Embed Size (px)
DESCRIPTION
aluminum forming
Citation preview

ANALYSIS OF FORMING PROCESS OF AUTOMOTIVE ALUMINUM
ALLOYS CONSIDERING FORMABILITY AND SPRINGBACK
Wonoh Lee1,a, Daeyong Kim2,b, Junehyung Kim3,c, Kwansoo Chung4,d and Seung Hyun Hong2,e
1Department of mechanical engineering, Northwestern University,
2145 Sheridan Rd., Evanston, IL 60208-3111, U.S.A.
2Material Research Team, Corporate R&D Division for Hyundai Motor Company & Kia Motors
Corporation, 772-1 Jangduk-dong, Hwaseong-si, Gyeonggi-do 445-706, South Korea
3Mobile Communication Division, Samsung Electronics CO., LTD.,
416 Maetan-3dong, Yeongtong-gu, Suwon-si, Gyeonggi-do, 443-742, South Korea
4School of Materials Science and Engineering, ITRC, Seoul National University,
56-1, Shinlim-dong, Kwanak-gu, Seoul 151-742, South Korea
[email protected] (Corresponding author),
Keywords: Formability, Springback, Automotive aluminum alloys, Combined isotropic-kinematic hardening law, Non-quadratic anisotropic yield functions, Hill’s bifurcation theory, M-K theory
Abstract. Formability and springback of the automotive aluminum alloy sheet, 6K21-T4, in the sheet
forming process were numerically investigated utilizing the combined isotropic-kinematic hardening
law based on the modified Chaboche model. To account for the anisotropic plastic behavior, the
non-quadratic anisotropic yield stress potential, Yld2004-18p was considered. In order to characterize
the mechanical properties, uni-axial tension tests were performed for the anisotropic yielding and
hardening behavior, while uni-axial tension/compression tests were performed for the Bauschinger
and transient behavior. The Erichsen test was carried out to partially obtain forming limit strains and
FLD was also calculated based on the M-K theory to complete the FLD. The failure location during
simulation was determined by comparing strains with FLD strains. For verification purposes, the
automotive hood outer panel was stamped in real. After forming, the amount of draw-in, thinning and
springback were measured and compared with numerical simulation results.
Introduction
Recently, many automakers are trying to utilize aluminum alloy sheets for their automotive parts to
reduce the weight of vehicles and improve the fuel efficiency. However, there are several technical
obstacles to overcome in aluminum applications besides higher material costs, which are associated
with their inferior formability and lager springback compared to conventional steels due to their
different material characteristics. Therefore, the proper understanding and description of their
mechanical properties are important for aluminum alloy sheet applications and also for computational
methods based on FEM in the design stage since the accurate and efficient numerical simulation
technique will save times and resources for the tool design and try-out.
Here, in order to examine the formability and springback of the aluminum automotive sheet in
stamping, the aluminum alloy 6K21-T4 sheet (supplied by Kobe Steel) was considered. To represent
material properties, the anisotropic yield function, Yld2004-18p [1] and the combined isotropic-
kinematic hardening law [2] were utilized for the constitutive law. The hardening behavior has been
measured using the uni-axial test, while, for the Bauschinger and transient behavior during reverse
loading, uni-axial tension/compression tests have been performed. Forming limit strains were
partially measured and also calculated based on the M-K theory [3] to complete the FLD curve.
Failure location was determined by comparing strains with FLD strains. The hood outer panel was
Key Engineering Materials Vols. 345-346 (2007) pp. 857-860online at http://www.scientific.net© (2007) Trans Tech Publications, Switzerland
All rights reserved. No part of contents of this paper may be reproduced or transmitted in any form or by any means without thewritten permission of the publisher: Trans Tech Publications Ltd, Switzerland, www.ttp.net. (ID: 147.46.38.146-26/04/07,09:49:10)

