Embed Size (px)
Citation preview

" • , �. ff .-
• ',", ' f . :
. ; . .':.::-.: . :-: ..... .
, , . , � ,,':�> '. : .
ASH ANALYSIS
AND
CLINKER FORMATION
OF
UTAH COALS
by
EA.RL B. ' BUTLER
.' . . . f • < l
'" to'"
: ," . . .. . ,,' . ... . , . . ' ,'. " .. ,
A thesis submitted to the Faculty of the University of Utah in partial fulfillment of the requirements for the degree of Master of Science.
May 15, 1936
Approved by ----------�-------,��,--==�--�----------------
THIS THESIS IS A RECORD OF THE WORK DONE IN THE UTAH ENGINEERING EXPERIMENT STATION ON:
ASH ANALYSIS AND
CLINKER FORMATION OF
UTAH COALS
RavitzT^Di^crEor Utah. Engineering Experiment Station
143551
THIS THESIS IS A RECORD OF THE ~~!ORK DONE IN THE UTAH ENGINEERING EXPERIMENT STATION ON:
ASH ANALYSIS
AND
CLINKER FORMATION
OF
UTAH COALS .'
;¥0F~J2i~e~7~f~r·----Utah Engineering Experiment Station
1.435.'11.

iii
ACKNOWLEDGMENT S
The author wishes to express his appreciation to the Utah Engineering Experiment Station for the Fellowship that made this work possible; to Professor H. 0. Cowles, his Senior Investigator, for encouragement and advice; to Dr. S. F. Ravitz for many helpful suggestions; to Professor A. L. Crawford for the microscopic examinations; and to Mrs, Mcintosh, Librarian of the Engineering Library, for her aid in searching through the literature.
ii1
ACKNOWLEDGMENTS
The author wishes to express
his appreciation to the Utah Engineering
Experiment Station for the Fellowship
that made this work possible; to Professor
H. o. Cowles, his Senior Investigator, for
encouragement and advice; to Dr. S. F.
Ravitz for many helpful suggestions; to
Professor A. L. Crawford for the micro
scopic examlnations; and to Mrs. McIntosh,
Librarian of the Engineering Library, for
her aid in searching through the literature.
iv
ABSTRACT
The object of this investigation was to find if there is a relation between the analysis of coal ash and clinker formation and to determine if the use of additional agents in coal will improve clinker formation. The conclusions reached are that a monosilicate or high silicate ash will give the most desirable kind of clinker and that the addition of finely divided silicia or of limestone can be used to control clinker formation. The addition of these agents indiscriminately will not be of any value.
iv
ABSTRACT
The object of this investigation was
to find if there is a relation between the
analysis of coal ash and clinker formation and
to determine if the use of additional agents
in coal will improve clinker formation. The
conclusions reached are that a monosilicate or
high silicate ash will give, the most desirable
kind of clinker and that the addition of finely
divided silicia or of limestone can be used to
control clinker formation. The addition of
these agents indiscriminately will not be of
any value.

V
TABLE OF CONTENTS
Page Acknowledgments ill Abstract iv Table of Contents v List of Tables vi
Chapter I Introduction 1
History of the Problem 2 Relevant Literature 6 Softening Temperature and Clinker
Formation 8 Ash Composition and Softening Temperature 9 The Effect of Inerts on Clinker Formation 10 Factors in Clinker Formation 12 Type of Clinker Formation 14 Discussion 14
Chapter II Experimental 16
Proximate Analysis 16 Ash Analysis 17 Ash Fusion Temperature 21 Stoker Tests 23 Microscopic Examinations 29
Chapter III Conclusion 31
Summary 31 Suggestions for Further Work 32
Bibliography 33
v
TABLE OF CONTENTS
Acknowledgments
Abstract
Table of Contents
List of Tables
Chapter I
Introduction
Page iii
iv
v
vi
1
History of the Problem 2 Relevant Literature 6 Softenj.ng Temperature and Clinker
Formation 8 Ash Composition and Softening Temperature 9 The Effect of Inerts on Clinker Formation 10 Factors in Clinker Formation 12 Type of Clinker Formation 14 Discussion 14
Chapter II
Experimental
Proximate Analysis Ash Analysis Ash Fusion Temperature Stoker Tests Microscopic Examinations
Chapter III
Conclusion
Summary Suggestions for Fur ther Work
Bibliography
16
16 17 21 23 29
31
31 32
33

