Embed Size (px)
Citation preview
CHAIN IS ONLY as strong as the weakest link. You strengthen thatlink, only to find that a different component is the new weakest link.So it is with the modern combine, according to Gerald Foster, presi-dent of Sunnybrook Welding in Sunnybrook AB.
“The high throughput of the modern combine is very demanding on wearparts,” says Foster. “The power and capacity of the modern combine has grownto meet producers’ demands. There’s no doubt of that. But all that new capacityis going through a processor about the same size as it was in the 1970s.
“This puts a tremendous demand on the wear parts. The volume of after-market chrome-plated combine parts increased 10-fold from 1993 to 1997.Think of this. A big combine used to be 150 horsepower, of which 60 horse-power was required to move the machine around your field. Today it’s 300horsepower, yet it takes about the same 60 horsepower to move the combine.All that extra power is available to the farmer for processing grain.
“A class six conventional combine has a 60-inch to 65-inch cylinder width.A class seven is 65 inches to 70 inches. We can push a lot more productthrough the combine today, but the bulk of that grain still is concentrated atthe centre of the cylinder, regardless of how wide you make it.”
Ray Steukle revisitedFarmers are back in the spot they were 25 years ago, when Ray Steukle told
them what was wrong with combines. But the reasons are different.Manufacturing technology is better today, so cylinders and concaves are better.But surface-hardening technology has become the new weak link in the chain.
Foster says a modern cylinder and concave might each have a one-eighth-inch flex in the centre, creating a quarter-inch gap. But the problem is moredifficult to identify today, because manufacturers use higher-grade steel that
springs back to its original shape when thecombine stops.
“High quality material like 1040 and 1045is now being used. You set up the combinewith no product on the concave and it looksgreat. But when you’re running, it sags in themiddle. When you stop, it bounces back andyour settings look good again,” says Foster.
“Now compound this flex problem withmetal loss you’re experiencing in those highwear areas because of the higher capacity,and you can be throwing a lot of grain outthe back.”
Chrome plate chips“When you use chrome to harden those
high wear surfaces, the wear problem occursvery rapidly once the chrome layer begins tochip off. Chrome treatment doesn’t actuallyharden your metal surface at all. It merely addsa layer that’s anywhere from 10 thousandthsto 14 thousandths of an inch thick. The metalactually grows in size. You compensate for thiswhen you make your cylinder adjustments,”he says.
According to Foster, chrome usually doesn’twear thinner. It’s so hard that it maintains itsthickness until it chips off in pieces calledagglomerates. When the chips start to comeoff, there is bare metal in those spots. With noprotection, the metal wears quickly.
“An operator will notice two problemssimultaneously when the chrome surface startsto go. You get cracked grain and you getunthreshed heads. The gap in the middle sud-denly starts to open up, so you adjust to bringthings closer. That pinches the outer ends,giving you cracked grain. Even with the adjust-ment, the gap in the middle quickly becomeslarger as the metal wears, giving youunthreshed grain,” Foster says.
“The basic problem is that chrome adds anextra layer to the original surface of the steel.And just like the chrome on a car bumper, it’stemporary.”
Tiger II tanksFoster said he first thought about
researching the boron process in his weldingbusiness after reading a history book about mil-itary armor. German engineers built theirfamous, battle-durable Tiger II tanks usingboron treatment for the armor plating and thecannon barrel bore.
