Embed Size (px)
Citation preview

1
Overview of the GIF MSR
System Activities
Presented by Victor Ignatiev
NRC “Kurchatov Institute”, Moscow
On behalf of MSR pSSC
12th INPRO Dialog Forum, Vienna, Austria, 14 April, 2016

There were two people at the [Manhattan Project]
metallurgical laboratory, Harold Urey, the isotope chemist, and
Eugene Wigner, the designer of Hanford, both Nobel Prize
winners who always argued that we ought to investigate
whether chain reactors, engineering devices that produced
energy from the chain reaction, ought to be basically
mechanical engineering devices or chemical engineering
devices. And Wigner and Urey insisted that we ought to be
looking at chemical devices—that means devices in which fuel
elements were replaced by liquids.
2
Mechanical engineering device presumes that the fuel (solid) has tobe used in a max condensed form that excludes reprocessing and hasadvantage of technical simplicity while reactor operating.
Chemical engineering device has not only possibilities of generalbenefits such as unlimited burn-up, easy and relatively low cost ofpurifying and reconstituting the fuel (fluid), but also there are somemore specific potential gains.

• The use of fluid fuel does not mean that FPs are
more movable in matrix. Indeed, some FPs are
soluble and thus are kept in the melt. Others, that
are volatile, could been removed from fuel during
operation.
• The numbers of barriers is not a magic number.
What is of real importance is a reliability of barriers.
And if one wants to keep a number of barriers, why
shouldn't we to put an additional guard vessel for
fluid fuel reactor?
3
Sometimes the critics of the MSR say
that the use of liquid fuel means the loss
of safety barrier (fuel cladding)

4
Molten Salt Reactor Technology Has
60+-yr Development History in the U.S.
• Originally proposed by Bettis and Briant of ORNL in late 1940’s
• Aircraft Nuclear Propulsion Program (1946 – 1961)
– Aircraft Reactor Experiment (1953 – 1954)
– Aircraft Reactor Test (1954 – 1957)
• Experimental Molten Salt Fuel Power Reactor (1960)
• Molten Salt Reactor Experiment (1960 – 1969)
• Collaboration with India on MSR (1968)
• Molten Salt Breeder Experiment (1970 – 1976)
• Molten Salt Breeder Reactor (1970 – 1976)
• Denatured Molten Salt Reactor (1976-1980)

Design MSBR DMSR
Reactor thermal power, MW 2250 2250
Overall plant efficiency, % 44 44
Fuel salt inlet/outlet, °C 566 / 704 566 / 704
Coolant salt inlet/outlet, °C 454 / 621 454 / 621
Steam conditions, MPa/ °C 24.3/ 538 24.3/ 538
Core height/diameter, m 4.0 / 4.3 8,3 / 8,3
Salt volume fraction in core, % 13 /37 20
Average core power density, MW /m3 39 5
Estimated core graphite life, years 4 30
Total fuel salt volume, m3 48.7 104
Thorium / Fissile inventory, t 68 / 1.47 140 / 2.37
Breeding ratio 1.06 0,85 (0,8)
Molten salts fluorides
were developed
originally for MSR in
1970s to reflect Gen II,
but not Gen IV
objectives
Gen II Th-U MSRs had
mainly graphite
moderated cores

Reactor Fuel Cycle MWe yr / t (Unat+ Th)
LWR UO2 open, 3yr 3.5 closed, 3 yr 6.3
Th-met. open, 3 yr 3 closed, 3 yr 12.6
MSCR UF4 open, 30 yr 17.2 closed, 30 yr 31.2
)(/)()( tGtQt =α
LWR LWR LWR MSR MSR
Requirement No Recycle
(Once through)
Recycle U
(Re-enrichment)
Recycle U & Pu
(Full Reprocessing)
DMSR MSCR
U3O8, tons 5,395 4,342 3,411 796 565
MSR's resource extension is supported by NRC "Kurchatov Institute“ investigators of
MSCR without chemical processing, when a LWR required 5 times the resources
that a MSCR did, and a Th fueled LWR 2.5 times the resources
Q(T) – energy produced for the period t
G(t) – integral consumption of natural U and Th
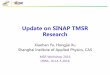
Reactor
GraphiteModerator
PurifiedSalt
ChemicalProcessing
Plant
FreezePlug
Critically Safe, PassivelyCooled Dump Tanks(Emergency Cooling andShutdown)
Low accident source term withcontinuous removal of mobilefission products
Low pressure (molten saltboiling point ~1400 C)o
Low chemical reactivity
Passive cooling by dumpingfuel to cooled tanks
FuelSalt
566 Co
704 Co
Reactor
GraphiteModerator
PurifiedSalt
ChemicalProcessing
Plant
FreezePlug
Critically Safe, PassivelyCooled Dump Tanks(Emergency Cooling andShutdown)
Low accident source term withcontinuous removal of mobilefission products
Low pressure (molten saltboiling point ~1400 C)o
Low chemical reactivity
Passive cooling by dumpingfuel to cooled tanks
FuelSalt
566 Co
704 Co
MSCR without chemical processing has a high efficiency of natural U and Th resources consumption and
different safety approach that allows passive safety in large unitSource: Novikov (KI) 1990

