Embed Size (px)
Citation preview


CHAPTER – 1
INTRODUCTION
Carbon steel and mild steel are the most common metallic material being used for
numerous applications in a variety of industries as well as in daily life because of its low cost and
reasonably good strength. Carbon steel and mild steel are used in fabrication of reaction vessels,
storage tanks by industries, which either manufacture or use organic acid as reactant. Stainless
steel is used in the manufactures of large number of utensils, sinks and kitchen appliances.
Among the all inorganic acids, Hydrochloric acid contains aggressive chloride ions and hence it
is the most difficult to handle hydrochloric acid from the standpoints of corrosion. Selection of
material is an important point in handling most corrosive acids like hydrochloric acid, even in
relatively diluted concentrations1 or in process solutions containing appreciates amounts of HCl
acid. Most of severe forms of corrosion problems like pitting and crevice corrosion encountered
involve the inorganic mineral acids or their derivatives. Carbon steel and mild steel corrodes
heavily when it comes in contact with most common inorganic acids.
Corrosion inhibitors are added to the corroding medium in small concentration to control
the corrosion rate of metals and alloys. In general, any phase constituent whose presence is not
essential to the occurrence of an electrochemical process, but leads to a retardation of this
process by modifying the surface state of the metallic material will be called an inhibitor2. In a
sense, an inhibitor can be considered as a retarding catalyst. Corrosion inhibitors which are used
in acidic conditions, have wide application in the industrial fields as an essential components in
acid pickling, acid cleaning, acid desalting (antiscalants) etc. Organic compounds having one or
two hetero atoms having multiple bonds in their molecule which are adsorbed on metal surface,

are commonly used corrosion inhibitors in industry. There are different corrosion inhibitor types
and compositions. Most inhibitor has been developed by empirical experimentation and many
inhibitors are proprietary in nature and thus their composition is not disclosed. Inhibitors are
classified into following types depending upon their mechanism and composition.
1. Adsorption Type Inhibitors: Adsorption type is the largest group of corrosion
inhibitors, which are mainly organic compounds and their derivatives and adsorb on the metal
surface and slow down metals dissolution and also cathodic reduction reactions. In most of the
cases it appears that adsorption inhibitors affect both the anodic and cathodic processes but to
different extent. Ultimately rate of corrosion slow down.
2. Hydrogen- Evolution Poisons: Hydrogen gas is evolved as by product of corrosion. Few
substances having arsenic and antimony ions specifically retard the hydrogen-evolution reaction.
As a result, these substances are very effective in minimizing the rate of corrosion in acidic
solution but are ineffective in environments where after reduction processes such as oxygen
reduction are the rate controlling cathodic reactions.
3. Scavengers: Scavengers selectively removes corrosive reagents from the medium. These
substances act by removing corrosive reagents from solution such inhibitor which are responsible
for the corrosion and will work very effectively in solutions where oxygen reduction is the
controlling corrosion cathodic reaction but there limitation is that they will not be effective in
strong acid solutions.
4. Oxidizers: Few substances like, phosphates, chromates, nitrate and ferric salts also act as
corrosion inhibitors in many different systems. They are specially used to inhibit the corrosion of
metals and alloys that are shows active to passive and passive to active transitions, for example,
iron and its alloys and stainless steels.

5. Vapor-Phase Inhibitors: These are very much similar to organic adsorption inhibitors and
possess a very high vapor pressure. As a consequence, these materials can be used to inhibit
atmospheric corrosion of metals without being placed in direct contact with the metal surface.
The vapor-phase inhibitors are usually only effective if used in closed spaces such as inside
packages or on the interior of machinery during shipment.
Corrosion inhibitors are extensively used in various applications and many industries
are dependent on their successful application. However, the chemical composition of a
majority of corrosion inhibitors is not public knowledge and it is kept secret by chemical
companies3. At present, these is a great deal of information on corrosion inhibitors and there
exist a great need for insight into corrosion inhibitors to enable all who are faced with the task
of selection and use of corrosion inhibitors to have a suitable background knowledge.

1.1 . CORROSION PROCESS IN ACIDIC MEDIUM
The corrosion processes occurring in Carbon steel, stainless steel and mild
steel – HCl system must be understood clearly if inhibitors of low cost and high efficiency are
to be finding out. Corrosion may be defined as the loss of a material useful properties due to its
reaction with its surrounding environment. Corrosion of metals could be considered as extractive
metallurgy in reverse. Extractive metallurgy means extraction of metal from the ore and refining
or alloying the metal for use4. Pure metals are always in a state of high energy and have a natural
tendency to react with the environment to form thermodynamically stable compounds of less
energy.

