-
7/22/2019 05.StraightnessMeasurement90
1/90
STRAIGHTNESS MEASUREMENT 1
Chapter 5
StraightnessMeasurement
-
7/22/2019 05.StraightnessMeasurement90
2/90
STRAIGHTNESS MEASUREMENT 2
How many kinds of Straightness Tolerance
Specifications are there?
What are they?
-
7/22/2019 05.StraightnessMeasurement90
3/90
STRAIGHTNESS MEASUREMENT 3
Interpret the geometric requirements of a,b & c
-
7/22/2019 05.StraightnessMeasurement90
4/90
STRAIGHTNESS MEASUREMENT 4
-
7/22/2019 05.StraightnessMeasurement90
5/90
STRAIGHTNESS MEASUREMENT 5
Straightness of surface elements callouts point directly
to the surface in a view on the drawing that will show
the direction of surface straightness control.
Straightness of an axis callouts are always next to the
size tolerance of the part and have the diameter
symbol in the feature control frame.
The diameter symbol clarifies that the tolerance zone
for straightness of an axis is a cylinder.
Straightness of a centerplane (for noncylindrical parts)will
also be called out typically under the size
tolerance for the part.
-
7/22/2019 05.StraightnessMeasurement90
6/90
STRAIGHTNESS MEASUREMENT 6
(d) Is it possible to have the surface elements
straight with the axis bent?
(e) Conclusion?
Difference between Axis Straightness & Element
Straightness
-
7/22/2019 05.StraightnessMeasurement90
7/90
STRAIGHTNESS MEASUREMENT 7
Straightness of surface elements applicationsinclude functional
applications where
barrel- shaped, hourglass-shaped, or bowed surface
elements of a diameter (or surface) must be
controlled
-
7/22/2019 05.StraightnessMeasurement90
8/90
STRAIGHTNESS MEASUREMENT 8
Interpret the geometric control requirement
Sketch how will you check the straightness
Story on Inspection
-
7/22/2019 05.StraightnessMeasurement90
9/90
STRAIGHTNESS MEASUREMENT 9
Straightness is a unidirectional control. When applied to
the surface of a noncylindrical part, it will not control
flatness. Straightness, in this case, will only control the
line
elements of the part surface in one direction
-
7/22/2019 05.StraightnessMeasurement90
10/90
STRAIGHTNESS MEASUREMENT 10
Interpret the geometric tolerance requirement
-
7/22/2019 05.StraightnessMeasurement90
11/90
STRAIGHTNESS MEASUREMENT 11
Inspection of the part requires that the surface elements of
the part be compared to an imaginary optimum line.
Straightness of surface elements (unlike certainstraightness of
an axis or centerplane applications to
follow) cannot be gaged; it must be inspected.
-
7/22/2019 05.StraightnessMeasurement90
12/90
STRAIGHTNESS MEASUREMENT 12
-
7/22/2019 05.StraightnessMeasurement90
13/90
STRAIGHTNESS MEASUREMENT 13
Establishing
zero on part
surface at one
end
Place the precision
parallel over the
jackscrews with two
jacks at one end and oneat the other. Place the
part in a vee block and
then the vee block on
top of the parallel
-
7/22/2019 05.StraightnessMeasurement90
14/90
14
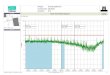
Rotate the part in the V block and repeat this procedure on
another line
element of the shaft. It is recommended that at least four line
elements
(900 apart) be inspected
Indicator traversed
along the surface
elements of shaft(at TDC)
for straightness
error measurement
-
7/22/2019 05.StraightnessMeasurement90
15/90
STRAIGHTNESS MEASUREMENT 15
Can there be an easier method to checkstraightness of surface
elements of a cylindrical
part?
-
7/22/2019 05.StraightnessMeasurement90
16/90
16
A Precision straightedge used to check
straightness of surface elements when tolerances
are .(?)
-
7/22/2019 05.StraightnessMeasurement90
17/90
STRAIGHTNESS MEASUREMENT 17
Straightedge method of checking for straightnessof
noncylindrical parts?
-
7/22/2019 05.StraightnessMeasurement90
18/90
STRAIGHTNESS MEASUREMENT 18
Measurement of Straightness of surface elementsby Two Block
Method
-
7/22/2019 05.StraightnessMeasurement90
19/90
STRAIGHTNESS MEASUREMENT 19
Where should the probe touch the part?