stamped in real and the amount of draw-in, thinning and springback were measured and compared
with numerical results.
Theory
For the anisotropic yield stress surface, Yld2004-18p, sixteen data to represent orthogonal anisotropy
are utilized, which are σ0, σ15, σ30, σ45, σ 60, σ75, σ90, R0, R15, R30, R45, R60, R75, R90, σb and Rb. These are simple tension yield stresses, R-values at every 15
o off the rolling direction, and yield stress and
in-plane principal strain ratio under the balanced biaxial tension condition, respectively. For
calculations under the plane stress condition, the reduced form for the plane stress condition of
Yld2004-18p was utilized.
The combined type isotropic-kinematic hardening constitutive law based on the modified
Chaboche model is given by
( ) 0Mf σ− − =σ α (1)
where αααα is the back stress and the effective stress, σ is the size of the yield surface. Based on crystal plasticity, the exponent M is recommended to be 8 for FCC materials. In the Chaboche model, the
back-stress increment is composed of two terms, dαααα=dαααα1-dαααα2 to differentiate transient hardening
behaviors during loading and reverse loading.
For the numerical formulation for large deformation, the incremental deformation theory [4] was
applied to the elasto-plastic formulation. Under this scheme, the strain increment in the flow
formulation becomes the discrete true strain increment while a material rotates by incremental
rotation obtained from the polar decomposition at each discrete step.
In order to calculate the theoretical FLD, the M-K theory was utilized based on the
rigid-plasticity with the isotropic hardening for simplicity.
Material Characterization
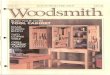
The aluminum alloy 6K21-T4 sheet with 1.0mm thickness was considered and the anisotropy was
characterized using uni-axial tension tests for 0, 45 and 90 degrees. From these results, Yld2004-18p
was calculated and yield characteristics were shown in Fig. 1. Note that Yld2000-2d was also utilized
in order to obtain yield stresses and R-values at 15, 30, 60 and 75 degrees off the rolling direction.
Also, the normalized balanced biaxial yield stress was assumed to be 1.0 and the condition, 12 21L L′ ′=
has been used for the Yld2000-2d calculation [5].
AA6K21-T4
Normalized stress in RD
-1.5 -1.0 -0.5 0.0 0.5 1.0 1.5
Normalized
stress in TD
-1.5
-1.0
-0.5
0.0
0.5
1.0
1.5
Yld2004-18pContour at every 0.05
(a)
R-value
0.2
0.4
0.6
0.8
1.0
1.2
1.4
Exp.
Yld2004-18p
AA6K21-T4
Angle to loading direction (deg.)
0 15 30 45 60 75 90
Normalized
yield
stress
0.7
0.8
0.9
1.0
1.1
Exp.
Yld2004-18p
Normalized yield stress
R-value
(b)
Fig. 1. Characteristics of Yld2004-18p for AA6K21-T4: (a) yield surface contour and (b) anisotropy
of normalized stress and R-value.
The Mechanical Behavior of Materials X858

AA6K21-T4
True strain
-0.06 -0.04 -0.02 0.00 0.02 0.04 0.06 0.08
True stress (MPa)
-300
-200
-100
0
100
200
300
Experiment
Simulation
AA6K21-T4
Minor true strain
-0.2 -0.1 0.0 0.1 0.2 0.3 0.4
Major tru
e strain
0.0
0.1
0.2
0.3
0.4
0.5
0.6
Exp. (raw)
Exp. (10% offset)
Cal.
Fig. 2. Calculated and measured hardening
behavior in tension-compression tests Fig. 3. Forming limit diagram for AA6K21-T4
In order to measure isotropic-kinematic hardening behavior, uni-axial tension/compression tests
were performed. Results are plotted in Fig. 2, which confirms that the modified Chaboche model well
represents Bauschinger and transient behaviors.
The Erichsen test was carried out to obtain forming limit strains. Note that the 10% offset method
was used for the safety factor commonly used in real part stamping. Since there is not enough data
successfully obtained, FLD was calculated using the M-K theory. For the calculation, the defect
parameter was determined so that the curve can fit well with measured offset limit strains.
Verification: Stamping of the Hood Outer Panel
The hood outer panel has been stamped. The die includes the draw-bead geometry and the
as-formed part shape was plotted in Fig. 4. Considering the part symmetry, only a half part was
numerically simulated, utilizing the commercial ABAQUS explicit and implicit codes with user
subroutines. The blank holding force was 150ton. The holding and punch speeds were 2m/s and 5m/s,
respectively, and the friction coefficient was assumed to be 0.12. In Fig. 4, boundary conditions for
the constraint of rigid-body movements during a springback analysis were described with the
symmetry boundary condition along the x-axis.
For verification purposes, the amount of draw-in, thinning and springback were measured and
compared with numerical simulation results. As shown in Fig. 4, draw-ins were measured at three
positions, DI-1, DI-2 and DI-3, and springback profiles were compared along two cross-sections
marked as SB-1 and SB-2. Thinning measurement was conducted at two regions, TR-1 and TR-2, in
which ten measurement locations (TN-1~TN-10) are drawn in Fig. 5.
DI-1 (x,y,z constrained)
DI-2
DI-3 (y,z constrained)
SB-1: Symmetric axis
x
y
SB-2
TR-1
TR-2
O
DI-1 (x,y,z constrained)
DI-2
DI-3 (y,z constrained)
SB-1: Symmetric axis
x
y
x
y
SB-2
TR-1
TR-2
O
TN-1TN-2
TN-3 TN-4
TN-5
TN-6
TN-7TR-1
TN-8
TN-9
TN-10
TR-2
x
z
TN-1TN-2
TN-3 TN-4
TN-5
TN-6
TN-7
TN-1TN-2
TN-3 TN-4
TN-5
TN-6
TN-7TR-1
TN-8
TN-9
TN-10
TN-8
TN-9
TN-10
TR-2
x
z
x
z
Fig. 4. Positions and regions for
draw-in, thinning and springback
Fig. 5. Locations of thinning measurement at regions, TR-1
and TR-2
Key Engineering Materials Vols. 345-346 859