4 FARMING / November - December 2000
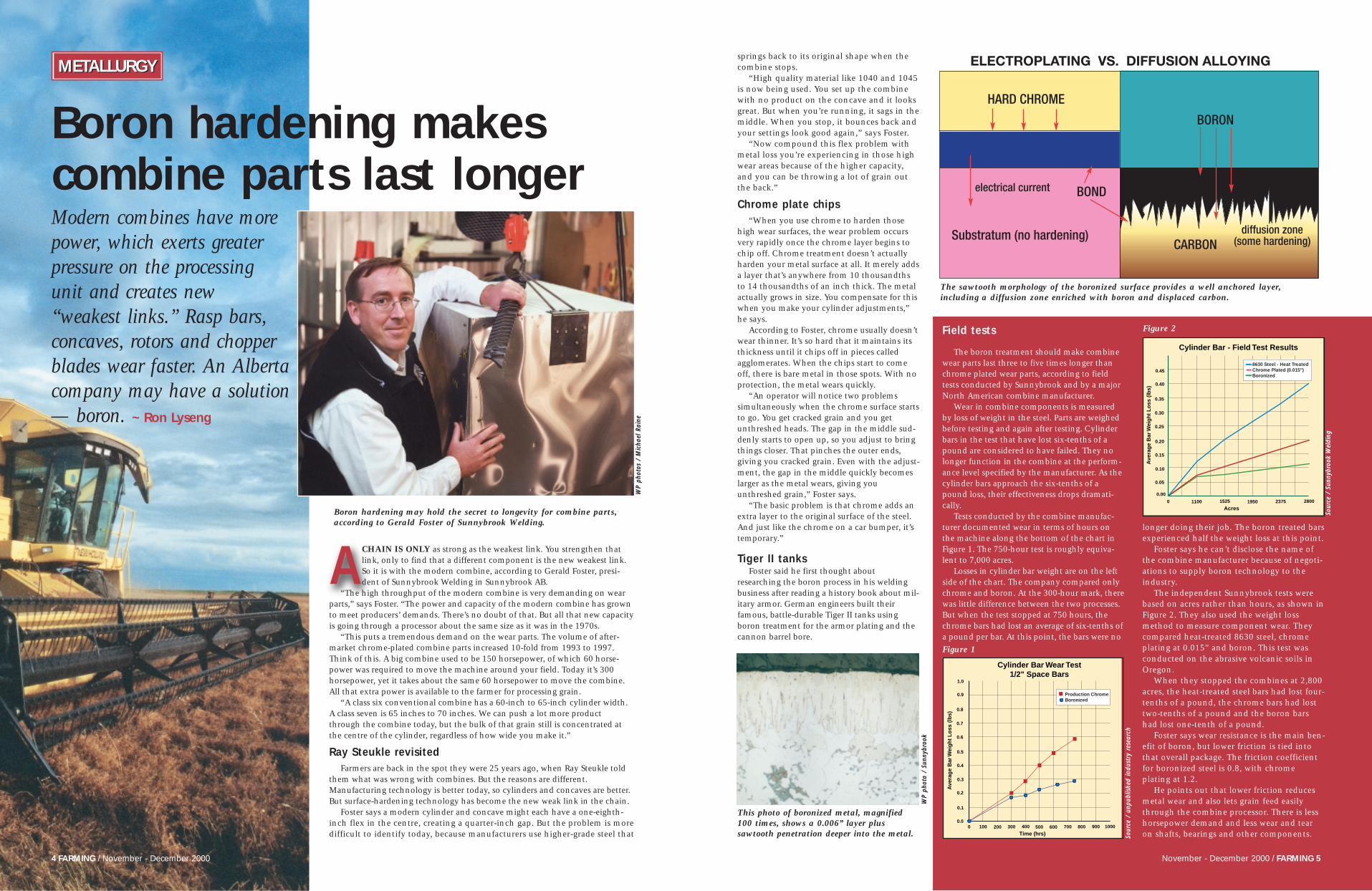
Boron hardening makescombine parts last longerModern combines have morepower, which exerts greaterpressure on the processingunit and creates new“weakest links.” Rasp bars,concaves, rotors and chopperblades wear faster. An Albertacompany may have a solution— boron. ~ Ron Lyseng
METALLURGYMETALLURGY
ABoron hardening may hold the secret to longevity for combine parts,according to Gerald Foster of Sunnybrook Welding.
WP
phot
os /
Mic
hael
Rai
ne
Field tests
The boron treatment should make combinewear parts last three to five times longer thanchrome plated wear parts, according to fieldtests conducted by Sunnybrook and by a majorNorth American combine manufacturer.
Wear in combine components is measuredby loss of weight in the steel. Parts are weighedbefore testing and again after testing. Cylinderbars in the test that have lost six-tenths of apound are considered to have failed. They nolonger function in the combine at the perform-ance level specified by the manufacturer. As thecylinder bars approach the six-tenths of apound loss, their effectiveness drops dramati-cally.
Tests conducted by the combine manufac-turer documented wear in terms of hours onthe machine along the bottom of the chart inFigure 1. The 750-hour test is roughly equiva-lent to 7,000 acres.
Losses in cylinder bar weight are on the leftside of the chart. The company compared onlychrome and boron. At the 300-hour mark, therewas little difference between the two processes.But when the test stopped at 750 hours, thechrome bars had lost an average of six-tenths ofa pound per bar. At this point, the bars were no
longer doing their job. The boron treated barsexperienced half the weight loss at this point.