Atmosphere
Iron ore Pipe Rust
Sheets Hydrated Iron Oxide Soil & Water
Underground
Most of the irons ores contain oxides iron and rusting of steel by water and oxygen results in a
hydrated iron oxide. ‘Rusting’ term is used for iron and steel corrosion, however, many other
metals form their oxides when corrosion occurs.
Corrosion is preferably classified into (1) wet corrosion and (2) Dry corrosion. Dry Corrosion
takes place due to dry atmosphere i.e. in the absence of liquid phase. Vapors and gases of
different chemical species are generally the corrodents. Wet corrosion takes place in presence of
liquid phase mainly water. For the formation of electrochemical cell and electrolyte is must.
Electrolyte generally involves aqueous solutions or electrolytes of acidic solutions and majority
of corrosion occurs is of this type. In another classification most of the corrosion processes are
electrochemical in nature except in some cases such as corrosion due to fused salts and liquid
metals, corrosion in organic reagents, high temperature oxidation etc. where it is chemical in
nature. The requirement of aggressive environment is a must for corrosion to occur. In fact, all
the environments may be corrosive in one way or the other depending upon the corroding
system.
Some examples are air & moisture; freest, distilled, distilled, salt and mine waters; rural,
urban and industrial atmospheres system and other gases such as chlorine, ammonia, hydrogen
sulfide, sulfur dioxide and fuel gases, mineral acids such as hydrochloric, sulfuric and nitric;
MINE
REDUCTION REFINING CASTING ROLLING SHAPING
organic acids such as naphthenic, acetic, and formic alkalis; soil; solvents; vegetable and
petroleum oils and a variety of food products. Generally inorganic materials are more corrosive
than organic. For example, corrosion in the petroleum industry is more due to sodium chloride,
sulfur hydrochloric and sulfuric acids and water than to oil, naphtha or gasoline.
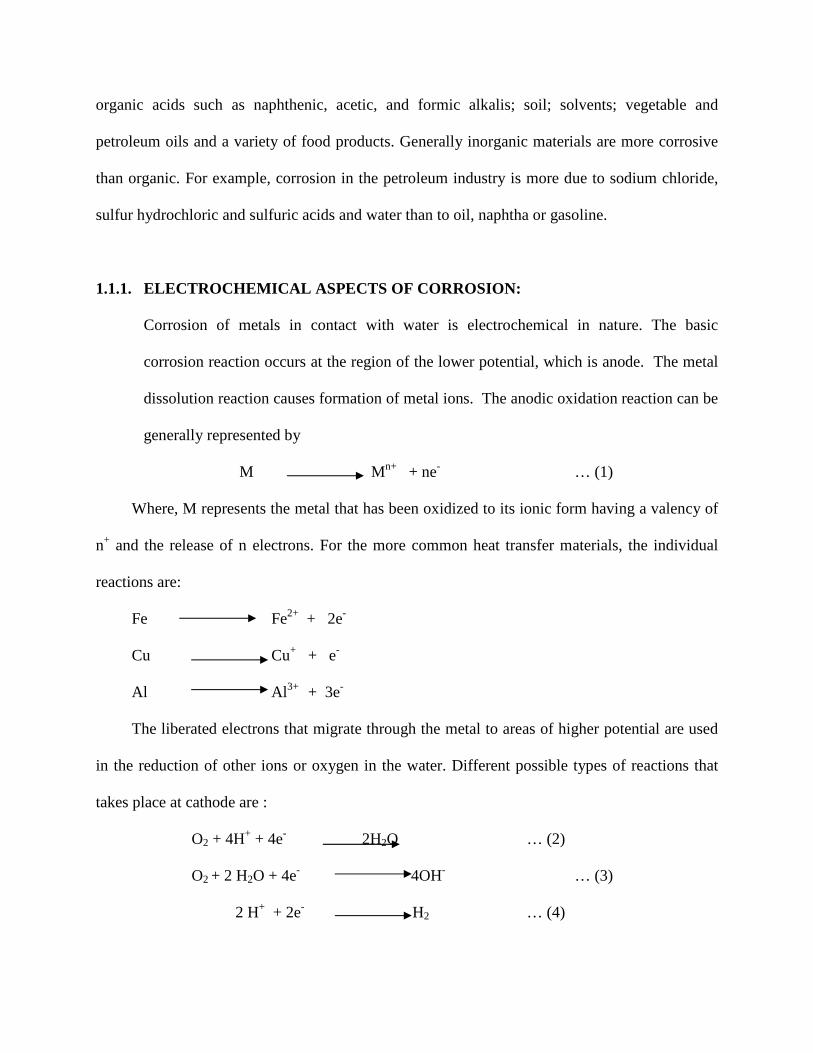
1.1.1. ELECTROCHEMICAL ASPECTS OF CORROSION:
Corrosion of metals in contact with water is electrochemical in nature. The basic
corrosion reaction occurs at the region of the lower potential, which is anode. The metal
dissolution reaction causes formation of metal ions. The anodic oxidation reaction can be
generally represented by
M Mn+ + ne- … (1)
Where, M represents the metal that has been oxidized to its ionic form having a valency of
n+ and the release of n electrons. For the more common heat transfer materials, the individual
reactions are:
Fe Fe2+ + 2e-
Cu Cu+ + e-
Al Al3+ + 3e-
The liberated electrons that migrate through the metal to areas of higher potential are used
in the reduction of other ions or oxygen in the water. Different possible types of reactions that
takes place at cathode are :
O2 + 4H+ + 4e- 2H2O … (2)
O2 + 2 H2O + 4e- 4OH- … (3)
2 H+ + 2e- H2 … (4)