MSR Projects & Facilities in RussiaIn Russia, the MSR program was started in the second half of 70th. These studies of the MSR
technology were mainly directed on the development of the Th-U graphite moderated concepts.
Existing facilities in Russia provide strong support to molten salt R&D
1998-2014: ISTC#1606 and ISTC#3749, Feasibility of fast MS burner of long-lived radwastes.
2007-2008: Rosatom. Analysis of perspective options for SNF management.
2009-2015: Bilateral Rosatom – Euratom projects, MARS - EVOL, PYROSMANI - SACSESS

8
Different reactor concepts using molten salt are discussed an GIF
MSR pSSC meetings– Molten Salt Fuelled Reactors (the circulating salt is the fuel +
coolant)
» MSR MOU Signatories France EU and Switzerland work on Th-U MSFR (Molten Salt Fast Reactor). Switzerland joined MOUin 2015.
» Russian Federation works on MOSART (Molten Salt ActinideRecycler & Transmuter) with and without Th-U support. RFjoined the MOU in 2013
» China, Japan and South Korea work on Th-U TMSR withgraphite moderator
– Molten Salt Cooled Reactors (solid fuelled )
» USA and China work on FHR (fluoride-salt-cooled high-temperature reactor) concepts and are Observers to the PSSC
» Australia works with China on materials development forMSR and FHR Australia is joining the MOU in 2016

9
Fluoride-salt-cooled reactors combine three technologies
• Fuel: high-temperature coated-particle fuel developed for high-temperature gas-cooled reactors (HTGRs) with failure temperatures >1650C• Coolant: high-temperature, low-pressure liquid-salt coolant (7Li2BeF4) with freezing point of 460°C and boiling point >1400C (transparent• Power Cycle: nuclear air-Brayton combined power cycle with GE 7FB compressor
Candidate FHR Demonstration (ORNL) Mk1 PB-FHR flow schematic (UCB)

10
• Purpose for CRADA is to Accelerate Development of FHRs
• CRADA supports and is funded by SINAP’s thorium MSR
program
• CRADA is limited to solid fueled MSRs
– Nearly all technology developed will be applicable to
MSRs
– CAS is providing the entirety of CRADA funding, with an
estimated $5 million a year.
– The collaborations under the new agreement are
authorized for 10 yrs.
• University lead integrated research projects ($5 M each) focused on
addressing technical issues for FHRs initiated from 2015 till to 2018
– MIT, UC-Berkeley, U-Wisconsin, and U-New Mexico form one team
– Georgia Tech, Texas A&M, and Ohio State form other team
• US-Czech collaboration on F7LiBe reactivity worth measurement is under
development
U.S. and China Have Begun Cooperating R&D on FHR (CRADA)
DOE’s Focused Investment in FHRs is Through University Research

The near-term Goal of TMSRs project :
�2MW Molten Salt Reactor with liquid fuel (∼2022) TMSR Reactor Site
Source: Zimin Dai (SINAP) 2015
CAS has initiated a TMSR program with
similar to prior US graphite moderated cores
and has provided resources for R&D, design
and construction of MSR test reactor in China.