Foster says he can’t disclose the name ofthe combine manufacturer because of negoti-ations to supply boron technology to theindustry.
The independent Sunnybrook tests werebased on acres rather than hours, as shown inFigure 2. They also used the weight lossmethod to measure component wear. Theycompared heat-treated 8630 steel, chromeplating at 0.015” and boron. This test wasconducted on the abrasive volcanic soils inOregon.
When they stopped the combines at 2,800acres, the heat-treated steel bars had lost four-tenths of a pound, the chrome bars had losttwo-tenths of a pound and the boron barshad lost one-tenth of a pound.
Foster says wear resistance is the main ben-efit of boron, but lower friction is tied intothat overall package. The friction coefficientfor boronized steel is 0.8, with chromeplating at 1.2.
He points out that lower friction reducesmetal wear and also lets grain feed easilythrough the combine processor. There is lesshorsepower demand and less wear and tearon shafts, bearings and other components.
0.45
0.40
0.35
0.30
0.25
0.20
0.15
0.10
0.05
Ave
rag
e B
ar W
eig
ht
Lo
ss (
lbs)
Acres
Cylinder Bar - Field Test Results
0 1100 1525 1950 2375 2800
0.00
8630 Steel - Heat TreatedChrome Plated (0.015")Boronized
Figure 2
1.0
0.9
0.8
0.7
0.6
0.5
0.4
0.3
0.2
0.1
0.0
Ave
rag
e B
ar W
eig
ht
Lo
ss (
lbs)
Time (hrs)
Cylinder Bar Wear Test1/2" Space Bars
0 100 200 300 400 500 600 700 800 900 1000
Production ChromeBoronized
Figure 1
November - December 2000 / FARMING 5
This photo of boronized metal, magnified100 times, shows a 0.006” layer plussawtooth penetration deeper into the metal.
WP
phot
o /
Sunn
ybro
ok
Sour
ce /
Sun
nybr
ook
Wel
ding
Sour
ce /
unp
ublis
hed
indu
stry
res
earc
h
The sawtooth morphology of the boronized surface provides a well anchored layer,including a diffusion zone enriched with boron and displaced carbon.
November - December 2000 / FARMING 7
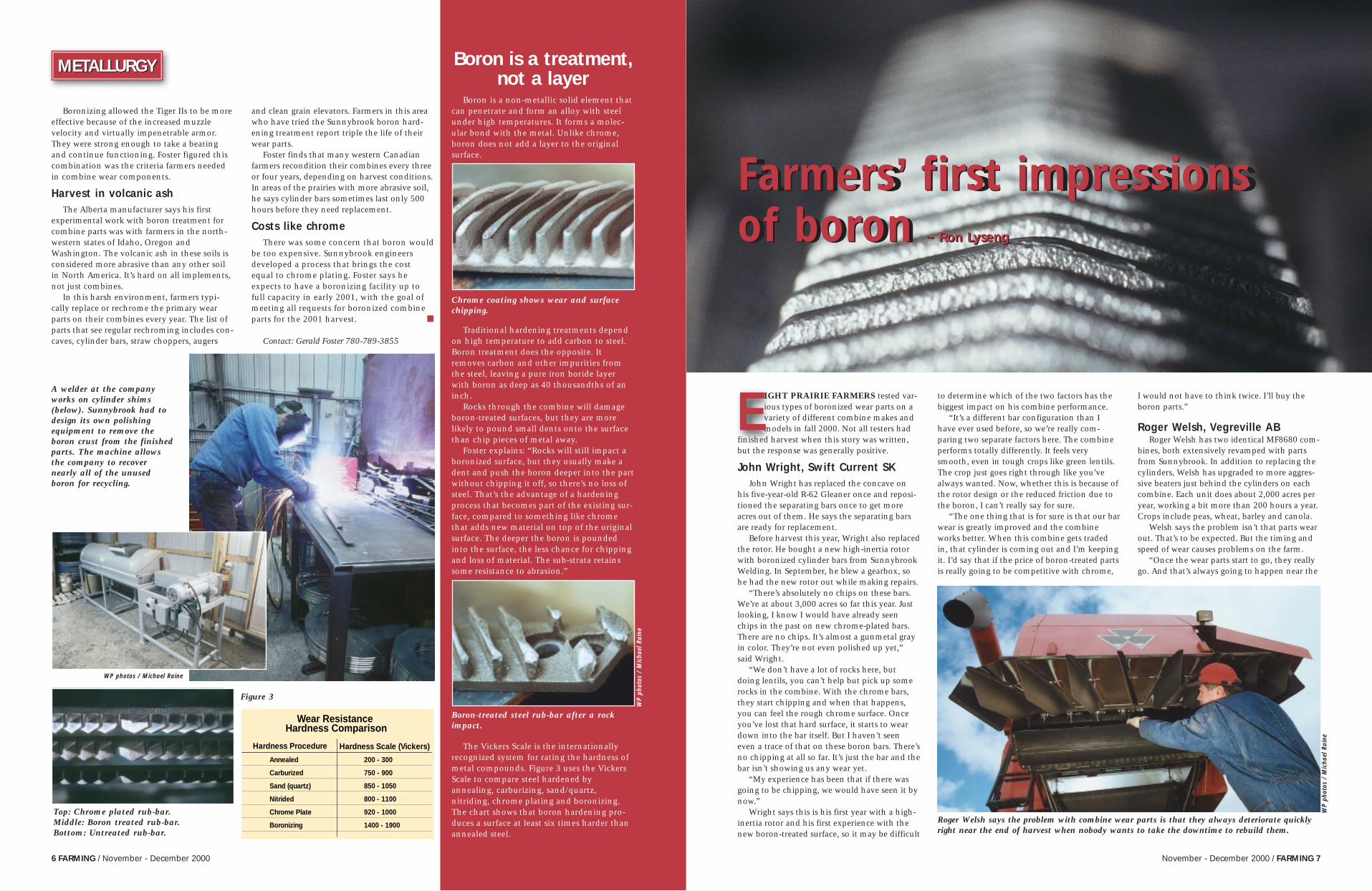
IGHT PRAIRIE FARMERS tested var-ious types of boronized wear parts on avariety of different combine makes andmodels in fall 2000. Not all testers had
finished harvest when this story was written,but the response was generally positive.
John Wright, Swift Current SKJohn Wright has replaced the concave on
his five-year-old R-62 Gleaner once and reposi-tioned the separating bars once to get moreacres out of them. He says the separating barsare ready for replacement.
Before harvest this year, Wright also replacedthe rotor. He bought a new high-inertia rotorwith boronized cylinder bars from SunnybrookWelding. In September, he blew a gearbox, sohe had the new rotor out while making repairs.