Cu2+ + 2e- Cu
Fe3+ + e- Fe2+ … (5)
Interactions between the products of the anodic and cathodic reactions can occur, forming
solid corrosion products on the metal surface. For example, iron ion coming from the corrosion
the metallic iron will combine with the hydroxyl ions produced from the reduction of dissolved
oxygen:
Fe2+ + 2 OH- Fe (OH)2 … (6)
Ferrous hydroxide is further oxidized to form ferric hydroxide, which is unstable and
subsequently changed to hydrated ferric oxide, common red rust:
Fe (OH)2 + OH- Fe(OH)3 … (7)
2Fe (OH)3 Fe2O3 + 3H2O … (8)
Fe2O3 + x H2O Fe2O3. xH2O (Rust) … (9)
During corrosion, more than one oxidation and one reduction reactions may occur
simultaneously this leads to the faster corrosion rate. Metals have different tendencies to corrode
depending upon the energies associated with the chemical reactions taking place during their
corrosion. This energy known as Gibbs free energy (∆G) is related to the electrode potential by
the relation
-∆ G = n F E … (10)
Where n represents the number of electrons involved in the reaction, E, the electrode
potential and F, the Faraday constant. A large negative value of ∆G indicates a pronounced
tendency for the reaction to proceed whereas a positive value of ∆G indicates that the reaction
has no tendency to proceed. The electrode potential is calculated from the Nernst equation.

E = Eo + ]red[
]ox[ln
ZF
RT … (11)
Where
Eo = Standard electrode potential
R = Gas constant (1.98 cal/gm equivalent)
F = Faraday constant (96,500 coulombs / gm equivalent)
T = Absolute temperature
Z = Number of electrons transferred in the reaction
[ox] = represent conc. of species involved in oxidation process ( mol/l)
[red] = represent conc. of species involved in reduction process (mol/l)
At 250C, equation (8) becomes
E = Eo + 0.059 log ]red[
]ox[ ….(11a)
When any metal or alloy is immersed in a conductive corrosive environment, the metallic
surface is divided into areas having different potentials due to the presence of different metallic
phases, grain boundaries, surface conditions, segregates, crystalline imperfections, impurities etc.
which have different electrode potentials6. This difference in potential leads to the formation of
anodic and cathodic sites on the metal where oxidation and reduction reactions occur
respectively. These local sites result in the formation of local action cells on the metallic surface.
Local action cells can also form on the metal surface when there is variation in the concentration,
composition and temperature.
1.1.2. FORMS OF CORROSION:
The corrosion process7 in a cooling water system can take many forms. More common forms of
corrosion that have been observed in cooling water systems are:

1. Uniform or general corrosion
2. Galvanic corrosion
3. Erosion corrosion
4. Crevice corrosion
5. Pitting corrosion
6. Microbial induced corrosion
7. Selective dissolution
8. Stress corrosion cracking
9. Hydrogen damage
1. Uniform Corrosion:
When the metal surface is completely covered with a layer of corrosion product, it is
called uniform or general corrosion. Local anodic and cathodic sites go on changing due to
various mechanical, chemical and metallurgical reasons and metal appears to be uniformly
corroded.
2. Galvanic Corrosion:
Galvanic corrosion is the main form of corrosion when two dissimilar metals comes in
close contact with each other. The metal having more negative potential and placed high in EMF
series will act as anode and corrode. The intensity of the attack is related to the relative surface
areas of the metals in electrical contact. Large cathodic areas coupled to small anodic areas will
aggravate galvanic corrosion and cause severe dissolution of the more active metal. Galvanic
corrosion obviously must be considered while designing the heat transfer equipment and two

dissimilar metals should not be allowed to come in electrical contact. However, in cooling water
systems two dissimilar metals will always be in electrical contact due to presence of water.
3. EROSION CORROSION:
It occurs when corrosive medium is flowing and it is the co-joint action of fluid velocity
and corrosion process. The damage due to erosion corrosion is substantially high in comparison
to the affect of corrosion and fluid velocity separately. The process is usually accelerated when
abrasive solid particles, such as sand are entrained in the water. Because turbulence increases
with velocity, areas having higher water velocity such as bends and inlet-ends are prone to
attack. It can result in grooves, gullies, waves, rounded holes, valleys etc. in pipe lines of cooling
water systems.
4. Crevice Corrosion:
Crevice corrosion is an electrochemical attack that occurs due to the difference in
concentration of corrosive species between a shielded area and its surroundings. Attack usually
occurs in the areas having a small volume of stagnant solution in areas such as tube sheet joints
and supports, stagnant zones, under deposits or tubercles and at the threaded joints. Corrosion is
usually initiated because the oxygen concentration with in the crevice is lower than that of the
surrounding area. Once the corrosion is under way, the area in the crevice or under a deposit
becomes increasingly more aggressive because of pH depression and an increase in electrolyte
concentration.

