-
8/12/2019 03 Rheology
1/10
Dairy Processing Handbook/Chapter 3 43
Several important factors need to be taken into consideration in
thedesign of food processing plants, in order to assure the quality
of the end
products. One of them is the question of rheology which concerns
theflow behaviour of the products.
In the dairy industry in particular, there are cream and
cultured milk products whose characteristics can be partially or
completely spoiled if their flow behaviour is not understood. What
follows here is a brief guideto the flow behaviour of some typical
dairy industry products.
Rheology
-
8/12/2019 03 Rheology
2/10
Dairy Processing Handbook/Chapter 3 44
1 0 - 4 1 0 - 2 10
0
1 0 2 1 0 4 1 0 6 1 0 8
1 E la s t ic V is c o e la s t ic V is c o u s
S o lid
Liq u id
S o lid
Gla s s
Relativestress
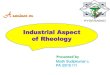
DefinitionRheology is defined as the science of deformation and
flow of matter. Theterm itself originates from Greek rheos meaning
'to flow'. Rheology isapplicable to all types of materials, from
gases to solids.
A main issue is also the measurement, adaptation and application
of viscosity data, which concerns the design calculations of
processingequipment.
The science of rheology is young, only about 70 years of age,
but itshistory is very old. In the book of Judges in the Old
Testament, theprophetess Deborah declared The mountains flowed
before the Lord...
Translated into rheological terms by Professor M. Reiner, this
expressionmeans everything flows if you just wait long enough , a
statement that iscertainly applicable to rheology. It was also
described by the Greek philosopher Heraclitus as panta rei
everything flows . Professor Reiner,together with Professor E.
Bingham, was the founder of the science of rheology in the
mid-1920s.
Rheology is used in food science to define the consistency of
differentproducts. Rheologically, the consistency is described by
two components,the viscosity (thickness, lack of slipperiness) and
the elasticity ('stickiness',structure). In practice, therefore,
rheology stands for viscosity measure-
ments, characterisation of flow behaviour and determination of
material structure. Basic knowledge of these subjects is essential
in process designand product quality evaluation.
Characterisation of materialsOne of the main issues of rheology
is the definition and classification of materials. Normal glass,
for instance, is usually defined as a solid material,but if the
thickness of an old church window is measured from top tobottom, a
difference will be noted. Glass does, in fact, flow like a
liquid,albeit very slowly.
One way of characterising a material is by its relaxation time,
i.e. the timerequired to reduce a stress in the material by flow.
Typical magnitudes of relaxation times for materials are:
Gases 10 2 seconds
Another way of defining materials rheologically is by the terms
viscous,elastic or viscoelastic. Gases and liquids are normally
described as viscousfluids. By definition an ideal viscous fluid is
unable to store any deformation
Time of applied deformation in seconds Fig. 3.1 Curves showing
the differences between viscous,viscoelastic and elastic materials
when subjected to deformation.
Rheology is defined as the science of deformation and flow of
matter.
The Deborah Number, D , namedafter the prophetess Deborah, is
away of characterising the flowbehaviour of a material. TheDeborah
Number is the ratiobetween time of relaxation andthe time of
observation:
time of relaxationtime of observation
Consequently, the DeborahNumber is large for materials of high
viscosity and low formaterials of low viscosity.
D =
-
8/12/2019 03 Rheology
3/10
Dairy Processing Handbook/Chapter 3 45
A
F
x
zydy
dv t
dv
energy . Hence, it is irreversibly deformed when subjected to
stress; it flowsand the deformation energy is dissipated as heat,
resulting in a rise of temperature.
Solids, on the other hand, are normally described as elastic
materials. Anideal elastic material stores all imposed deformation
energy and willconsequently recover totally upon release of stress.
A viscous fluid cantherefore be described as a fluid which resists
the act of deformation ratherthan the state of deformation , while
an elastic material resists the act as wellas the state of
deformation.