“There’s absolutely no chips on these bars.We’re at about 3,000 acres so far this year. Justlooking, I know I would have already seenchips in the past on new chrome-plated bars.There are no chips. It’s almost a gunmetal grayin color. They’re not even polished up yet,”said Wright.
“We don’t have a lot of rocks here, butdoing lentils, you can’t help but pick up somerocks in the combine. With the chrome bars,they start chipping and when that happens,you can feel the rough chrome surface. Onceyou’ve lost that hard surface, it starts to weardown into the bar itself. But I haven’t seeneven a trace of that on these boron bars. There’sno chipping at all so far. It’s just the bar and thebar isn’t showing us any wear yet.
“My experience has been that if there wasgoing to be chipping, we would have seen it bynow.”
Wright says this is his first year with a high-inertia rotor and his first experience with thenew boron-treated surface, so it may be difficult
to determine which of the two factors has thebiggest impact on his combine performance.
“It’s a different bar configuration than Ihave ever used before, so we’re really com-paring two separate factors here. The combineperforms totally differently. It feels verysmooth, even in tough crops like green lentils.The crop just goes right through like you’vealways wanted. Now, whether this is because ofthe rotor design or the reduced friction due tothe boron, I can’t really say for sure.
“The one thing that is for sure is that our barwear is greatly improved and the combineworks better. When this combine gets tradedin, that cylinder is coming out and I’m keepingit. I’d say that if the price of boron-treated partsis really going to be competitive with chrome,
I would not have to think twice. I’ll buy theboron parts.”
Roger Welsh, Vegreville ABRoger Welsh has two identical MF8680 com-
bines, both extensively revamped with partsfrom Sunnybrook. In addition to replacing thecylinders, Welsh has upgraded to more aggres-sive beaters just behind the cylinders on eachcombine. Each unit does about 2,000 acres peryear, working a bit more than 200 hours a year.Crops include peas, wheat, barley and canola.
Welsh says the problem isn’t that parts wearout. That’s to be expected. But the timing andspeed of wear causes problems on the farm.
“Once the wear parts start to go, they reallygo. And that’s always going to happen near the
Boronizing allowed the Tiger IIs to be moreeffective because of the increased muzzlevelocity and virtually impenetrable armor.They were strong enough to take a beatingand continue functioning. Foster figured thiscombination was the criteria farmers neededin combine wear components.