VI
LIST OP TABLES
Chapter I
Table I Proximate and Ash Analysis Coal B
Table II Screen Size Distribution Coal D
Table III Analysis of Ash Prom Various Sizes of Coal B
Table IV Fusion Temperatures of Treated and Untreated Ash
Table V Analysis of Stoker Clinker
Chapter II Table VI 19
Proximate Analysis Table VII 19
Ash Analysis Table VIII 19
Ash Pounds per 100 pounds Coal and Silicate Degree
Table IX 22 Fusion Temperatures of Coal Ashes
Table X 22 Distribution of Residue from Coal D
Table XI 22 Analysis of Ash in Residue from Coal D
Table XII 28 Amount and Kind of Clinker
vi
LIST OF TABLES
Chapter I
Table I 4 Proximate and Ash Analysis Coal B
Table II 4 Screen Size Distribution Coal D
Table III 4 Analysis of Ash From Various Sizes of
Coal B
Table IV 5 Fusion Temperatures of Treated and Un
treated Ash
Table V 5 Analysis of Stoker Clinker
Chapter II
Table VI Proximate Analysis
Table VII Ash Analysis
Table VIII Ash Pounds per 100 pounds Coal and
Silicate Degree
Table IX Fusion Temperstures of Coal Ashes
19
19
19
22
Table X 22 Distribution of Residue from Coal D
Table XI 22 Analysis of Ash in Residue from Coal D
Table XII 28 Amount and Kind of Clinker

CHAPTER I
INTRODUCTION
The residue left from the burning of coal often creates a serious problem, whether the coal be burned in a small stove or a large furnace. Clinkers are cursed or blessed depending upon the type of furnace used and the kind of clinker. The purpose of this investigation was to find if there is a relation between the analysis of the coal ash and the clinker formation. If this is the case the addition of inerts to the smaller sizes of coal will change the ash analysis and clinker formation may be controlled.
Nature has supplied Utah with an abundance of coal. This coal is burned under a variety of conditions, there are many complaints about clinker formation and some about the lack of clinker formation. It would be highly desirable to be able to control clinker formation, if it could be done at a moderate cost.
The elimination of clinkers is not always desirable. The kind of clinker formed is more important than
" . '~' , /
" .. :', \:',:::, '; "~', ),::" , .
( r ~ I
,< .If.'.,
," ..
CHAPTER I
INTRODUCTION
The residue left from the burning of coal often
creates a serious problem, whether the coal be burned in a
small stove or a large furnace. Clinkers are cursed or
blessed depending upon the type of furnace used and the
, " f', " ",
kind of clinker. The purpose of this investigation was to
find if ~here is a relation between the analysis of the coal
ash and the clinker formation. If this is the case the
addition of inerts to the smaller sizes of coal will change , !
the ash analysis and clinker formation may be controlled.
Nature has supplied utah with an abundance of
coal. This coal is burned under a variety of conditions.
there are many complaints about clinker formation and some
about the lack of clinker formation. It would be highly
desirable to be able to control clinker formation, if it
could be done at a moderate cost.
The elimination of clinkers is not always desir-
able. The kind of clinker formed is more important than