5. Pitting Corrosion:
Pitting corrosion is one of the most insidious forms of localized corrosion. It takes place
at small discrete areas where overall metal loss is negligible. The pit develops at a localized
anodic site on the surface and continues to grow because of large cathodic area surrounding the
anode. High concentration of metallic chlorides often, develops with in the pit and hydrolyzes to
produce an acidic pH environment. The reaction with in the pit becomes self-sustaining
(autocatalytic) with very little possibility for it to suppress.
6. Microbial Influenced Corrosion (MIC):
MIC is a type of corrosion where microbes play a dominant role. Open recirculating
cooling water system is one of the most favored sites for the growth and proliferation of micro
organisms. Three major class of micro organisms are algae, fungi and bacteria.
Desulfovibrio desulfuricans is an anaerobic bacteria which can convert SO42- or compounds to
H2S. These bacteria are also called as sulfate reducing bacteria (SRB).
10H+ + SO42- + 4Fe 4Fe2+ + H2S + 4H20
H2S + Fe2+ FeS + 2H+
Carbon steel is severely attacked and sulfide ions can lead to hydrogen damage. Aerobic sulfur
bacteria, thiobacillus can oxidise sulfur, sulfides or sulfates to H2SO4 and can cause thinning of
carbon steels. Both desulfovibro and thiobacillus can coexist in close proximity in cooling water
systems. Nitrifying bacteria can oxidize ammonia to nitrate which decreases pH and promotes
corrosion.
NH3 + 2O2 HNO3 + H2O
Slime forming bacteria form dense sticky biomasses that impede water flow. The primary
mechanism of MIC of metal surface involves the creation within the biofilms of local

physiochemical corrosion cells. Biofilms can develop on any metallic surface and no metal/alloy
used in cooling water services is immune to MIC.
7. Selective Dissolution:
Selective dissolution is the preferential removal of an element from an alloy by corrosion.
Selective removal of zinc from brass leaving behind a sponge mass of copper is a prime example
of this form of attack. The removal of zinc can be uniform or localized. In general, a uniform
type of de-zincification is observed in brasses having high zinc content. A localized type of
dezincification is commonly observed in low zinc brasses in neutral, alkaline or mildly acidic
environments. A similar form of attack has also been observed with other alloys in which
aluminum, graphite, chromium etc. are selectively removed.
8. Stress Corrosion Cracking:
Stress corrosion cracking refers to cracking caused by the simultaneous presence of
tensile stress and a specific corrosive medium. During stress corrosion cracking, the metal may
be virtually uncorroded over most of the surface, but fine cracks progress through the metal. This
type of cracking has serious consequences because it can occur at stresses with in range of
typical design stress. The important factors, which affect this type of damage are temperature,
water composition, composition of the metal, stress and micro structure of the metal. Stress
corrosion cracks have the appearance of a brittle mechanical fracture although they result due to
corrosion. Intergranular stress corrosion cracking occurs along grain boundaries. In general,
cracking occurs perpendicular to the applied stress. The type of crack, either single or branching
depends up on the structure and composition of the metal and composition of the cooling water.
9. Hydrogen Damage:

Nascent hydrogen produced on the metal surface either at high temperature or due to
corrosion reaction in low pH water may cause hydrogen damage to the metallic materials. It
occurs most often in high strength steels, primarily quenched, tempered steels and precipitation
hardened steels. Nascent hydrogen has the capability to penetrate the bulk of metal and is trapped
at carbide precipitation, dislocations etc. It changes into molecular hydrogen and is now not able
to diffuse through metal. Pressure of hydrogen gas goes on building up and can rupture steel of
any known strength. The Hydrogen when present in steel always creates problem like it reduces
the tensile ductility, leads to premature failure under static load which directly or indirectly
depends upon the stress and time.
1.1.3. KINETIC ASPECTS OF CORROSION:
The kinetics of electrochemical reaction is based largely on the mixed potential theory of
the electrode kinetics as stated by Wagner and Traud8. The theory is based on the simple
assumption i.e. (a) the kinetics of various potential reactions can be treated separately and (b) no
net current flows from the electrode which is in equilibrium or at steady state. The condition of
no net current flow means the total rate of reduction must be equal to the total rate of oxidation
on the electrode surface if the electrode is at steady state or at equilibrium. The equilibrium is
dynamic in nature. Reactants and products jump back and forth at a very real rate. For an
electrochemical reaction this equilibrium exchange rate is called exchange current density, io.
When a reaction is forced away from equilibrium, at which the reaction is occurring, the
magnitude by which the potential changes, is the over voltage.
η = Eeq – Ei … (16)
Where, η = Over voltage
Eeq = Equilibrium potential

Ei = Polarized or current flowing potential
The over voltage, exchange current density and the rate of various partial processes can be
related in the form of a chemical rate equation:
→i = io exp
a
2.3
βη
… (17)
←i = io exp
c
2.3–
βη
… (18)
Where →i = Anodic current density
←i = Cathodic current density
βa and βc are anodic and cathodic Tafel constants respectively.
For corrosion and electrochemical studies, above equations are usually written in
logarithmic form9 and called Tafel equation10.
oo i
iloga
i
ilogc β=β−=η … (19)
The magnitude of the applied current density required to maintain a given over voltage
can be calculated by:
←→−= iiiappl. … (20)
Fig . (1.1) shows the polarization diagram for a corroding metal M and may demonstrate
the application of mixed potential theory in an appropriate manner. Cathodic process being
hydrogen evolution and the whole surface may be considered as anode if the attack is of general
uniform nature. When the metal is not corroding, it is at reversible equilibrium having potential
E (M+/M) with exchange current density io (M+/M). If on the other hand, the non-corroding

electrodes were saturated with hydrogen gas at unit activity and pressure, it will assume the
equilibrium electrode potential E (H+/H2) with the exchange current density io (H+/H2).
1.1.4. POLARISATION PHENOMENON:

