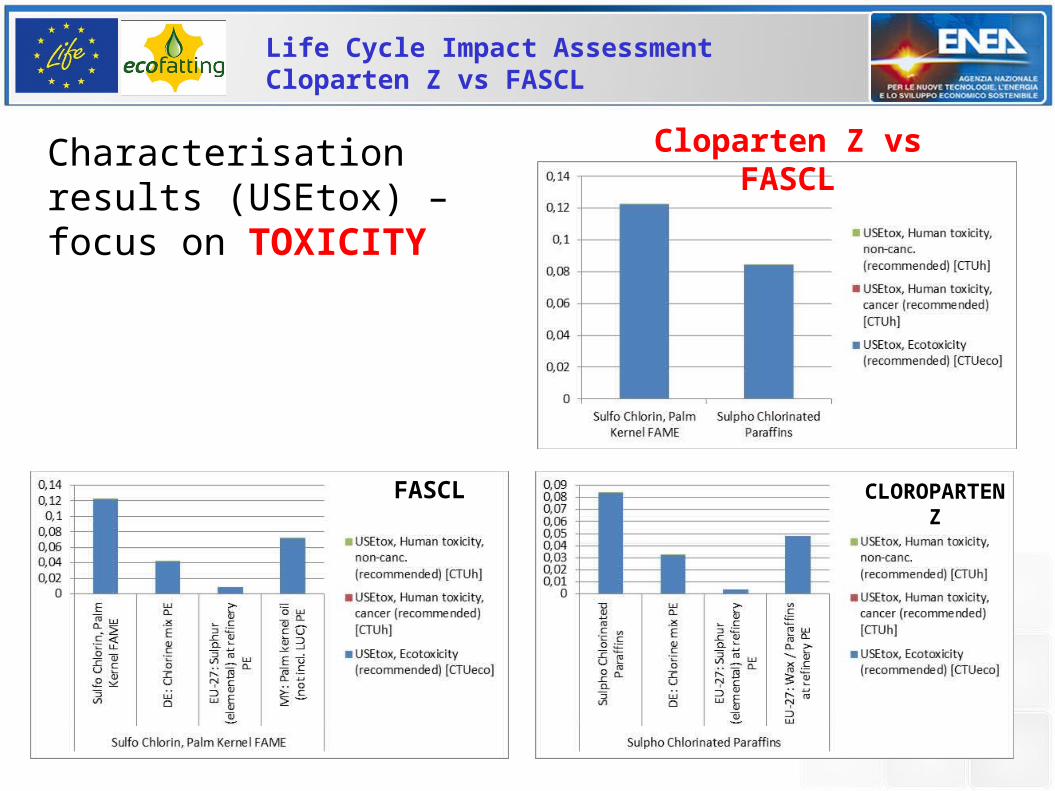
Life Cycle Impact AssessmentCloparten Z vs FASCL
Characterisation results (USEtox) – focus on TOXICITY
Cloparten Z vs FASCL
FASCL CLOROPARTEN Z
Pisa, 11 December 2013 21
Energy consumption
Information on energy needed for the production of the inputs “palm kernel oil” and “paraffin” Life cycle-based data (Ecoinvent v2.2 database, peer reviewed articles) Sector specific literature
PALM KERNEL OIL Energy intensive process, with
thermal and electrical energy being the main contributors (dryer, cracker, roaster, crusher, oil-pressing machine, sifter and bottles pump)
Energy to produce 1 kg of palm kernel oil: 0.346MJ/kg (small mills) 0.217 MJ/kg (medium mills) 0.176 MJ/kg (large mills)
PARAFFIN Electricity: 0.093 MJ/kg Thermal energy: 4.58 MJ/kg
Source: Ecoinvent v2.2
Pisa, 11 December 2013 22
Discussion
The results obtained will be further refined, investigating: Toxicity impact categories (environmental models still under development) Information on process water consumption of paraffin and palm kernel oil Optimisation of the production process in the upscale
Allocation between product and co-product has not been applied but the analysis carried out demonstrates that it does not affect the results
The LCA study points out not apparent conclusions Palm kernel oil: energy intensive production Benefit to be discussed at a broader scale, considering the marginal use of
the palm kernel oil
Final technical report of the LCA study under preparation
Pisa, 11 December 2013 23
Alessandra Zamagni, Pier Luigi PortaLCA and Ecodesign Laboratory - ENEA
Via Martiri di Monte Sole, 440129 - Bologna
[email protected] ; [email protected]
Thank you for your attention