-
7/22/2019 05.StraightnessMeasurement90
20/90
STRAIGHTNESS MEASUREMENT 20
Cf. V-Block Method Vs Two Block Method
-
7/22/2019 05.StraightnessMeasurement90
21/90
STRAIGHTNESS MEASUREMENT 21
Which is the most direct & accurate method to
check for straightness of surface elements of a
cylindrical part?
-
7/22/2019 05.StraightnessMeasurement90
22/90
Measurement Accuracy = f (X, LC of table)
Is there any limitation for this method?
-
7/22/2019 05.StraightnessMeasurement90
23/90
STRAIGHTNESS MEASUREMENT 23
On noncylindrical parts optical comparator cannot be
used visually since a line element of the noncylindrical
surface cannot be seen.
A comparator could be used for straightness of surface
elements on a noncylindrical part if the comparator were
equipped with (1) a tracer elementwith a reticle follower
shown on screen, and (2) an overlay that has two linesthat are
the straightness tolerance apart (accounting for
the magnification power of the comparator). In this
manner, the tracer could follow a line element of the part
surface and the reticle follower could be viewed on the
comparator screen with respect to the two lines of
tolerance on the overlay.
-
7/22/2019 05.StraightnessMeasurement90
24/90
STRAIGHTNESS MEASUREMENT 24
Methods for checking Straightness of Surface
elements of conical parts:Precision Straightedge
Wobble plate, Sinebar & Vee block
Jackscrews?
-
7/22/2019 05.StraightnessMeasurement90
25/90
Interpret the design requirement by a magnified
sketch
-
7/22/2019 05.StraightnessMeasurement90
26/90
STRAIGHTNESS MEASUREMENT 26
* RFS?
*
-
7/22/2019 05.StraightnessMeasurement90
27/90
STRAIGHTNESS MEASUREMENT 27
Interpret geometric tolerance
requirement (Difference?)
-
7/22/2019 05.StraightnessMeasurement90
28/90
STRAIGHTNESS MEASUREMENT 28
-
7/22/2019 05.StraightnessMeasurement90
29/90
STRAIGHTNESS MEASUREMENT 29
Interpret geometric tolerance requirement
-
7/22/2019 05.StraightnessMeasurement90
30/90
STRAIGHTNESS MEASUREMENT 30
-
7/22/2019 05.StraightnessMeasurement90
31/90
STRAIGHTNESS MEASUREMENT 31
Design a functional ring Gauge to inspect the part
-
7/22/2019 05.StraightnessMeasurement90
32/90
STRAIGHTNESS MEASUREMENT 32
Functional gaging is allowed in cases when
features of size are controlled with a geometric
tolerance at MMC.
When MMC is stated in the feature control frame,
bonus tolerances on the control applied can be
used as the actual size of the controlled feature
departs from its MMC size toward LMC
The reason that bonus tolerances are allowed isthat the virtual
condition (or worst case allowed)
never changes.
-
7/22/2019 05.StraightnessMeasurement90
33/90
STRAIGHTNESS MEASUREMENT 33
-
7/22/2019 05.StraightnessMeasurement90
34/90
STRAIGHTNESS MEASUREMENT 34
-
7/22/2019 05.StraightnessMeasurement90
35/90
STRAIGHTNESS MEASUREMENT 35
Locating the highest spot
-
7/22/2019 05.StraightnessMeasurement90
36/90
Axis Straightness by Differential Method
-
7/22/2019 05.StraightnessMeasurement90
37/90
STRAIGHTNESS MEASUREMENT 37
Measurement of axial locations or form at RFS is a
complicated procedure in open setup (or any setup for
that matter). The most significant limitations to
thedifferential method are the following:
1. Out of roundness of the shaft can contribute to error
in the results.
2. The observer must be able to graph line elements
and interpret the differentialvalues of opposing
elements.
3. The differential method is very time consuming.
-
7/22/2019 05.StraightnessMeasurement90
38/90
Axis Straightness by Precision Spindle
Method
How Precise can the spindle rotation be?