Harvest in volcanic ashThe Alberta manufacturer says his first
experimental work with boron treatment forcombine parts was with farmers in the north-western states of Idaho, Oregon andWashington. The volcanic ash in these soils isconsidered more abrasive than any other soilin North America. It’s hard on all implements,not just combines.
In this harsh environment, farmers typi-cally replace or rechrome the primary wearparts on their combines every year. The list ofparts that see regular rechroming includes con-caves, cylinder bars, straw choppers, augers
and clean grain elevators. Farmers in this areawho have tried the Sunnybrook boron hard-ening treatment report triple the life of theirwear parts.
Foster finds that many western Canadianfarmers recondition their combines every threeor four years, depending on harvest conditions.In areas of the prairies with more abrasive soil,he says cylinder bars sometimes last only 500hours before they need replacement.
Costs like chromeThere was some concern that boron would
be too expensive. Sunnybrook engineersdeveloped a process that brings the costequal to chrome plating. Foster says heexpects to have a boronizing facility up tofull capacity in early 2001, with the goal ofmeeting all requests for boronized combineparts for the 2001 harvest. ■
Contact: Gerald Foster 780-789-3855
Boron is a non-metallic solid element thatcan penetrate and form an alloy with steelunder high temperatures. It forms a molec-ular bond with the metal. Unlike chrome,boron does not add a layer to the originalsurface.
Traditional hardening treatments dependon high temperature to add carbon to steel.Boron treatment does the opposite. Itremoves carbon and other impurities fromthe steel, leaving a pure iron boride layerwith boron as deep as 40 thousandths of aninch.
Rocks through the combine will damageboron-treated surfaces, but they are morelikely to pound small dents onto the surfacethan chip pieces of metal away.
Foster explains: “Rocks will still impact aboronized surface, but they usually make adent and push the boron deeper into the partwithout chipping it off, so there’s no loss ofsteel. That’s the advantage of a hardeningprocess that becomes part of the existing sur-face, compared to something like chromethat adds new material on top of the originalsurface. The deeper the boron is poundedinto the surface, the less chance for chippingand loss of material. The sub-strata retainssome resistance to abrasion.”
The Vickers Scale is the internationallyrecognized system for rating the hardness ofmetal compounds. Figure 3 uses the VickersScale to compare steel hardened byannealing, carburizing, sand/quartz,nitriding, chrome plating and boronizing.The chart shows that boron hardening pro-duces a surface at least six times harder thanannealed steel.
Boron is a treatment,not a layer
Chrome coating shows wear and surfacechipping.
Boron-treated steel rub-bar after a rockimpact.
METALLURGYMETALLURGY
Roger Welsh says the problem with combine wear parts is that they always deteriorate quicklyright near the end of harvest when nobody wants to take the downtime to rebuild them.
E
6 FARMING / November - December 2000
A welder at the companyworks on cylinder shims(below). Sunnybrook had todesign its own polishingequipment to remove theboron crust from the finishedparts. The machine allowsthe company to recovernearly all of the unusedboron for recycling.
WP photos / Michael Raine
WP
phot
os /
Mic
hael
Rai
ne
WP
phot
os /
Mic
hael
Rai
ne
Farmers’ first impressions of boron ~ Ron Lyseng
Farmers’ first impressions of boron ~ Ron Lyseng
Hardness Procedure Hardness Scale (Vickers)
Annealed 200 - 300
Carburized 750 - 900
Sand (quartz) 850 - 1050
Nitrided 800 - 1100
Chrome Plate 920 - 1000
Boronizing 1400 - 1900
Wear Resistance Hardness Comparison
Figure 3
Top: Chrome plated rub-bar.Middle: Boron treated rub-bar.Bottom: Untreated rub-bar.

end of the harvest when you don’t want tostop and take the time to re-build the combine.So the tendency is to let it go and keep runninguntil harvest is finished,” he says.
“Nobody minds doing this work in the off-season. But when you should be combining,the time and labor is a big factor. The ham-mers and knives on straw choppers aren’t sohard to get to. But to pull a cylinder tochange rub bars, when you should be outcombining, is a bit of a job. It’s never a goodsituation to be in.”
Before harvest started this year, Welshinstalled new boron-treated rub bars on onecombine and new straw chopper knives onthe other. Some of the new knives wereboron-treated. Others were factory originalequipment.