The grand objective of SAMOFAR is:– prove the innovative safety concepts of MSFR,– deliver breakthrough in nuclear safety and waste management– create a consortium of stakeholders to demonstrate MSFR beyond SAMOFAR
Main results will be:–experimental proof of concept–safety assessment of the MSFR–update of the conceptual MSFR– design roadmap and momentum among stakeholders
SAMOFAR Project (Started 08/2015: 4 years, Euro 5M)
“A paradigm Shift in Nuclear Reactor Safety with Molten Salt Reactor”
EU Partners: TU-Delft, CNRS, JRC, CIRTEN, IRSN, AREVA, CEA, EDF, KIT, PSI, CINVESTAV
Non EU partners: SINAP (China), Univ. of New Mexico (USA) and KI (Russia)
• Integral safety assessment
• Safety related data
• Experimental validation
• Numerical assessment
• Materials compatibility
• Salt chemistry control
• Fuel salt processing
Technical work-packages:
Collaborations: Europe

MOSART
MSFR
Fuel circuit MOSART (RF) MSFR (EU)
Fuel salt,
mole %
LiF-BeF2+1TRUF3
LiF-BeF2+5ThF4+1UF4
78.6LiF-12.9ThF4—3.5UF4--5TRUF3
77.5LiF-6.6ThF4-12.3UF4-3.6TRUF3
Temperature, оС 620 - 720 650 - 750
Core radius /
height, m
1.4 / 2.8 1.13 / 2.26
Core specific
power, W/cm3
130 270
Container material
in fuel circuit
Ni-Mo alloy
HN80MTY
Ni-W alloy
ЕМ 721
Removal time for
soluble FPs, yrs
1 - 3 1 - 3
• strong negative feedback coefficients• good breeding ratio• no problem of graphite life-span
• relatively high initial loading
Liquid fuel and no solid moderator inside the core ⇒ possibility to reach specific power much higher than in a solid fuel
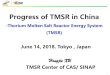
Fast
Spectrum
Configuration

Heat source, W/m3
T max wall: 947 K;
T max fluid : 1192 KVelocity, m/s
r = 1,65 m
Li,Be,TRU/F MOSART Core
Core satisfies two most important
requirements:
•maximum temperature of solid
reflectors is low enough to allow it
use for suitable time
•regions of reverse or stagnant
flow are avoided

15
Component Cycle
times
Removal
operation
Kr, Xe 50 sec He Sparging
Zn,Ga,Ge,As,Se,Nb, Mo,Cd,InSn,Sb,Te,Ru, Rh,Tc
2.4 hr Plating out on surfaces +To off gas ystem
Zr
1-3 yrs
Reductiveextraction,
Oxideprecipitation,
Electrodeposition
Ni, Fe, Cr
Np, Pu, Am, Cm
Y,La,Ce,Pr,Nd,Pm,Gd,Tb,Dy,Ho,Er,Sm,Eu
Sr, Ba, Rb, Cs >30 yr
Li, Be, Na Salt discard
Reductive extraction of An’s from molten salt into liquid
bismuth with their subsequent re-extraction into purified salt
flow is the most acceptable way of An recycling
MOSART Fuel Clean up:

In the Li,Be/F MOSART core without U-Th
support it is possible to burn TRUs from used LWR fuel with
MA/TRU ratio from 0.1 up to 0.45 within solubility limit
� Single fluid 2.4GWt core with the rare earth removal time 1 yr containing as
initial loading 2 mole% of ThF4 and 1.2 mole% of TRUF3, after 12 yrs can operate
without TRUF3 make up basing only on Th support
� At equilibrium molar fraction of fertile material in the fuel salt is near 6 mole %
and it is enough to support the system with CR=1

MOSART safety basis
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.0
1.1
0 50 100 150 200 250 300
Time [sec]
rel.
P
ow
er
[fr
]
Power_th
Flux_N
Flow_Cool
550
600
650
700
750
800
850
900
0 50 100 150 200 250 300
Time [sec]
Te
mp
era
ture
[C
]
Fuel_av
Salt_out
Salt_in
Graph_av
ULOF
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.0
1.1
0 50 100 150 200 250 300
Time [sec]
rel.
P
ow
er
[fr
]
Power_th
Flux_N
Flow_Cool
550
600
650
700
750
800
0 50 100 150 200 250 300
Time [sec]
Te
mp
era
ture
[C
]
Fuel_av
Salt_out
Salt_in
Graph_av
ULOH
0.0
0.5
1.0
1.5
2.0
2.5
3.0
0 50 100 150 200 250 300
Time [sec]
rel.
P
ow
er
[fr
]
Power_th
Flux_N
Flow_Cool
500
550
600
650
700
750
800
850
900
0 50 100 150 200 250 300
Time [sec]T
em
pe
ratu
re
[C]
Fuel_av
Salt_out
Salt_in
Graph_av
Over-Cooling
0.0
0.5
1.0
1.5
2.0
2.5
3.0
3.5
4.0
4.5
0 2 4 6 8 10
Time [sec]
rel.
P
ow
er
[fr
]
Power_th
Flux_N
Flow_Cool
550
600
650
700
750
800
850
0 2 4 6 8 10
Time [sec]
Te
mp
era
ture
[C
]
Fuel_av
Salt_out
Salt_in
Graph_av
UTOP+200pcm
The MOSART reactor is expected not to be seriously challenged
by the major, unprotected transients such as ULOF, ULOH,
overcooling, or even UTOP