-
7/22/2019 05.StraightnessMeasurement90
39/90
STRAIGHTNESS MEASUREMENT 39
Draw the end
view of thepart
-
7/22/2019 05.StraightnessMeasurement90
40/90
STRAIGHTNESS MEASUREMENT 40
Draw the end
view of the
part
-
7/22/2019 05.StraightnessMeasurement90
41/90
STRAIGHTNESS MEASUREMENT 41
Draw the end
view of the
part
-
7/22/2019 05.StraightnessMeasurement90
42/90
STRAIGHTNESS MEASUREMENT 42
Draw the end
view of thepart
-
7/22/2019 05.StraightnessMeasurement90
43/90
STRAIGHTNESS MEASUREMENT 43
-
7/22/2019 05.StraightnessMeasurement90
44/90
STRAIGHTNESS MEASUREMENT 44
-
7/22/2019 05.StraightnessMeasurement90
45/90
Design a functional gauge to check this part
-
7/22/2019 05.StraightnessMeasurement90
46/90
STRAIGHTNESS MEASUREMENT 46
In addition use a gap gauge also to check thickness
-
7/22/2019 05.StraightnessMeasurement90
47/90
Simulating a Functional Gage for Straightness of
Centerplane at MMC
-
7/22/2019 05.StraightnessMeasurement90
48/90
STRAIGHTNESS MEASUREMENT 48
Interpret the geometric tolerance requirement
-
7/22/2019 05.StraightnessMeasurement90
49/90
STRAIGHTNESS MEASUREMENT 49
RFS
-
7/22/2019 05.StraightnessMeasurement90
50/90
Straightness of a Centerplane: Differential
MeasurementMethod
-
7/22/2019 05.StraightnessMeasurement90
51/90
STRAIGHTNESS MEASUREMENT 51
-
7/22/2019 05.StraightnessMeasurement90
52/90
Interpret the geometric tolerance requirement
-
7/22/2019 05.StraightnessMeasurement90
53/90
STRAIGHTNESS MEASUREMENT 53
-
7/22/2019 05.StraightnessMeasurement90
54/90
STRAIGHTNESS MEASUREMENT 54
Key facts: Straightness ofsurface elements:
1. Datum references are not applicable to any straightness
tolerances.
2. The tolerance zone for straightness of surface elements is
twoparallel lines the stated tolerance apart.
3. Permissible error in the straightness of surface elements is
not
additive to size tolerances. (The straightness tolerance must be
less
than the associated size tolerance) The maximum boundary of
perfect
form at MMC must not be violated. The worstcase condition
(virtual
condition) of a size feature, in this case, is the MMC size.
4. Straightness of surface elements applied to the surface of
a
noncylindrical part does not control flatness of the surface.
The
tolerance is unidirectional.
Key facts: straightness of an axis:
-
7/22/2019 05.StraightnessMeasurement90
55/90
Key facts:straightness of an axis:
1. The tolerance zone for straightness of an axis is a
cylinderof the
specified diameter.The diameter symbol precedes the tolerance in
the
feature control frame.
2. Straightness of an axis (at MMC) is the only form tolerance
where
bonus tolerances can be applied.
3. Straightness of an axis does not control surface elements,
butstraightness of surface elements does provide inherent control
of the
axis.
4. Straightness of an axis at MMC allows the option for
functional
gage design and use
5.Straightness of an axis tolerance per unit length is
identified by a
double feature control frame where the axial straightness
tolerance of
the entire part is shown above and the per unit length tolerance
is
shown below (along with the unit length applicable)
-
7/22/2019 05.StraightnessMeasurement90
56/90
Keyfacts: Straightness of a centerplane:
1. The tolerance zone for straightness of acenterplane is two
planes the stated tolerance
apart
2. For straightness of a centerplane tolerance, theboundary of
perfect form at MMC does not apply
(to the extent of the straightness tolerance)
3. Straightness of a centerplane at MMC allows
the option of functional gage design and use
-
7/22/2019 05.StraightnessMeasurement90
57/90
STRAIGHTNESS MEASUREMENT 57
Did we meet our objectives?
Upon completion of this chapter, the reader shouldbe able
to:
1. Understand the difference between straightness
of surface elements, straightness of axis, andstraightness of
center plane
2. Understand the various tolerance zones for each
straightness tolerance
-
7/22/2019 05.StraightnessMeasurement90
58/90
STRAIGHTNESS MEASUREMENT 58
Did we meet our objectives?