2
the amount. Ashes are removed from an underfeed stokered furnace easiest in large pieces with a pair of tongs. Clinkers are desirable providing they do not interfere with the normal working of the furnace. With overfeed firing ash is removed after it drops through a grate. Clinkers remain on top of the grate, hinder the action of the furnace, and are removed by disturbing the fuel bed. Clinkers are not wanted. The chain grate stoker carries the ash out of the combustion zone. The right kind of clinker will protect the grates from the hottest part of the fuel bed.
In the places that clinkers are desirable the kind of clinker becomes important. The clinker must contain very little unburned coal, it must not stick to grates or furnace walls, it must not clog grates or tuyeres and it must be easily broken. In general, a desirable clinker is porous and brittle; porous to allow free passage of air in the fuel bed; brittle so movements in the fuel bed can break the clinker and to facilitate removal of the largest pieces.
• <
There is very little published on kind of clinker formation. There has been a great amount of work done on the amount of clinker.
History of the Problem
2
the amount. Ashes are removed from an underfeed stokered
furnace easiest in large pieces with a pair of tongs.
Clinkers are desirable providing they do not interfere with
the normal working of the furnace. With overfeed. firing
ash is removed after it drops through a grate. Clinkers
remain on top of the grate, hinder the action of the fur
nace, and are removed by distu.rbing the fuel bed. Clinkers
are not wanted. The chain grate stoker carries the ash out
of the combustion zone. The right kind of clinker will
protect the grates from the hottest part of the fuel bed.
In the places that clinkers are desirable the
kind of clinker becomes important. The clinker must con
tain very little unburned coal, it must not stick to grates
or furnace walls, it must not clog grates or tuyeres and it
must be easily broken. In general, a desirable clinker is
porous and brittle; porous to allow free passage of air in
the fuel bed; brittle so movements in the fuel bed can
break the clinker and to facilitate removal of the largest
pieces.
There is very little published on kind of clinker
formation. There has been a great amount of work done on
the amount of clinker.
History of the Problem