A number of materials show viscous as well as elastic
properties, i.e.they store some of the deformation energy in their
structure, while some islost by flow. These materials are called
viscoelastic ; there are manyexamples among foodstuffs such as
starch-based puddings, mayonnaiseand tomato pures.
ShearingIn rheology, shearing of a substance is the key to
knowledge of flowbehaviour and structure. A sheared flow is
achieved through flow betweenparallel planes, rotational flow
between coaxial cylinders where one cylinderis stationary and the
other one is rotating, telescopic flow through capillariesand
pipes, and torsional flow between parallel plates.
To enable study of the viscosity of a material, the shearing
must inducestationary flow of the material. The flow occurs through
rearrangement anddeformation of particles and through breaking of
bonds in the structure of the material.
Fig. 3.2 Different types of shearing.
If we want to study the elasticity (structure) of a material,
the shearingmust be very gentle so as not to destroy the structure.
Oneway to achieve this is to apply an oscillating shear to
thematerial, with an amplitude low enough to allow anunbroken
structure to be studied.
Shearing between parallel planes is normally used for thebasic
definition of shear stress and shear rate ,corresponding to how
much deformation is applied to thematerial and how fast.
Newtonian fluidsNewtonian fluids are those having a constant
viscositydependent on temperature but independent of the
appliedshear rate. One can also say that Newtonian fluids
havedirect proportionality between shear stress and shear rate
inlaminar flow.
Fig. 3.3 Definition of shear stress and shear rate is based on
shearing between parallel planes.
shear rate as
F = Force, N A = Area, m 2
and apparent viscosity of afluid as
a = s /
Shear stress is defined as
[Pas]
yx = dvdy
=
= d dt
dvdy
= [1/s]
F
A yx = [Pa]
-
8/12/2019 03 Rheology
4/10
Dairy Processing Handbook/Chapter 3 46
N e w t o n
i a n
A n t i - t
h i x o t r
o p i c
Shearstress
T h i x o
t r o p i c
S h e a rra te
Bingham plas tic
Shear -thick ening
Shear-thinning Viscoplas tic
V iscos ity
N e w to n ia n
V iscos ity
S h e a rra te
The proportionality constant is thus equal to the viscosity of
the material. The flow curve , which is a plot of shear stress
versus shear rate, will there-fore be a straight line with slope
for a Newtonian fluid. The viscosity curve ,which is a plot of
viscosity versus shear rate, will show a straight line at aconstant
value equal to .
A Newtonian fluid can therefore be defined by a single viscosity
value ata specified temperature. Water, mineral and vegetable oils
and pure sucrosesolutions are examples of Newtonian fluids.
Low-concentration liquids ingeneral, such as whole milk and skim
milk, may for practical purposes becharacterised as Newtonian
fluids.
Non-Newtonian fluidsMaterials which cannot be defined by a
single viscosity value at a specifiedtemperature are called
non-Newtonian. The viscosity of these materialsmust always be
stated together with a corresponding temperature andshear rate. If
the shear rate is changed, the viscosity will also change.Generally
speaking, high concentration and low temperature induce orincrease
non-Newtonian behaviour.
Apart from being shear-rate dependent, the viscosity of
non-Newtonianfluids may also be time-dependent , in which case the
viscosity is a functionnot only of the magnitude of the shear rate
but also of the duration and, inmost cases, of the frequency of
successive applications of shear. Non-Newtonian materials that are
time independent are defined as shear-thinning, shear-thickening or
plastic . Non-Newtonian materials that are time-dependent are
defined as thixotropic, rheopectic or anti-thixotropic.
Shear-thinning flow behaviour The viscosity of a shear-thinning
fluid (also known as pseudoplastic fluid )decreases with increasing
shear rate. Most liquid food systems belong tothis category of
fluids. The shear rate dependency of the viscosity can
differsubstantially between different products, and also for a
given liquid,
depending on temperature and concentration. The reason for shear
thinningflow behaviour is that an increased shear rate deforms
and/or rearrangesparticles, resulting in lower flow resistance and
consequently lower viscosity.