Company Spectrum Feed Processing Notes
Terrestrial
Energy
Thermal LEU Gas stripping and
mechanical filtering
Canadian company
DMSR - Replace vessel with
salt every seven years
ThorCon Power Thermal LEU Gas stripping and
mechanical filtering
DMSR - Replace vessel with
salt every seven years
Transatomic Thermal &
Epithermal
LWR TRU or Th ZrH moderator would require
significant advances in
cladding. Not apparent that
version from white paper can
maintain criticality.
FLiBe Energy Thermal Th Two Fluid MSBR Close analogy to historic MSR
program
Terra Power Fast No
enrichment
after startup
Polishing only Chloride salt
Hatch Thermal Canadian company
Waterfall design
Moltex Fast Polishing only UK company; Chloride salt
MSRs Are Currently Being Developed Under
Commercial Private and Government Sponsorship

RIAR Radiochemical Division
MCFR Commercial Development Roadmap Has 3 Phases
Early validation
• Completed by 2019
• Supported jointly by U.S. Government and Southern Nuclear Services led consortium
Critical test reactor
• Mid 2020s
Commercial prototype
• By 2035
Contract is still under negotiation.
The MCFR core is composed of the
reactor vessel, fuel salt, neutron
reflectors, and primary heat
exchangers.
Image courtesy of TerraPower
Heat exchanger
Neutron reflectors
Vessel
Main fuel
salt inventory

20
• Ni-based alloys embrittle under high neutron fluxes at high temperature
– Refractory alloys and structural ceramic composites remain at a low
technology readiness levels
• High power density reactors challenge heat exchanger material mechanical
performance and reflector/shield material temperatures
– Minimizing ex-core fuel volume necessitates high performance heat
exchangers
– Strengthening alloy microstructures dissipate over time at temperature
• Proper chemistry control is imperative
– Alkali halide salts can be highly corrosive
– Ratio of U4+/ U3+ is key to maintaining low corrosivity
• Molten salts can generate substantial amounts of tritium
– Especially lithium bearing salts
• Fast spectrum MSR’s operate near solubility limits for actinide trifluorides to
maintain criticality
The adoption within Gen IV of MSFR
designs have introduce new challenges

Preparative Chemistry and Salt Purification• Most suppliers of halide salts do not provide materials that can be used directly.
• The major impurities that must be removed to prevent severe corrosion of thecontainer metal are moisture/oxide contaminants.
• Once removed, these salts must be kept from atmospheric contamination byhandling and storage in sealed containers.
• During the US MSR program, a considerable effort was devoted to saltpurification by HF/H2 sparging of the molten salt. In addition to removingmoisture/oxide impurities, the purification also removes other halidecontaminants, such as chloride and sulfur.
• In our purifications the gaseous agent (HF) was in some cases replaced by solid ammonium hydrofluoride (NH4HF2, Tm ≈ 125 0C ), which is safer and more convenient in use for the removal of impurity oxide compounds from metal fluorides and for the conversion of U and Th oxides to fluorides.
MeO2 + 4NH4HF2 → MeF4 + 4NH4F ↑ + 2H2O ↑ (Tmax = 350-400 0C)
• To carry out these processes do not require expensive equipment and specialsafety measures. The purified anhydrous fluorides of metals was obtained, whichare used for the preparation of fluoride salt melts of different composition.
Production of anhydrous constituents->Melting -> Filtration -> Zone
recrystallization -> met.Th or Zr or Be treatment