3
This investigation is a continuation of work done by Ravitz, Cowles and Peck'at the Utah Engineering Experiment Station. The same samples of coal were used for this work.
Fused ash is a slag. If the alumina be considered a basic constituent and the silicate degree be calculated, the ash from Utah coals is a high silicate slag. This is responsible for one trouble—grate corrosion, since iron oxide on the grate will be readily attached by the acid slag. From this viewpoint a chemically balanced, monosilicate, or a basic, subsilicate, ash is desirable. Ravitz, Cowles, and Peck'added a calculated amount of limestone to a coal to make a monosilicate ash and noted the effect on the kind of clinker. They improved the kind of clinker from four out of five coals. The effect on amount of clinker was not recorded.
In all cases the iron content of the clinker was not changed or was decreased. This ^ould tend to indicate less grate corrosion. This is not conclusive because the fly ash could not be taken into account.
A screen size was made on coal B to find out if the elimination of the fine sizes from the coal would be an
'Ravitz, S. P., Cowles, H. 0., and Peck, W. V. "Ash analysis and Clinker Formation of Western Stoker Slaeks." Utah Engineering Experiment Station.
3
This investigation is a continuation of work
done by Ravitz, Cowles and Peck/at the utah Engineering
Experiment Station. The same samples of coal were used for
this work.
Fused ash is a slag. If the alumina be con
sidered a basic constituent and the silicate degree be
calculated, the ash from Utah coals is a high silicate
slag. This is responsible for one trouble--grate corro-
sion, since iron oxide on the grate will be readily
attached by the acid slag. From this viewpoint a chem
ically balanced, monosilicate, or a basic, subsilicate,
ash is desirable. Ravitz, Cowles, and Peck/added a cal-
culated amount of limestone to a coal to make a monosil-
icate ash and noted the effect on the kind of clinker.
They improved the kind of clinker from four out of five
coals. The effect on amount of clinker was not recorded.
In all cases the iron content of the clinker was
not changed or was decreased. This would tend to indicate
less grate corrosion. This is not conclusive because the
fly ash could not be taken into account.
A screen size was made on coal B to find out if
the elimination of the fine sizes from the coal would be an 'Ravitz, S. F., cowles, H. 0., and Peck, W. v.
"Ash analysis and Clinker FornRtion of Western Stoker Slacks." Utah Engineering Experiment Station.
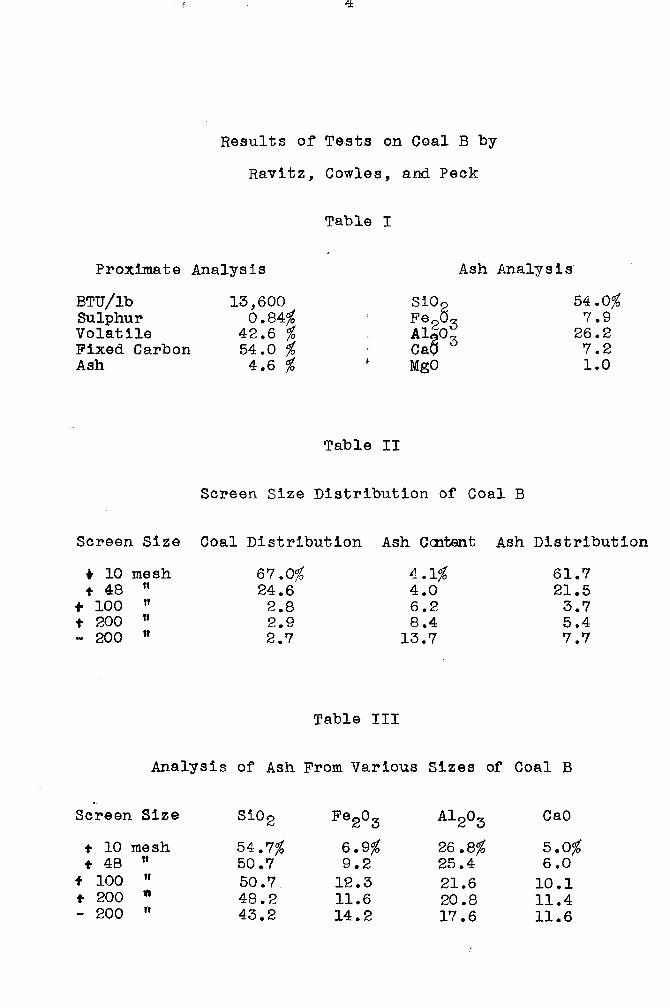
Results of Tests on Coal B by Ravitz, Cowles, and Peck
Table I
Proximate Analysis Ash Analysis BTU/lb 13,600 SiOo 54.0$ Sulphur 0.84$ Fe p0~ 7.9 Volatile 42.6 $ Al |o^ 26.2 Fixed Carbon 54.0 $ > Cap 7.2 Ash 4.6 $ » MgO 1.0
Table II
Screen Size Distribution of Coal B
Screen Size Coal Distribution Ash Content Ash Distribution + 10 mesh 67.0$ 4.1$ 61.7 t 48 " 24.6 4.0 21.5
+ 100 n 2.8 6.2 3.7 t 200 u 2.9 8.4 5.4 - 200 tt 2.7 13.7 7.7
Table III
Analysis of Ash From Various Sizes of Coal B
Screen Size t 10 mesh t 48 11
* 100 " t 200 * - 200 n
Si02 P e2°3 A 12°3 CaO 54.7$ 6.9$ 26.8$ 5.0$ 50.7 9.2 25.4 6.0 50.7 12.3 21.6 10.1 48.2 11.6 20.8 11.4 43.2 14.2 17.6 11.6
Proximate
BTU/lb Sulphur Volatile Fixed Carbon Ash
Screen Size
.. 10 mesh + 48 "
+ 100 n ... 200 II
_ 200 If
Results of' Tests on Coal B by
Ravitz, Cowles, and Peck
Table I
Analysis Ash Analysis
13,600 SiO 54.0% 0.84% Fe 203 '7.9
42.6 % A1003 26.2 54.0 % Ca '7.2 4.6 % MgO 1.0
Table II
Screen Size Distribution of Coal B
Coal Distribution Ash Ccntent Ash Distribution
6'7.0% 4.1% 61. '7 24.6 4.0 21.5 2.8 6.2 3.'7 2.9 8.4 5.4 2.'7 13.'7 7.'7
Table III
Analysis of Ash From Various Sizes of Coal B
Screen Size Si02 Fe203 A1203 CaO
+ 10 mesh 54.'7% 6.9% 26.8% 5.0% t 48 tI 50.'7 9.2 25.4 6.0
t 100 If 50.'7 12.3 21.6 10.1 t 200 .. 48.2 11.6 20.8 11.4 - 200 " 43.2 14.2 1'7.6 11.6