Typical examples of shear-thinning fluids are yoghurt, cream,
juiceconcentrates, and salad dressings. It should be noted that
althoughsucrose solutions show Newtonian behaviour independent of
concentration,fruit juice concentrates are always significantly
non-Newtonian.
Hence a non-Newtonian fluid like yoghurt or fruit juice
concentrate beingpumped in a pipe shows decreased apparent
viscosity if flow rate isincreased. This means in practice that the
pressure drop of a non-Newtonian fluid in laminar flow is not
directly proportional to the flow rate asfor Newtonian fluids in
laminar flow.
Shear-thickening flow behaviour The viscosity of a
shear-thickening fluid increases with increasing shear rate. This
type of flow behaviour is generally found among suspensions of
veryhigh concentration. A shear-thickening fluid exhibits dilatant
flow behaviour,
i.e. the solvent acts as a lubricant between suspended particles
at lowshear rates but is squeezed out at higher shear rates,
resulting in denserpacking of the particles. Typical examples of
shear-thickening systems arewet sand and concentrated starch
suspensions.
Plastic flow behaviour A fluid, which exhibits a yield stress,
is called a plastic fluid. The practicalresult of this type of flow
behaviour is that a significant force must be
applied before the material starts to flow like a liquid. This
is often referred toas 'the ketchup effect'. If the force applied
is smaller than the forcecorresponding to the yield stress, the
material stores the deformation
B i n g h
a m
p l a s t i
c
V i s c o
p l a s t i
c
Yieldstress
Shearstress
0
0 S h e
a r - t h
i n n i n g S h
e a r -
t h i c
k e n i n
g
N e w t
o n i a n
S h e a rra te
Fig. 3.5 Viscosity curves for Newtonian and non-Newtonian
fluids.
Fig. 3.6 Flow curves for time-dependent non-Newtonian
fluids.
Fig. 3.4 Flow curves for Newtonian and non-Newtonian fluids.
-
8/12/2019 03 Rheology
5/10
Dairy Processing Handbook/Chapter 3 47
V is c os ity
A n ti-th ixo trop ic
N e w to n ia n
T hixotr op ic
V is c os ity
S h e a rra te
energy, i.e. shows elastic properties, and hence behaves as a
solid. Oncethe yield stress is exceeded, the liquid can flow like a
Newtonian liquid andbe described as a Bingham plastic liquid, or it
can flow like a shear-thinningliquid and be described as a
viscoplastic liquid.
Typical plastic fluids are quarg, high pectin pineapple juice
concentrate,tomato paste and certain ketchups. Outside the liquid
food worldtoothpaste, hand cream and greases are typical examples
of plastic fluids.
A simple but still very effective way of checking a fluids
possible plasticproperties is to just turn the jar upside down. If
the fluid will not flow by itself it probably has a significant
yield value. If it flows by itself, but very slowly, itprobably has
no yield value but a high viscosity. Information of this kind is of
vital importance to process plant design regarding the dimensions
andlayout of storage and process tank outlets and pump
connections.
Time-dependent flow behaviour
Thixotropic fluids A thixotropic fluid can be described as a
shear-thinning system where theviscosity decreases not only with
increasing shear rate but also with time ata constant shear rate.
Thixotropic flow behaviour is normally studied in a
loop test . In this test, the material is subjected to
increasing shear ratesfollowed by the same shear rates in
decreasing order. The time-dependentthixotropic flow behaviour is
seen from the difference between theascending and descending
viscosity and shear stress curves. To recover itsstructure, the
material must rest for a certain period of time which
ischaracteristic for the specific material. This type of flow
behaviour is shownby all gel-forming systems. Typical examples of
thixotropic fluids areyoghurt, mayonnaise, margarine, ice cream and
brush paint.
Rheopectic fluids A rheopectic fluid can be described as a
thixotropic fluid but with theimportant difference that the
structure of the fluid will only recovercompletely if subjected to
a small shear rate. This means that a rheopecticfluid will not
rebuild its structure at rest.