“Everything started fresh at zero hours. Allthe knives are brand new this year. At 40hours, you can already see a substantial differ-ence in the knives. The steel in the untreatedstraw chopper hammers is starting to polish
off and they’re starting to warp. The boron-treated hammers have a bit of a gloss tothem, but that’s all. There’s no rounding offof any of the factory forging markings on theraw metal. Once we get a full season, we’ll bein a better position to make a better judg-ment of the difference,” he says.
“These 8680 straw choppers are made byRedekop. They’re high-speed choppers andthey force the material out quite a distancebehind the combine. So these knives are veryfast-wearing items. I don’t know if this wear iscommon for all straw choppers, but I know Iwas concerned when I removed the originalknives from last year. They only had 220threshing hours and it looks like the steel ismaybe good for only one more season.
“On the cylinder, we left the old rub barsfrom last year in place on the outside halfand put the boron-treated rub bars on themiddle, where they get more abuse. I lookedin on these new rub bars, but I don’t haveenough hours yet to say anything for sure.”
Welsh doubts the boron-hard-ened bars will help combineperformance while everything isnew. He doesn’t think the reducedfriction will make much difference.
“But when things start to weardown and you’re trying to workwith something that’s half worn outand not pulling the materialthrough, that’s when I think we’llreally see the difference compared tothe original factory parts,” he says.
“From what I’ve seen so far, theboron material has a very slow-wearing characteristic, so it will belike working with new equipmentall the time, or at least for a longertime. I think it might be up aroundthe 500-hour mark where we reallysee the advantage. And when it doesstart to wear, it’s not going to go offall of a sudden. That’s the importantthing.
“It’s sort of like a shaver whenthe heads get dull. Finally one dayyou take the time to put in newheads and your shaver is like brandnew again. Same with a combine,only it’s a major time factor toinstall new parts. Slow, predictablewear on these parts is a good thing.That’s why boron looks promising.”
Brian Jones, Pendleton,Oregon
Brian Jones was the first farmer totest the Sunnybrook prototypeboron-treated parts. He harvests5,000 to 6,500 acres a year using twoGleaner R-72 combines. They grow alot of soft white dwarf wheat, whichis hard on combines because they cutlow and the crop often yields 120bushels per acre or more. The soil
makes matters more challenging.“Volcanic ash dust is always blowing
around. There’s no real topsoil here.Everything we have has been blown in fromthe volcanoes over time. It’s very abrasive,like sandblasting material. It never reallybecomes what you could call topsoil. It seemsto remain a gritty dust forever,” says Jones.
“We have the highest implement wearanyplace on the continent. That’s whyeveryone around here switched over tochrome surfacing years ago. A few years ago,we were in a pinch because we couldn’t getour hands on any chrome cylinder bars foran N-7 we were running. So we just put inthe black hardened-steel OEM bars. Theylasted 60 hours and they were shot, fin-ished.”
Jones says industrial hard chrome isn’t theanswer. Once it chips, the soft metal beloweats away quickly. And chrome chippingcauses hooking problems and adds to frictionwithin the combine. The wear was so badthat when he took the chrome bars out, theywere scraped and couldn’t be re-built.
“The worst part of it all is finishing yourharvest with bad equipment,” says Jones. “Ifyou have bars that are half worn out, they’rereally only 40 percent efficient. The first halfof the wear with chrome parts isn’t so bad,but then it drops off very quickly.”
It was the perfect situation for Foster totest his prototype boronized parts. He fittedone of the R-72 combines with boron-treatedcylinder bars in 1998.
Says Jones: “We put 300 hours on the com-bine that season. There was virtually no sign ofwear that we could see. We can get 300 to 500hours on chrome bars if we’re lucky. I’d saythat in our conditions, we will at least doublethe life of our wear parts if we use the borontreatment. It seems to penetrate the surface andpush the hardness down into the steel.” ■
Contact: John Wright 306-741-2900Roger Welsh 780-632-5578Brian Jones 541-278-4070
8 FARMING / November - December 2000
Top: Untreated worn face, thinned to bent over, withsome rock dents.Bottom: Boron treated, slight wear and some dentingfrom rocks.
METALLURGYMETALLURGY
Top: Untreated worn steel.Middle: Boronized, little wear.Bottom: Chrome plated. Chrome chipped, cupping onvertical faces.
“We have the highest implement wear anyplace on the continent.”
WP photos / Michael Raine
Brian Jones reconditions his combines oncea year.