Polarization can be defined as the displacement of equilibrium electrode potential value
resulting from a net current flow. The measured potential of such an electrode is shifted to an
extent that depends on the magnitude of the external current and its direction. The direction of
potential change is always such as to oppose the shift from equilibrium and hence to oppose the
flow of current, whether the current is impressed externally or is of galvanic origin. When
current flows, the anode potential always shifts in the cathodic direction and that of cathode in
the anodic direction, decreasing the difference of potential. The extent of potential change caused
by net current flow to or from an electrode, measured in volts, is called polarization.
Electrochemical polarization is divided into three types: activation, concentration and resistance
polarization.
Activation Polarization:
Electrochemical reactions, which are controlled by a slow step in the reaction sequence,
undergo activation polarization or stated in other way the reaction must have an extra energy, an
activation energy, in order to proceed to form products.
This is easily illustrated by considering hydrogen ion reduction at a cathode, 2H+ 2e- → H2, the
corresponding activation polarization term being called hydrogen over voltage. The rate at which
hydrogen ions are reduced to hydrogen gas will be a function of several factors including the
speed of electron transfer to the hydrogen ion at the metal surface. Thus, there is an inherent rate
for this reaction depending on the particular metal, hydrogen ion concentration and the
temperature of the system. In fact, there are wide variations in the ability of various metals to
transfer electrons to hydrogen ions and as a result the rate of hydrogen evolution from different

metals surface is observed to be quite different. Pronounced activation polarization also occurs
with discharge of OH- ions at the anode in alkaline solutions accompanied by oxygen evolution.
4 OH- → O2 + 2H2O + 4e- … (21)
The activation polarization associated with the above reaction is known as oxygen over voltage.
Activation polarization also occurs during metal ion deposition or dissolution (corrosion).
Concentration Polarization:
Electrochemical reactions as a result of the concentration change in solution adjacent to
the electrode surface is referred as concentration polarization of diffusion over potential. It is
obvious from Nernst equation that the potential of an electrode depends upon the concentration
of ions in electrolyte in its immediate vicinity. One can consider, for example, the reduction of
Mn+ ion in a solution in which its activity is given by aMn+ According to the Nernst equation the
potential E1 in the absence of external current is
E1 = E0 + 0.059/n log aMn+ … (22)
If an external current is made to flow so as to accelerate the reduction rate, Mn+ ions are
depleted in the vicinity of the electrode due to their reduction at electrode and fresh Mn+ ions
tend to reach the electrode by ionic migration, diffusion and agitation of bulk electrolyte
Ionic migration and diffusion mode of transfer inevitably occur while the agitation of
bulk electrolyte can be controlled. At very low reduction rate, migration of ions is sufficient to
maintain the concentration level in vicinity of the electrode but at higher rate of reduction,

concentration of these ions changes to say Msn+, therefore, the potential E2 in this condition is
given by
E2 = E0 + 0.059/n log aMsn+ … (23)
The difference in potential E1 - E2 is known as concentration polarization or concentration over
potential at the cathode and is given by :
ηcc = E1 – E2 = 0.059/n log aMn+ / aMs
n+ … (24)
Since the aMsn+ is less than the aM
n+, the potential of polarized electrode, E2, is less noble
than the unpolarized electrode potential, E1. It is predominated when the concentration of active
species is low. If corrosion is controlled by concentration polarization then any change which
increases the diffusion rate of the active species will increase corrosion rate. In such a system,
stirring of liquid would tend to increase the corrosion rate of metal.
Resistance Polarization:
During the measurement of polarization there is also an ohmic potential drop through
either a portion of electrolyte surrounding the electrode or through a metal reaction product film
on the surface or both. This contribution to polarization is equal to IR where I is the current
density and R represents the value of path resistance in ohm. Resistance polarization may be
written as :
Rη = RI … (25)
Where, R is film resistance for all electrode surfaces in ohm and I is current in ampere.

If the resistance of electrolyte is so high that the resultant current is insufficient to
appreciably polarize anode or cathode, the corrosion is said to be under resistance control.
1.1.5. CORROSION PROTECTION:
Although corrosion is unavoidable, its cost can be reduced to a great extent by adopting
protective methods. Several methods, given below are frequently used to minimize corrosion or
to provide protection against corrosion in cooling water systems.
1. Use of proper design
2. Selection of the proper metal or alloy for a particular corrosive system
(a) Change of composition
(b) Change of microstructure
(c) Elimination of tensile stresses
(d) Introduction of surface compressive stresses
3. Alteration of environment
(a) Lowering temperature
(b) Decreasing velocity
(c) Changing concentration
4. Electrochemical protection
(a) Cathodic protection
(b) Anodic protection
5. Use of coatings to separate metal from corrosive environment
(a) Metallic coatings
(b) Non-metallic coatings