22
Effect of Additions to Fuel Salt on Corrosion
The following tabulation classifies materials as those that
have been beneficial and those that have not:
Beneficial: Na, Be, Al, Cr, Li, Cu, NaH, Ca, Mo, Ti, Zr
Not beneficial: Si, Zn, Fe, AgNaI, KCl, MnO2, NiF2, FeF3, CrF2, NaCl, LiIO3
Elements of material can be oxidized by the following reactions:
Oxidation reaction: M � Mn+(F)n + ne
Reduction reaction: Ox (F)x + ne � Red(F)x-n
If the oxidation is UF4: 2UF4 + M <--> 2UF3 + MF2 (n=2)
Order that reflects the oxidation scale : Cr > Fe >> Ni > Mo > W
Because the products of oxidation of metals by fluoride
melts are quite soluble in corroding media, passivation
is precluded, and the corrosion rate depends on other
factors, including: oxidants, thermal gradients, salt flow
rate and galvanic coupling

UF4 Containing Corrosion Loop
77.5LiF-20ТhF4-2.5UF4+Te:
75LiF-20ТhF4 +5BeF2+хUF4+Te:
A simple voltammetric method was developed at ORNL for the determination of U(IV)/U(III) ratio.
The method involves the measurement of the potential difference between the equilibrium potential
of the melt, measured by an inert platinum electrode immersed in melt and voltammetric equivalent
of the standard potential of the U(IV)/U(III) couple E1/2.
For linear sweep voltammetry at a stationary electrode, the polarographic half-wave potential E1/2
corresponds to the potential on voltammogram at which the current is equal to 85.2% of the peak
current.

Additions of Alloy-N Specimens and Be to Fuel Salt
To create strongly reduction conditions in fuel
salt system, it is necessary to support low
values U(IV)/U(III)

25
Max temperature of fuel salt in
the primary circuit made of
Alloy N is mainly limited by Te
IGC under strain depending on
salt Redox potential
MSR Commercial Deployment Depends
Upon Resolving Multiple Materials Issues

• The experimental facility is developed to study
compatibility of Ni-based alloys under various
mechanical loads to the materials specimens with fuel
salts containing Cr3Te4 with redox potential
measurement
• LiF-BeF2-ThF4-UF4: 5 tests of 250 hrs each at fuel
salt temperature till to 750оС and [U(IV)]/[U(III)] ratio
from 0.7 to 500
• LiF-BeF2-UF4: 3 tests of 250 hrs each at fuel salt
temperature till to 800оС and [U(IV)]/[U(III)] ratio from
30 to 90
Test [UF3+UF4]]
mole %
[U(IV)]/
[U(III)]
ToC
Impurity content in the fuel salt after test, wt. %
Ni Cr Fe Cu Te
1 0.64 0.7 735 0.0034 0.0018 0.054 0.002 0.015
2 2.1 4 735 0.0041 0.0019 0.006 0.0012 0.0032
3 2.1 20 735 0.009 0.0055 0.003 0.001 0.015
4 2.0 500 735 0.26 0.024 0.051 0.019 0.013
5 2.0 100 750 0.22 0.031 0.065 0.055 0.034
U(IV)/U(III)
Alloy N exposed in salt containing LixTe and CryTex
undergoes grain IGC. The embrittlement is a function of the chemical activity of Te
associated with the telluride. Controlling the oxidation potential of the salt coupled
with the presence of Cr ions in the salt appears to be an effective means of limiting
Te embrittlement of Alloy N.

Element Hasteloy N
US
Hasteloy NM
US
HN80М-VI
Russia
HN80МTY
Russia
HN80МTW
Russia
MONICR
Czech Rep
EM-721
France
Ni base base 82 82 77 base 68.8
Cr 7,52 7,3 7,61 6,81 7 6,85 5.7
Mo 16,28 13,6 12,2 13,2 10 15,8 0.07
Ti 0,26 0,5─2,0 0,001 0,93 1.7 0,026 0.13
Fe 3,97 < 0,1 0,28 0,15 2,27 0.05
Mn 0,52 0,14 0,22 0,013 0,037 0.086
Nb - - 1,48 0,01 < 0,01 -
Si 0,5 < 0,01 0,040 0,040 0,13 0.065
Al 0,26 - 0,038 1,12 0,02 0.08
W 0,06 - 0,21 0,072 6 0,16 25.2
Metallic Materials for Fuel Circuit