Table 1. Experiemental and simulated amounts of draw-in and thinning
Draw-in (DI) [mm] Thinning (TN) [%]
No. 1 2* 3 1 2 3 4 5 6 7 8 9 10
Exp. 18 14/19 88 19 5 7 8 10 10 11 3 2 11
Sim. 21 16/17 81 22 6 6 10 12 11 9 1 1 14
*Each values corresponds to draw-in amounts at x and y directions, respectively.
FailureFailure
SB-1
X Coord.
-1000-50005001000
Z Coord.
-300
-200
-100
0
100
Before Springback
After Springback
SB-2
Y Coord.
0 200 400 600 800 1000
Z Coord.
-300
-200
-100
0
100
Before Springback
After Springback
Fig. 6. Simulated failure locations Fig. 7. Simulated springback profiles along SB-1 and SB-2
Numerical prediction shows good agreement with experimental results as listed in Table 1. The
simulated failure location was shown in Fig. 6 and the failure occurred near to TN-1 position where
the thinning is largest. Unlike numerical results, there was no failure in the real stamping. Since the
TN-1 region is most likely to fail, it is believed that the calculated FLD can give a pertinent forming
guide even though the prediction underestimated forming limits for this specific case. Springback
profiles along the SB-1 and SB-2 cross-sections were shown in Fig. 7. Springback was quite large
through the whole region. Therefore, modification in design might be needed to reduce springback.
Summary
The stamping process of the aluminum alloy 6K21-T4 sheet was examined considering formability
and springback. To represent mechanical properties, the anisotropic yield function Yld2004-18p and
the combined isotropic-kinematic hardening law were utilized, while the FLD was considered as a
failure criterion. To verify the numerical method, the hood outer panel was stamped and compared
with numerical predictions. The numerical results showed good agreement with experimental results.
Acknowledgement
This work was supported by Hyundai Motor R&D Center and also by the Korea Science and
Engineering Foundation (KOSEF) through the SRC/ERC Program of MOST/KOSEF
(R11-2005-065), which is greatly appreciated.
References
[1] F. Barlat, H. Aretz, J.W. Yoon, M.E. Brem and R.E. Dick: Int. J. Plasticity Vol. 21 (2005), p.
1009
[2] K. Chung, M.-G., Lee, D. Kim, C. Kim, M.L. Wenner and F. Barlat: Int. J. Plasticity Vol. 21
(2005), p. 861
[3] Z. Marciniak and K. Kuczynski: Int. J. Mech. Sci. Vol. 9 (1967), p. 609
[4] K. Chung and O. Richmond: Int. J. Plasticity Vol. 9 (1993), p. 907
[5] F. Barlat, J. C. Brem, J. W. Yoon, K. Chung, R. E. Dic, S-H. Choi. F. Pourbograt, E. Chu and D.
J. Lege: Int. J. Plasticity Vol. 19 (2003), p. 1297
The Mechanical Behavior of Materials X860

![[8] Microstructure and Mechanical Properties of Hypo Hyper-eutectic Al-Si Alloys Synthesized Using a Near-net Shape Forming Technique](https://img.pdfslide.us/doc/110x75/577cc40a1a28aba71197eebd/8-microstructure-and-mechanical-properties-of-hypo-hyper-eutectic-al-si-alloys.jpg)










![基図7000-1 [cs2] - MLIT › kanazawa › river › census › h25 › img › ...堰 0.0km 0.0km 2.0km 2.0km 1.0km 1.0km 27 27 27 091 091 091 091 091 091 091 091 091 091 101 101](https://img.pdfslide.us/doc/110x75/5ed6eb3eff4a11075f770b64/7000-1-cs2-a-kanazawa-a-river-a-census-a-h25-a-img-a-.jpg)