5
Results of Tests on Coal B by Ravitz, Cowles, and Peck
continued
Table IV
Fusion Temperatures of Treated and Untreated Ash
CaO Added Fusion Temp lbs. per 100 lbs. ash Silica Ratio °F
Coal B none 1.76 2275 2.0 1.47 2165
77.5 1.0 2290
Table V
Analysis of Stoker Clinker From Treated and Untreated Coals
Limestone added Silica Iron lbs, per ton of in in
moisture-free coal Clinker Clinker Coal B none 66.0 9.2
71.3 54.0 5.0
Coal B
Coal B
5
Results of Tests on Coal B by
Ravitz, Cowles, and Peck
continued
Table IV
Fusion Temperatures of Treated and Untreated Ash
CaO Added
lbs. per 100 lbs. ash Silica Ratio
none 1.76 2.0 1.47
77.5 1.0
Table V
Analysis of Stoker Clinker From
Treated and Untreated Coals
Limestone added Silica
lbs. per ton of in
moisture-free coal Clinker
none 71.3
66.0 54.0
Fusion Temp
of
2275 2165 2290
Iron
in
Clinker
9.2 5.0

improvement. They found the bases (Feo0~ and CaO) con-centrated in the fine sizes; therefore eliminating the fines would increase rather than decrease the silicate degree.
Tables I to V give the results of tests on Coal B by Ravitz, Cowles, and Peck* In their paper it is designated as Coal E.
Relevant Literature
The softening temperature of finely divided coal ash has been connected with clinker formation many times. All the work has been with amount rather than kind of clinker. The method for determining the softening temperature of coal ash has been standardized by the American Society for Testing Materials! The first eoxuipment used for the determination of ash softening temperatures was an adaptation of the Melters furnace, and only recently has a better type furnac-e been proposed1.
The chief objections to the standard furnace are the limit of accuracy and the few determinations possible per day. Standard specifications allow a tolerance of
£American Society for Testing Materials, Standards: Part II, 1933.
3Barrett, E. P. "A Furnace for the Measurement of Coal-Ash Softening Temperature," Technical Paper 16, Mineral Industeries Experiment Station, Pennsylvania State College (1935)
improvement. They round the bases (Fe2
03 and CaO) con
centrated in the rine sizes; thererore eliminating the
rines would increase rather than decrease the silicate
degree.
Tables I to V give the results of tests on Coal B
by Ravitz, Cowles, and Peck: In their paper it is desig-
nated as Coal E.
Relevant Literature
The sortening temperature of finely divided coal
ash has been connected with clinker formation many times.
All the work has been with amount rather than kind of
clinker. The method for determining the sortening temper-
ature or coal ash has been standardized by the American
Society ror Testing Materials~ The rirst equipment used
for the determination or ash softening temperatures was an
adaptation of the Melters furnace, and only recently has a J better type rurnac€ been proposed.
The chier objections to the standard rurnace are
the limit or accuracy and the rew determinations possible
per day. ~tandard specirications allow a tolerance of £American Society fo~ Testing Materials, standards:
Part II, 1933.
3 Barrett, E. P. "A Furnace ror the Measurement or Coal-Ash Softening Temperature," Technical Paper 16, Mineral Industeries Experiment stHtion, Pennsylvania state College (1935)