Li,Be,Th,U/F HN80МT-VI HN80МTY
[U(IV)]/[U(III)]
500
without
loading at
735oC
K =3360pc×µm/cm; l =166µm K=1660pc×µm/cm; l=68µm
[U(IV)]/[U(III)]
500
Loading
25MPa
750oC
K =8300pc×µm/cm; l =180µm K = 1850pc×µm/cm ; l=80µm
[U(IV)]/[U(III)]
100
Loading
25MPa
750oC
no no
N- Alloys Compatibility With Fuel Salts Strongly Depends on Redox Potential
Source: Ignatiev (KI) 2013

U(IV)/(UIII)
Alloy N
enlargement ×160
HN80МTY
enlargement ×160
30
without
loading at
760oC
no no
60
without
loading at
760oC
K = 3500pc×μm/cm; l = 69μm no
90
without
loading at
800oC
K = 4490pc×μm/cm; l = 148μm K = 530pc×μm/cm; l = 26μm
Te Corrosion in LiF-BeF2-UF4
Source: Ignatiev (KI) 2013

R&D on Graphite Components
Country Germany Japan China
(Fangda Carbon)
China
(ICC, CAS)
Graphite NBG18 IG110 NG-CT-10 With fine particlas
Pore size >5mm 2.3mm 3.6mm <1mm
RemarksFor gas cooling
reactor
For gas cooling
reactorNo irradiation data In lab scale

31
• For areas of processing unit where there is direct
contact with the liquid metal (e.g. bismuth) traditional
structural materials such as alloys based on Fe, Co, Ni
are not suitable because of (1) increased solubility in
the liquid metal or (2) subjecting the mass transfer at
exposure system with a temperature gradient.
• Materials showed good compatibility with liquid metals
in the limited number of tests include graphite, and
refractory metals such as tungsten, rhenium,
molybdenum and tantalum. Except tantalum, these
materials are difficult to manufacture and compound.
All rapidly oxidize in air at temperatures of atmospheric
processes and require protection.
Materials for processing unit

32
• Trapping tritium at the primary to intermediate heat exchangerpreserves separation of nuclear and non-nuclear portions of plant
• At MSR temperatures tritium diffuses through structural alloys
– Primary heat exchanger is a significant escape path
– Tritium release potential features prominently in the WASH-1222 report “An Evaluation of the MSBR”, USAEC, 1972
Tritium Control is Necessary for MSR Acceptability
� Refinement of geometric configuration of the intermediate heat exchangers,
minimizing tritium flux, including double wall designs
� Additional development of permeation-resistant coatings, e.g. W-Si, aluminades, etc.
� Ultrasonic degassing to facilitate removal of tritium, reducing required total bubble
volume for gas sparging
� Discovery of reusable solvents for direct tritium removal from molten salt
� The chemistry of sodium fluoroborate and the tritium trapping process
� Tritium uptake on graphite
Main strategies for mitigation include: advanced materials for the piping and heat exchangers,
inert gas sparging, additional coolant lines and metal hydride addition or chemical removal.

-1
-0,5
0
0,5
1
1,5
2
0,90 0,95 1,00 1,05 1,10 1,15 1,20 1,25 1,30
lgS
, м
ол
. %
103/Т, K-1
1
2
3 4
5
y = 0,0206x - 10,2R² = 0,9957
1
1,25
1,5
1,75
2
2,25
2,5
2,75
3
3,25
3,5
3,75
4
4,25
4,5
4,75
5
525 550 575 600 625 650 675 700 725
Раств
ор
им
ость
Pu
F3, м
ол
ьн
. %
Температура,0С
y = 0,0264x - 13,25
R2 = 0,9889
1
1,5
2
2,5
3
3,5
4
4,5
5
5,5
6
525 550 575 600 625 650 675 700 725
Температура,0С
Раств
ор
им
ость
Am
F 3, м
ол
ьн
. %
73LiF-27BeF2+AmF3
73LiF-27BeF2+PuF3
А Р Г О Н
9
2
3
4
6
78
1 1 1 2
1 0
1
5
(1) 45LiF-12NaF-43KF
(2) 78LiF-22ThF4
(3) 75LiF-5BeF2-20ThF4
(4) 58NaF-17LiF-25BeF2
(5) 66LiF-34BeF2
PuF3
local γ-spectrometry, isothermal saturation and reflectance spectroscopy
Min temperature of the fuel salt is
determining its melting point and solubility for AnF3
in the solvent for this particular temperature