Anti-thixotropic fluids An anti-thixotropic fluid can be
described as a shear-thickening system, i.e.one where the viscosity
increases with increasing shear rate, but also withtime at a
constant shear rate. As with thixotropic fluids, the flow
behaviouris illustrated by a loop test . This type of flow
behaviour is very uncommonamong foodstuffs.
Flow behaviour modelsFor the adaptation of viscosity measurement
data to process designcalculations some kind of mathematical
description of the flow behaviour isrequired. For that purpose
several models are available for mathematicaldescription of the
flow behaviour of non-Newtonian systems. Examples of such models
are Ostwald, Herschel-Bulkley, Steiger-Ory, Bingham, Ellis
andEyring. These models relate the shear stress of a fluid to the
shear rate, thusenabling the apparent viscosity to be calculated,
as always, as the ratiobetween shear stress and shear rate.
By far the most general model is the Herschel-Bulkley model,
also calledthe generalised power law equation , which in principle
is an extendedOstwald model. The main benefit of the generalised
power law equation isits applicability to a great number of
non-Newtonian fluids over a wide rangeof shear rates. Furthermore,
the power law equation lends itself readily to
mathematical treatment, for instance in pressure drop and heat
transfercalculations. The generalised power law equation is
applicable to plastic as well as
Fig. 3.7 Viscosity curves for time-dependent non-Newtonian
fluids.
= 1
log
K
s l o p e ( n - 1 ) s l o p
e n
log Shear stress
log viscosity
S h e a rra te
Fig. 3.8 Logarithmic flow and viscosity curves for a
shear-thinning power law fluid.
-
8/12/2019 03 Rheology
6/10
Dairy Processing Handbook/Chapter 3 48
shear-thinning and shear-thickening fluids according to the
following:
where = shear stress, Pa0 = yield stress, PaK = consistency, Pas
n = shear rate, s 1n = flow behaviour index
Suitable modification of the generalised power law equation
makes itpossible to rewrite it to express each type of flow
behaviour.
For Newtonian fluids the power law equation looks like this:(K =
h and n = 1):
For a plastic fluid, the power law equation is used in the fully
generalisedform, with n < 1 for viscoplastic behaviour and n = 1
for Bingham plasticbehaviour.
For a shear-thinning or shear-thickening fluid, the power law
equationbecomes:
with n < 1 and n > 1, respectively.For time-dependent
fluids, which in practice means thixotropic fluids, the
mathematical models required for description of rheological
behaviour aregenerally far more complex than the models discussed
so far. These fluidsare therefore often described by
time-independent process viscositiesnormally fitted to the power
law equation.
Typical dataSome typical data on shear rates, viscosities, power
law constants (n and K values), and yield stress values at around
room temperature (with theexception of molten polymers and molten
glass), are shown in Table 3.1.
The unit of viscosity is Pas (Pascal second), which is equal to
1 000mPas or 1 000 cP (centipoise). Please note also that all
viscosity figuresshould be regarded as examples only (around room
temperature) andshould NOT be used for calculations.
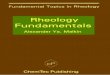
Measuring equipment The main types of viscometers are rotational
and capillary. Rotationalviscometers are of the spindle,
cone-plate, plate-plate or concentric cylindertype. The latter may
be of the Searle (rotating bob) or Couette (rotating cup)type.
Capillary viscometers may be of the atmospheric or pressurised
type.Generally speaking, rotational viscometers are easier to use
and moreflexible than capillary viscometers. On the other hand,
capillary viscometersare more accurate at low viscosities and at
high shear rates. However, forpractical use in liquid food
viscometry they are less applicable due to theirsensitivity to even
small particles like fruit juice fibres.
Instead, a special design of the capillary viscometer is the
tubular
( 0 ) = K n
= K = n
= K n
-
8/12/2019 03 Rheology
7/10
Dairy Processing Handbook/Chapter 3 49
Concentric cylinder
Fig. 3.9 Operating principles of different types of
viscometer.