7
90°P. Temperatures can be read to the nearest five degrees with the pyrometers usually available. Pour or five cones are the maximum that can be observed at one time in the standard furnace. The furnace cools so slowly that only two runs can be made per day. Ten determinations per day is the maximum. Often in preparing this report one run of four cones was all that could be made in one day.
Barret9claims for the horizontal muffle type furnace the same atmosphere as in the standard furnace plus more accurate temperature readings and a lower heat capacity of the furnace. The cones are the hottest object visible, clearly outlined against a darker background. They need not be disturbed in order to see them and if an optical pyrometer is used the temperature is easy to read. The author has found he must guard against reading the maximum temperature visible in the standard furnace rather than the temperature of the cones. A couple of pieces of friction tape placed over the sight hole to limit the field of view to the area of the cones has helped in reading the temperatures with an optical pyrometer.
If Barret's work had been published a little earlier a horizontal muffle type furnace would have been constructed in order to check his -'rork and verify his claims.
7
90oF. Temperatures can be read to the nearest five
degrees with the pyrometers usually available. Four or
five cones are the maximum that can be observed at one
time in the standard furnace. The furnace cools so 310wly
that only two runs can be made per day. Ten determinations
per day is the maximum. Often in preparing this report one
run of four cones was all that could be made in one day.
Barret~claims for the horizontal muffle type
furnace the same atmosphere as in the standard furnace plus
more accurate temperature readings and a lower heat capac
ity of the furnace. The cones are the hottest object
visible, clearly outlined against a darker background.
They need not be disturbed in order to see them and if an
optical pyrometer is used the temperature is easy to read.
The author has found he must guard against reading the
maximum temperature visible in the standard furnace rather
than the temperature of the cones. A couple of pieces of
friction tape placed over the sight hole to limit the field
of view to the area of the cones has helped in reading the
temperatures with an optical pyrometer.
If Barret's work had been published a little
earlier a horizontal muffle type furnace would have been
constructed in order to check his work and verify his
claims.

8
Softening Temperature and Clinker Formation
Among the published articles correlating the softening temperature and clinker formation the most complete is the work of Tficholls and SelvigT They divided, their work into two parts. "Part I - Laboratory Study of Nature, Distribution and Fusibility of the Ash," "Part II -A Study of Ash and Clinker From the Burning of Coals." The same samples were used in both parts. Under Part I complete analysis of the ash ̂ as made, including the forms of sulphur in the coal. Next float and sink tests were made on the coals and the float and sink portions analysed separately. The ash in the float portions would represent intrinsic ash and in the sink portions extranious ash. It was thought that the more intimately mixed intrinsic ash would have a greater effect on clinker formation than total composition. The softening temperature of the sink portion agreed more closely with that of the original than did the softening temperature of the float portion. The coals were arranged in order of softening temperature as a prediction of clin-kering under Part II.
An attempt was made to correlate the ash com-positlon and softening temperature. The ra11o of Alp0gfS10g>
fNicholls, P., Selvig, W. A.,-.and Ricketts, E. B., "Clinker Formation as Related to the Fusibility of Coal Ash." U. S. B. M. Bulletin 364 (1932).
8
Softening Temperature and Clinker Formation
Among the published articles correlating the
softening temperature and clinker rormation the most com-
p1ete is the work of Nicholls and Selvig! They divided
their work into two parts. tlPart I - Laboratory Study of ! '
Nature, Distribution and Fusibility of the Ash,tl "part II -
A study 'of Ash and Clinker From the Burning of Coa1s.11 The
same samples were used in both parts. Under Part I complete
analysis of the ash '<-as made, including the forms of sulphur
in the coal. Next float and sink tests were made on the
coals and the float and sink portions analysed separa-~ ely.
The ash in the rloat por-;, ions would represent jntrinsic ash
and in the sink portions extranious ash. It was thought
that the more intimately mixed intrinsic ash would have a
greater effect on clinker formation than total composition.
The sortening temperature of the sink portion agreed more
closely with that or the original than did the softening
temperature of the float portion. The coals w'ere arranged
in order of softening temperature as a prediction of c1in-
kering under Part II.
An attempt was made to correlate the ash com-
position and softening temperature. The ratio of A1203+Si02 1Nich611s, P., Selvig, vr.~."arurlDLcketts, E. B.,
"Clinker Formation as Related to the Fusibility of Coal Ash. 1t U. S. B. M. Bulletin 364 (1932).