6. Use of corrosion inhibitors (Chemical Treatment)
After the selection of metallic materials, designing and installation of the cooling water
system, chemical treatment of the water is the only possibility to control the corrosion problems
in the cooling water systems.
Selection of corrosion Inhibitors depends upon the following.
1. CORRODING SYSTEM PARAMETERS
Nature and location of corrosion
Composition and microstructure of metallic material
Composition and physical properties of corrosive water
Velocity of water or flow parameters
Temperature
Duration and cycle of operation
Composition and solubility of corrosion products
2. INHIBITORS’ PARAMETERS
Cost of corrosion inhibitor and its availability
Solubility in the corroding system
Compatibility with other constituents of corroding system
Depletion mechanism of inhibitor
Physical properties of inhibitor
Toxicity of inhibitor

Other properties such as emulsifying, demulsifying, foaming or defoaming, surface wetting
etc.
A corrosion inhibitor is a chemical formulation which when added in small concentration
to the corroding system causes a substantial reduction in the rate of corrosion of metal either by
reducing the probability of its occurrence or by reducing the rate of attack or by both. It should,
however, be noted that the presence of a corrosion inhibitor is not essential to the occurrence of
an electrochemical process, but leads to the reduction in the oxidation rate of the metal-surface
and it generally implies adsorption, the formation of "surface compounds", or a reaction between
the metallic material and the inhibitor with separation of the corrosion products at the contact
surface of the metallic material with the electrolytic conductor. Inhibitors are always used in
such a manner that they do not interfere with properties of the systems and are compatible with
the corroding system. An inhibitor useful for a particular corrosion system may be harmful to
another under certain situations. The size of inhibitor molecule, molecular weight and shape of
the molecule has been found to influence the efficiency of organic inhibitors markedly.
After adsorbing on the metal surface, inhibitor can effect in many ways. It may form a
physical barrier for the diffusion of reactant, reduce metal reactivity by adsorbing on active sites,
change the surface potential, incorporate itself into electrical double layer, form a complex with
the metal and may increase the stability of natural oxide / hydroxide film present on the metal
surface. Inhibitor action is selective and depends on the nature of the metal to be protected, its
composition and metallurgical treatment. An inhibitor which is quite effective for one metal
may not be satisfactory for the other. When a multi – metal system is to be protected, a mixture

of inhibitors is required to protect all the metals. Some inhibitors may show protection towards
more than one metal. Inhibitors may be classified into several groups i.e. passivators, inorganic
precipitators, vapour phase inhibitor, neutralizers, adsorbents or adsorption inhibitors and
scavengers. Inhibitors can also be classified as anodic, cathodic and mixed type based on their
mechanism of inhibition.
Passivators:
Passivators are anodic inhibitors that shift the corrosion potential of the metal sharply in
the positive (noble) direction. These inhibitors deactivate anodic sites on the metal surface by
causing the local current density to exceed the amount needed for passivation. These are the
substances which when added to an environment retard corrosion but do not interact directly
with the metal surface.
Passivators slow down corrosion by several mechanisms:
� They stabilize the passive film thus reducing the corrosion rate.
� They repassivate the metal if the film is damaged.
� They assist in film repair by forming insoluble compounds that plug pores in the film.
� They prevent adsorption of aggressive anions, such as chloride, by competitive
adsorption of inhibitive anions.
The passivating type of inhibitors are mainly inorganic oxidizing chemicals, e.g.
chromate, nitrate, nitrite etc. and inorganic non-oxidizing chemicals e.g. phosphate, tungstate,
molybdate etc. Passivators are dangerous if not used in sufficient concentration, because a metal

almost completely passivated has a very large cathode/anode area ratio that will concentrate all
attack on unpassivated regions to create pits.
Inorganic Precipitation Inhibitors:
Phosphates are the most widely used precipitation inhibitors, which precipitate ferrous
and ferric phosphates (FeHPO4 and FePO4) on carbon steel. Bicarbonate ions (HCO3) form
insoluble carbonate in alkaline solution. Zinc salts are also examples of this type of inhibitors.
Oxygen Scavengers:
Scavengers eliminate dissolved oxygen from a closed recirculating cooling water system
with neutral or alkaline pH. Due to non-availability of oxygen for cathode reaction, corrosion
stops. Sulphite is a common, inexpensive scavenger widely used in closed recirculating cooling
water systems. Scavengers remove oxygen, not H+ ions and so are ineffective in acids. Some
other examples of scavengers are phosphites, hydrazine, morpholine, isopropyl hydroxyl amine,
hydroquinone, diethyl hydroxy amine (DEHA)11 etc.
Neutralizers:
Neutralizers reduce corrosion by reducing the concentration of H+ ions in solution.
Neutralizers are even added to neutral cooling water of pH 7.0 because the H+ ions concentration
is increased at high temperatures due to the presence of CO2 which forms carbonic acid (H2CO3).
Some common neutralizers are borates, alkalis, amines, ammonia etc.