3. Measure straightness tolerances using direct ordifferential
measurement methods
4. Understand the virtual condition and functional
gaging of certain straightness tolerances
5. Understand and measure straightness per unit
length
-
7/22/2019 05.StraightnessMeasurement90
59/90
STRAIGHTNESS MEASUREMENT 59
Questions & Answers on
Straightness Measurement
-
7/22/2019 05.StraightnessMeasurement90
60/90
STRAIGHTNESS MEASUREMENT 60
5.1
It is possible for a part to have a diameterwhere the surface
elements are crooked, but the
axis is perfectly straight. True orFalse?
-
7/22/2019 05.StraightnessMeasurement90
61/90
STRAIGHTNESS MEASUREMENT 61
5.1
It is possible for a part to have a diameterwhere the surface
elements are crooked, but the
axis is perfectly straight.
True
-
7/22/2019 05.StraightnessMeasurement90
62/90
STRAIGHTNESS MEASUREMENT 62
5.2
Keeping the general rules of ANSI Y14.5 in mind,
what is the virtual size of a shaft that has a size
tolerance of .750" to .755" diameter and a
straightness of surface elements tolerance of.002"?
-
7/22/2019 05.StraightnessMeasurement90
63/90
STRAIGHTNESS MEASUREMENT 63
5.2
Keeping the general rules of ANSI Y14.5 in mind,what is the
virtual size of a shaft that has a size
tolerance of .750" to .755" diameter and a
straightness of surface elements tolerance of.002"?
Answer: 0.755
-
7/22/2019 05.StraightnessMeasurement90
64/90
STRAIGHTNESS MEASUREMENT 64
5.3
The tolerance zone for straightness of surfaceelements of a
cylindrical size feature is two
perfectly parallel ---------------------------------- the
stated tolerance apart.
-
7/22/2019 05.StraightnessMeasurement90
65/90
STRAIGHTNESS MEASUREMENT 65
5.3
The tolerance zone for straightness of surfaceelements of a
cylindrical size feature is two
perfectly parallel lines the stated tolerance apart.
-
7/22/2019 05.StraightnessMeasurement90
66/90
STRAIGHTNESS MEASUREMENT 66
5.4
The tolerance zone for straightness of an axis is a --
-----------------------------------------
-
7/22/2019 05.StraightnessMeasurement90
67/90
STRAIGHTNESS MEASUREMENT 67
5.4
The tolerance zone for straightness of an axis is a
cylinder
-
7/22/2019 05.StraightnessMeasurement90
68/90
STRAIGHTNESS MEASUREMENT 68
5. 5.5The tolerance zone for straightness of a
centerplane is -----------------------------------------
-
7/22/2019 05.StraightnessMeasurement90
69/90
STRAIGHTNESS MEASUREMENT 69
5. 5.5The tolerance zone for straightness of a
centerplane is two parallel planes
-
7/22/2019 05.StraightnessMeasurement90
70/90
STRAIGHTNESS MEASUREMENT 70
5. 5.6
The diameter of a shaft has a size tolerance of.
750" to .760" and a straightness of axis tolerance of
.005" diameter. What is the virtual condition of the
shaft?
-
7/22/2019 05.StraightnessMeasurement90
71/90
STRAIGHTNESS MEASUREMENT 71
5. 5.6
The diameter of a shaft has a size tolerance of.
750" to .760" and a straightness of axis tolerance of
.005" diameter. What is the virtual condition of the
shaft?
Answer: 0.765
-
7/22/2019 05.StraightnessMeasurement90
72/90
STRAIGHTNESS MEASUREMENT 72
5.7
If the shaft in Question 6 had an actual diameter
of. 754" and the axis were out of straightness by
exactly .002", what is the actual virtual size of the
shaft?
-
7/22/2019 05.StraightnessMeasurement90
73/90
STRAIGHTNESS MEASUREMENT 73
5.7
If the shaft in Question 6 had an actual diameter
of. 754" and the axis were out of straightness by
exactly .002", what is the actual virtual size of the
shaft?
0.756
-
7/22/2019 05.StraightnessMeasurement90
74/90
STRAIGHTNESS MEASUREMENT 74
5.8
When using two jackscrews to inspect
straightness of surface elements, the jackscrews
help the observer to establish the optimum -------
------------------------------------ for measurement.
-
7/22/2019 05.StraightnessMeasurement90
75/90
STRAIGHTNESS MEASUREMENT 75
5.8
When using two jackscrews to inspect
straightness of surface elements, the jackscrews
help the observer to establish the optimum line
for measurement.