Cone conePlate plate
Double cone plate Cone plate
Spindle type
Table 3.1
Some shear rates, viscosities, power law constants, and yield
stress values
Shear rates sedimentation 10 6 10 4 s 1chewing 10 1 10 2 s 1
stirring 10 1 10 3 s 1pumping 10 2 10 3 s 1spraying 10 3 10 4 s
1rubbing 10 4 10 5 s 1
Viscosities air 10 5 Paswater 10 3 Pasolive oil 10 1 Pasglycerol
10 0 Passyrup 10 2 Pasmolten glass 10 12 Pasglass 10 40 Pas
n and K values fruit concentrate n=0,7 K = 2 Pas nmolten
chocolate n=0,5 K = 50 Pas nsour milk n=0,3 K = 3 Pas nquarg n=0,3
K = 4 Pas napple pure n=0,3 K = 10 Pas ntomato paste n=0,2 K = 70
Pas ngrease n=0,1 K = 1000 Pas n
Yield stress ketchup 14 Pamustard 38 Pamayonnaise 85 Pa
viscometer, with a diameter of e.g. 25 or 38 mm compared to a
few mm forthe capillary type. The tubular viscometer is used for
the determination of the power law constants and is especially
suitable for particulate products.
The drawback of the tubular viscometer is that it often requires
largeproduct volumes and that the measuring system can be quite
bulky andexpensive.
Measurement of non-Newtonian fluids requires instruments where
theapplied shear rate is accurately defined, i.e. where the
shearing takes placein a narrow gap with a small shear rate
gradient. This fundamentalrequirement excludes viscometers where
the gap is too big or evenundefined, as it is in viscometers of
spindle type. It must be strongly
emphasised that viscosity measurements of non-Newtonian fluids
carriedout at undefined or out-of-range shear rates should not be
used as a basisfor quantitative analysis of viscosity figures or
rheological parameters.
Rotational viscometers are available as portable as well as
stationaryinstruments. Portable types usually come in a shockproof
case equippedwith all necessary accessories. They are basically
manually operated,although some manufacturers provide connections
for use with personalcomputers. Today many of the portable
instruments are equipped withprocessors capable of running the
viscometer according to the desiredscheme and also of storing all
measuring data for later download to aprinter or a PC.
Stationary installations are normally computer controlled for
automationof measuring sequences and data evaluation. The software
usually includes
possible fitting to a number of rheological models, plotting of
flow curves,etc. A rotational viscometer is normally insufficient
for carrying out a complete
-
8/12/2019 03 Rheology
8/10
Dairy Processing Handbook/Chapter 350
rheological analysis, for instance determination of structure
breakdown inyoghurt. This type of analysis requires a more
sophisticated instrument,generally called a rheometer. With a
rheometer, operating with torsionalvibration or oscillation rather
than rotation, the fluid can be rheologicallyanalysed without its
structure being destroyed. Typical applications areviscoelastic
fluids, for which a rheometer can be used to determine theviscous
and elastic properties of the fluid separately.
Ordinary viscometers and rheometers should not be used
formeasurement of substances with very high viscosities, such as
butter,cheese and vegetable fats. Certain types of penetrometers
are availableinstead, but these cannot be used to obtain scientific
rheological resultssince a penetrometer gives only empirical
information. A special type of consistometer is preferably used
within the tomato industry. This type of instrument gives the
result in so-called 0Bostwick, which is a unit applicableonly to
comparison of different products.
Measuring techniques Viscosity measurements should always be
carried out for arepresentative range of shear rates and
temperatures related tothe process to be studied. The intended use
of the measured datashould therefore be considered before measuring
takes place, forinstance if the viscosity data are to be used in
the design of a deepcooler or of the heating section of a
steriliser.