When an inhibitor is added to a cooling water system, adsorption of the inhibitor
molecule at the metal-solution interface occurs and this is accompanied by a change in potential
difference between the metal electrode and the solution interface. The two main types of
adsorption of an organic inhibitor on a metal surface are physical or electrostatic and
chemisorption depending upon the type of interaction involved. For determining such types of
interaction, adsorption kinetics, the heat of adsorption or the reversibility and specificity of the
bond established are examined. Also, the adsorption of inhibitors is governed by the residual
charge on the surface of the metal and by the nature and chemical structure of inhibitor molecule.

Physical Adsorption:
Physical adsorption is due to weak electrostatic attraction between the inhibiting ions or
diploes and the electrically charged surface of the metal. The inhibiting species adsorbed on the
metal due to electrostatic forces can also be desorbed easily. Infact, the ions are not in direct
physical contact with the metal. A layer of water molecules separates the metal from the ions.
The physical adsorption process has low activation energy and is relatively independent of
temperature.
Chemical Adsorption:
Chemical adsorption or chemisorption is probably the most important type of interaction
produced by charge sharing or charge transfer between the metal surfaces and an inhibitor
molecule. The adsorbed species is in contact with the metal surface. A coordinate type of bond
involving transfer of electrons from inhibitor to the metal is assumed to take place in the
process12. An opposing view that there is necessarily no chemical bond between the metal and
the adsorbed species is held by Bockris13. Chemisorption process is slower than electrostatic
sorption and has higher activation energy. It improves significantly with temperature.
Chemisorption of organic molecules is specific for certain metals and is not completely
reversible.
1.1.6. FACTORS INFLUENCING CORROSION INHIBITION EFFICIENCY
Availability of π Electron Density:
The electron density of the organic function that can be considered as the reaction centre for the
establishment of the adsorption bond of obviously important since it is possible to assume a bond

of the Lewis acid base type15, generally with the inhibitor as the electron donor and the metal as
the electron acceptor. Availability of π electrons due to the presence of the multiple bonds or
aromatic rings in the inhibitor molecule would facilitate electron transfer from the inhibitor to the
metal. In general, the organic inhibitors used have reactive functional groups which are the sites
for the chemisorption process that is why most organic inhibitors are compounds with at least
one polar function, having atoms of nitrogen, sulphur, oxygen and in the some cases selenium
and phosphorus. This polar function is regarded as the reaction centre for the establishment of
the chemisorption process. In such a case the adsorption bond strength is determined by the
electron density of the atom acting as the reaction centre and by the polarisability of the function.
A more general interpretation of the importance of the electron density in chemisorpation of
organic substances in relation to inhibition phenomenon has been attempted by Donahue16-18,
who pointed out the changes in the corrosion current densities of iron immersed in H2SO4
containing various inhibitors as a function of Hammett’s σ constant or of Taft’s σ* constant. A
similar interpretation of the organic inhibitors has been given by Grigoryev and Osipov19.
Structure of Inhibitor Molecules :
Inhibition efficiency can be increased by regular and systematic variations of the molecular
structure of inhibitor. The corrosion inhibition efficiency of cyclic amines was found to be
greater than aliphatic amines in the corrosion of iron in acidic solutions and this has been
attributed to the greater availability of the lone pair of electrons on the basic nitrogen atoms due
to the increase in C-N-C bond angle from 109o (sp3 hybridization ) to 120o (sp2 hybridization)20.
The electron density on the donor atom of an inhibitor molecule which is comprised of aromatic
and heterocyclic structures can be enhanced by introducing electron donating substitutes in

suitable positions in the ring structure, facilitating conjugation and hence the strength of
adsorption bond.
This principle of increasing the electron density at the donor atom and hence corrosion
inhibition efficiency has been applied to aromatic acids21-24, aromatic amines and aromatic
nitriles. In thiophene derivatives, substituents increased the dipole moment of the molecule
thereby causing an increase in adsorption and inhibition efficiency. The molecular area,
molecular weight and the molecular configuration have been found to have profound effect on
corrosion inhibition efficiency or organic inhibitors.
Synergistic Effect :
The surface of the iron can be assumed to be positively charged in sulphuric acid and the organic
catonic inhibitors are weakly adsorbed. However, if halide ions are introduced into the solution,
the situation is changed abruptly. For example, Iofa and his co-workers25 showed that if iodide,
bromide or chloride ions are added to the electrolyte along with organic cations, it may greatly
enhance the inhibition action of the organic compounds. The addition of tetra isoamyl
ammonium sulphate to sulphuric acid only slightly affects the kinetics of the electrode reactions
of hydrogen deposition and ionization of iron, whereas the additional introduction of 0.001 N K1
into the electrolyte greatly retards the cathodic and anodic reactions. Similar results were
obtained by Losev26. Thus halide ions alter the properties of the surface so that the adsorption of
organic cautions on it becomes possible. This, in turn, gives rise to significant kinetic effects,
ensuring that the combined action of the inorganic anions and organic cations will be much more
effective than the inhibition action of each additive separately. The synergistic effect can also be
explained taking adsorption phenomenon into account. For high degree of coverage of a surface