-
7/22/2019 05.StraightnessMeasurement90
76/90
STRAIGHTNESS MEASUREMENT 76
5.9
The most effective methods for measuring
straightness of an axis (regardless of feature size)
use ----------------------------------measurements
to track the axis.
-
7/22/2019 05.StraightnessMeasurement90
77/90
STRAIGHTNESS MEASUREMENT 77
5.9
The most effective methods for measuring
straightness of an axis (regardless of feature size)
use differential measurements to track the axis.
-
7/22/2019 05.StraightnessMeasurement90
78/90
STRAIGHTNESS MEASUREMENT 78
5.10
When the surface elements of a cylindrical featureare being
controlled, an optical comparator can be
used to measure surface element straightness.
True orFalse?
-
7/22/2019 05.StraightnessMeasurement90
79/90
STRAIGHTNESS MEASUREMENT 79
5.10
When the surface elements of a cylindrical featureare being
controlled, an optical comparator can be
used to measure surface element straightness.
True
-
7/22/2019 05.StraightnessMeasurement90
80/90
STRAIGHTNESS MEASUREMENT 80
5.11
A noncylindrical part must be functionally gagedfor straightness
of its centerplane at MMC. A hard
gage could be used, but cost is a problem. Can the
observer use surface plate accessories (such asgage blocks or
precision parallels) to set up a
virtual boundary for worst-case gaging of the part?
Yes orNo?
-
7/22/2019 05.StraightnessMeasurement90
81/90
STRAIGHTNESS MEASUREMENT 81
5.11
A noncylindrical part must be functionally gagedfor straightness
of its centerplane at MMC. A hard
gage could be used, but cost is a problem. Can the
observer use surface plate accessories (such asgage blocks or
precision parallels) to set up a
virtual boundary for worst-case gaging of the part?
Yes
-
7/22/2019 05.StraightnessMeasurement90
82/90
STRAIGHTNESS MEASUREMENT 82
5.12
A shaft has a size tolerance of .500" to .505" and astraightness
of axis tolerance of .002" at MMC. A
functional ring gage design has been chosen for the
functional gage. What is the nominal size of thehole in the gage
(before allowing for gage-makers'
tolerance and wear allowance) to functionally gage
this part?
-
7/22/2019 05.StraightnessMeasurement90
83/90
STRAIGHTNESS MEASUREMENT 83
5.12
A shaft has a size tolerance of .500" to .505" and a
straightness of axis tolerance of .002" at MMC. Afunctional ring
gage design has been chosen for the
functional gage. What is the nominal size of the
hole in the gage (before allowing for gage-makers'tolerance and
wear allowance) to functionally gage
this part?
0.507
-
7/22/2019 05.StraightnessMeasurement90
84/90
STRAIGHTNESS MEASUREMENT 84
5.13
When straightness of surface elements tolerance isapplied to
surfaces of noncylindrical parts,the
straightness tolerance only applies in the direction
shown by the drawing. True orFalse?
-
7/22/2019 05.StraightnessMeasurement90
85/90
STRAIGHTNESS MEASUREMENT 85
5.13
When straightness of surface elements tolerance isapplied to
surfaces of noncylindrical parts,the
straightness tolerance only applies in the direction
shown by the drawing. True
-
7/22/2019 05.StraightnessMeasurement90
86/90
STRAIGHTNESS MEASUREMENT 86
5.14
With looser straightness of surface elementtolerances, feeler
wire and a precision straight can
be used to measure straightness error. True / False
-
7/22/2019 05.StraightnessMeasurement90
87/90
STRAIGHTNESS MEASUREMENT 87
5.14
With looser straightness of surface elementtolerances, feeler
wire and a precision straight can
be used to measure straightness error. True
-
7/22/2019 05.StraightnessMeasurement90
88/90
STRAIGHTNESS MEASUREMENT 88
5.15
Straightness of an axis per unit lengthestablishes two different
straightness tolerance
zones that apply to the part. One zone is for the
straightness of the entire length of the axis.Another zone
applies to the straightness of each
specified length of the axis. True orFalse?
-
7/22/2019 05.StraightnessMeasurement90
89/90
STRAIGHTNESS MEASUREMENT 89
5.15
Straightness of an axis per unit lengthestablishes two different
straightness tolerance
zones that apply to the part. One zone is for the
straightness of the entire length of the axis.Another zone
applies to the straightness of each
specified length of the axis. True orFalse?
-
7/22/2019 05.StraightnessMeasurement90
90/90
Thank You