Due to practical limitations the maximum applicabletemperature
for most viscometers is around 90 C. At highertemperatures the risk
of evaporation from the surface of the testsample followed by skin
formation leading to increasedmomentum and hence false readings is
significant. Hence aspecial type of pressurised measuring system
has to be employed.With these systems temperatures up to 150 C are
possible, i.e. atypical sterilisation process up to 140 C can be
fully coveredregarding viscosity data. It is also most important
that thetemperature is kept constant during the test period and, of
course,that it is accurately measured. A temperature change of 3 C
canoften cause a change in viscosity of 10 per cent.
To increase the accuracy of data evaluation, measurements should
bemade at as many different shear rates and temperatures as
possible. Inaddition, heating effects must be considered. In a
substance containingwarm-swelling starch, for example, the
viscosities before and after heatingabove swelling temperature will
differ significantly.
Furthermore, storage conditions and time factors must be taken
intoconsideration. The rheological properties of many products,
e.g. fermenteddairy products, change with time, and if the purpose
of the viscositymeasurement is to supply data for process design,
the measurementsshould preferably be made in as close connection as
possible to the actualprocessing stage.
When measurements are performed at a regular basis the results
arepreferably stored in a database in order to facilitate
comparison of variousproducts. In practice all varieties of liquid
food products are uniqueregarding viscosity data, meaning that data
measured on one type of vanillapudding, one type of tomato pure or
one type of yoghurt cannot be safelyapplied to another type or
brand of a product with the same name or evenwith roughly the same
composition. However, with access to a databasecontaining data on a
substantial amount of products there is always apossibility to
extract a range of viscosities for a certain type of product incase
no other information is available.
Pressure drop in pipesSome useful equations are given below for
manual calculation of pressuredrop and shear rates for laminar pipe
flow. All equations are based on the
Fig. 3.10 Example of the result of a rheological analysis.
G' = elastic modulusG'' = viscous modulus = phase angle
0,1 0,2 10,5 2 5 10 20
200
100
50
20
80
60
40
20
G (Pa)
f (Hz)
()
G''
G'
-
8/12/2019 03 Rheology
9/10
Dairy Processing Handbook/Chapter 3 51
The new parameters are:w = duct width mh = duct height m
The parameters are:Q = flow rate m 3 /sr = duct radius mp=
pressure drop PaL = tube length m w = wall shear rate s
1
n = flow behaviour indexK = consistency coefficient Pas n
power law expression, as most food systems in processing
conditions canbe described by this expression.
The equations are applicable to Newtonian as well as
non-Newtonianfluids depending on the value of n used in the
calculation: n1 for shear-thickening (dilatant) fluids.
The relationship between flow rate and pressure drop and between
flowrate and wall shear rate in a circular channel is described as
follows:
or
and
The corresponding equations for rectangular channels are as
follows:
Pressure drop in fittingsFor calculation of pressure drop in
fittings, e.g. valves, bends, expansionsand tees, the following
equation can be employed:
with the parametersK f = friction loss coefficient = density of
fluid kg/m 3v = velocity of fluid m/s
3 n + 1( (n r p2 L K )1/n
)Q = r 3
p = (3 n + 1 )n r 3( Qn
)n
2 L K
r
(3 n + 1 )n r 3( w = Q )
p = K f r v
2
Values of the friction loss coefficient can be found in ordinary
chemical or
food engineering textbooks as well as in specialised rheological
textbooks.For laminar flow, however, the data found are scarce and
hence accurateestimation of pressure drop for typical liquid food
flow conditions is difficultto make.
Q = w h 2 4 n + 2
(n )
p = (4 n + 2 )nn
Q
w h 2((2 n + 1 )n Qw h 2( w =
(h p
2 L K
))n
2 L K
h
)
1/n
-
8/12/2019 03 Rheology
10/10
Dairy Processing Handbook/Chapter 352
Since the actual pressure drop is dependent on the type of fluid
as wellas on the type and shape of the restriction and the friction
loss, coefficientsshould therefore preferably be determined from
experimental data.