with an adsorbate, columbic forces of repulsion may appear between the adsorbed cations. If
both cations and anions are adsorbed, electrostatic forces of attraction will apparently be created
between oppositely charged ions, making the film thicker.
Temperature :
Increasing temperature increases rates, diffusion and the rate of dissolution of gases in water. It
also increases the ionization of water and lowers its pH. For passivated metals, the protective
increases. It becomes more easily damaged by CI ions and thus more susceptible to pitting. At
some point the film breaks down entirely and the metal becomes transpassive, corroding at a
very high rate. As the temperature increases the desorption rate, inhibitors provide less protection
at higher temperature and higher concentrations of inhibitor become necessary by Brasher and
Mercer27-29.
In some very rare cases it has been observed that efficiency of the inhibitor increases with
increase of temperature. It will happen only in cases where adsorption is endothermic in nature.
pH of the System :
All the inhibitors show greater efficiency in their own specific pH range. Beyond this pH range,
the inhibitive efficiency decreases or in some cases the inhibitor becomes ineffective.
Concentration of Inhibitors :
All inhibitors are required to be present above a certain minimum concentration. In most of the
systems, corrosion rate in presence of insufficient inhibitor concentration may be more severe
than in complete absence of inhibitor concentration. In initial stage of use, inhibitor

concentration may fall off rapidly due to formation of protective film or its reaction with
contaminants present in the system and hence the initial concentration of inhibitor is always
higher than that maintained during long use. With the help of various adsorption isotherms
explained below, the metal-surface coverage using different concentrations of various inhibitors
can be studied at particular temperature30-31.
References:
1. Bradford S.A, Corrosion Control, Van Nostrand Reinhold, New York
(1992)
2. Shastri V.S, Corrosion Inhibitors, John Wiley and sons, Chickester
(1998).
3. M.R. Porter , 1991, Handbook of surfactants, Int Ed. Chapman and Itall,
New York.
4. Mars G. Fontana, Corrosion Engineering Mcgraw Hill Book Company
(1987) 3rd edition.
5. Jones, DA, Principle and Prevention of Corrosion, Maxwell Macmillan
(1996)
6. Bhattacharya G.S, Proc. Int. Conf. on corrosion CORCON 97, p. 1052.
7. Mc Coy J.W, The chemical treatment of cooling Water, Chemical
Publishing co., New York (1977).
8. Wagnet C and W. Traud, J. Electrochem., 44(1998) p.391.
9. Stern M an A.L. Geary, J. Electrom Soc., 104(1987) p.56.
10. Tafel J., J. Phys. Chem., 50(1995) p.641.
11. Andries V. and Couturier D., Mater. Perform. 6 (2004) p. 59.
12. Sastri V.S. and Perumareddi J.R., Corrosion ,50 (1994) p. 432.
13. Bockris J. O’M., Bonciocat X., and Gutman F. An introduction to
Electrochemical Science, Wykeham Pub. Ltd., London (2004) p. 44.
14. Schmid G.M., and Huang H.J., Corros. Sci., 23(1997) p.453.
15. Hackerman N. and Hurd R.M., Proc. 7st Int. Congress on Metallic
Corrosion, London (1992) p.166.

16. Donahue F.M and Nobe K., J. Electrochem. Soc. 112(1985) p. 886.
17. Donahue F.M., Akiyama A. and Nobe K., J. Electrochem. Soc., 114
(1997) p. 1006.
18. Donahue F.M. and Nobe K., J. Electrochem Soc.114(1967) p. 1012.
19. Grigoryere V.P., and Osipov O.A., Proc. 8th Int. Congress on Metallic
Corrosion, Moscow (1986) p. 114.
20. Finley H.F., and Hackerman N., J. Electrochem. Soc., 107(1993) p. 259.
21. Akiyama A. and Nobe K., J. Electrochem. Soc. 117(1990) p. 999.
22. Eldakar N. and Nobe K., Corrosion, 33 (1977) p. 128.
23. Carassiti V., F. Zucchi and Trananelli G., Proc. 3rd Euro Symp. On
Corrosion Inhibitors, Ferrara, Italy (1971), n.s. sez. V. Suppl. No. 5, p. 525.
24. Szklarska – Smialowska Z. and Kaminsky M., Proc. 5th Int. Congress on
Metallic Corrosion, Houston, TX (1974) p. 555.
25. Iofa Z.A. and Lyakhovetskaya E.I., Dokl. Adad. Nauk SSSR, 86(3),
(1952) p. 577.
26. Losev V.V., Dokl. Akad. Nauk, 88(3) (2003) p. 499.
27. Brasher D.M. and Mercer A.D., Brit Corr. J., 4 Vol. 3 (3) (1998) p. 120.
28. Brasher D.M. Rhoades-Brown J.E., Brit. Corr. J., 4(1999) p.74.
29. Mercer A.D. and Jenkins I.R., Brit Corr. J., 3(3) (1968) p.130.
30. Conway B.E., Theory and Principle of Electrodes Processes, Ronal
Press, New York (1995).
31. Gileadi E. and Conway B.E., Modern Aspects of Electrochemistry, Ed.
Bockris J. O’M and Conway B.E, Butterworths, London 3(1984).
























![02 Naphtha Hydro Treating [Compatibility Mode]_opt](https://img.pdfslide.us/doc/110x75/5532f3df4a79599f5e8b47cd/02-naphtha-hydro-treating-compatibility-modeopt.jpg)