LiF NaF KF BeF2 ThF4 T, K А -В●10-3
Method
46.5 11.5 42 0 0 823-973 5.59 3.949 isothermal
saturation
73 0 0 27 0 825-1000 3.927 3.099 isothermal
saturation
66 0 0 34 0 800-900 3.231 3.096 γ-
spectrometry
15 58 0 27 0 825-925 3.639 2.750 γ-
spectrometry
17 58 0 25 0 800-900 3.253 2.578 γ-
spectrometry
78 0 0 0 22 873-973 2.58 1.73 γ-
spectrometry
75 0 0 5 20 873-1023 2.06 1.34 γ-
spectrometry
77 0 0 17 6 848-998 3.61 2.91 γ-
spectrometry
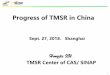
The data on PuF3solubility in molten salt fluorides appear to
follow a linear relationship within the experimental accuracy
of the measurements when plotted as logarithm of molar
concentration of actinide trifluoride vs. 1/T(K)

Temperature, K 72,5LiF-7ThF4-20,5UF4 78LiF-7ThF4-15UF4
PuF3 CeF3 PuF3 CeF3
873 0,35±0,02 1,5±0,1 1,45±0,7 2,6±0,1
923 4,5±0,2 2,5±0,1 5,6±0,3 3,6±0,2
973 8,4±0,4 3,7±0,2 9,5±0,5 4,8±0,3
1023 9,4±0,5 3,9±0,2 10,5±0,6 5,0±0,3
Near the melting point for 78LiF-7ThF4-15UF4 and 72.5LiF-
7ThF4-20.5UF4 salts, the CeF3 significantly displace PuF3
AnF3 and LnF3 Solubility
Temperature, K Individual Solubility, mol.% Joint Solubility, mol. %
PuF3 UF4 PuF3 UF4
823 6.1±0.6 15.3±0.8 1.16±0.06 1.75±0.09
873 11.1±1.1 24.6±1.2 2.9±0.1 3.5±0.2
923 21.3±2.1 34.8±1.7 13.2±0.6 11.0±0.6
973 32.8±3.3 44.7±2.2 19.1±1.0 17.3±0.9
1023 - - 21.0±1.1 19.0±1.0
1073 - - 22.5±1.2 20.0±1.1
LiF-NaF-KF
Up to 873K joint solubility PuF3+UF4 in Li-NaF-KF eutectics
is much less compared to individual ones for PuF3 and UF4

36
Proliferation Resistance Has Become A
Dominant Concern For All Fuel Cycles
• MSRs can be highly proliferation resistant or vulnerable
depending on the plant design
– MSR designs until the mid-1970s did not consider proliferation issues
– Several current MSR design variants do not include separation of actinide
materials
• Liquid fuel changes the barriers to materials diversion
– Lack of discrete fuel elements prevents simple accounting
– Homogenized fuel results in an undesirable isotopic ratio a few months
following initial startup (no short cycling)
– Extreme radiation environment near fuel makes changes to plant
configuration necessary for fuel diversion very difficult
– High salt melting temperature makes ad hoc salt removal technically
difficult
– Low excess reactivity prevents covert fuel diversion

37
MSR safeguards present new challenges
for the designer and the safeguards authorities
– Safeguards approaches and technology may require a major shift from current practices
• Unclear how much of the existing technology or that currently being developed can be applied
• Technology gaps must be determined
– Designers, safeguards experts, and the owner (operator) need to get involved early in order to address the challenges
•MSR technology presents the ideal opportunity to apply Safeguards-By-Design concepts
•“Difficult to safeguard” does not mean “less proliferation resistant”

Summary• MSR has flexible fuel cycle and can operate in different modes:
- MSCRs build upon prior MSR heritage
- MSFRs avoid requirement for future uranium enrichment
- TRU fuel utilizes amount of existing long lived TRU’s
• Liquid fuel inherently intimately interconnects the fuel cycle with
the reactor
• MSR fuel cycles can be highly proliferation resistant or have
substantial proliferation vulnerabilities
• Basic elements of MSR fuel cycles have been identified and
demonstrated with varying degrees of sophistication
• Significant research, development, and demonstration remains to
enable any MSR
• Historic MSR program and successful MSRE operation provides
foundational technology and proof-of-concept for future MSRs

39
Our problem is not that
our idea is a poor one –
rather it is different from
the main line, and has
too chemical a flavor to
be fully appreciated by
non-chemists.
-- Alvin Weinberg
Another perspective….