9
to F®203* C a 0 * MgOf NagOt K^O was plotted against softening temperature. The higher the ratio the higher the softening temperature; but individual points deviated far from the mean curve.
In Part II the coals were burned in an especially constructed furnace under the same carefully controlled conditions. Glinkering was measured only in terms of the amount of large size pieces In the residue. The percent clinker was plotted against the ash softening temperature as determined In Part I. The plots showed that the lower the softening temperature the higher the per cent clinker in the residue; but Individual determinations deviated materially from the mean curve.
Ash Composition and Softening Temperature •
The composition of coal ash is too complex to allow accurate plotting of softening temperature against composition on a two component chart. Estep, Seltz, Bunker, and Strickler'in studying the effect of mixing coals on the ash fusion temperature developed some plots relating composition to softening temperature. The main constituents of coal ash are SiOg, AlgO^, Feg05, and CaO.
^Estep, T. a . , Seltz, H., Bunker, H. L., and Strickler, H. S., "The Effect of Mixing Coals on the Ash Fusion Temperature of the Mixture," Carnegie Institute of Technology, Cooperative Bulletin 62 (1934).
9
to Fe203 t CaOt MgOt Na20~ K20 was plotted against softening
temperature. The higher the ratio the higher the softening
temperature; but individual points deviated far from the
mean curve.
In Part II the coals were burned in an especially
constructed furnace under the same carefully controlled
conditions. Clinkering was measured only in terms of the
amount of large size pieces in the residue. The percent
clinker was plotted against the ash SOftening temperature
a~ determined in Part I. The plots showed that the lower
the softening temperature the higher the per cent clinker
in the residue; but individual determinations deviated
materially from the mean curve.
Ash Composition and Softening Temperature
'j
The composition of coal ash is too complex to
allow accurate plotting of softening temperature against
composition on a two component chart. Estep, Seltz,
Bunker, and Stricklerl"in studying the effect of mixing
coals on the ash fusion temperature developed some plots
relating composition to softening temperature. The main
constituents of coal ash are 3i02 , A1203 , Fe203,· and CaO. IEstep, T. G., Seltz, H., Bunker, H. L., and
Strickler, H. S., "The Effect of Mixing Coals on the Ash Fusion Temperature of the Mixture,tt Carnegie Institute of Technology, Cooperative Bulletin 62 (1934).

10
They developed "Prism" plots to represent composition-softening temperature. Softening temperature isotherms were plotted on a triangular diagram of SiOg? AlgOg, and PegOg. A series of diagrams were made each with a constant CaOComposition. Thus softening temperature was plotted against the four most important analytical variables. They claimed checks within the specified 90°P on their plots. Most of the Utah coals have a higher GaO content than the plots show. The value of their work is in showing there is a close relation between composition and softening temperature .
Jones and Butler*developed a different type graph. They used Pennsylvania anthracite coals. The ashes were high in SiOg and AlgOg. The melting point of the SiOg-AlgO^ mixture corresponding to the amount in the ash "'as taken from the si Ilea-alumina diagram. Prom this temperature was subtracted the measured softening temperature. The difference was plotted against the per cent bases in the ash. This method of plotting is more accurate than the method of Nicholls and Selvigf and simpler but not as accurate as the plots of Estep, etcr.
The Effect of Inerts on Glinker Formation ffJones and Butler, "Analysis and Softening Temper-
ature of Goal Ash," Ind. and. Eng. Ghem., January 15, 1936, -o. 25
10
They developed "Prism" plots to represent composition
softening temperature. Softening temperature isotherms
were plotted on a triangular diagram of Si02, A1203' and
Fe203. A series of diagrams were made each with a constant
CaO t.q~mposi tion. Thus soft'ening temperature was plotted
against the four most important analytical variables. They
claimed checks within the specified gOOF on their plots.
Most of the utah coals have a higher CaO content than the
plots show. The value of their work is in showing there
is a close relation between composition and softening tem-
perature.
Jones and Butler6 developed a different type
graph. They used Pennsylvania anthracite coals. The
ashes were high in Si02 and A1203 • The melting point of
the Si02-A1203 mixture corresponding to the amount in the
ash "as taken from the silica-alumina diagram. From this
temperature was subtracted the measured softening temper-
ature. The difference was plotted against the per cent
bases in the ash. This method of plotting is more accurate
than the method of Nicholls and Selvig; and simpler but not
as accurate as the plots of Estep, etc~
The Effect of Inerts on Clinker Formation 'Jones and Butler, "Analysis and Softening Temper
ature of Coal Ash," Ind. and Eng. Chem., January 15, 1936, '0. 25

If the softening temperature is a function of ash composition and quantity of clinker a function of softening temperature then ash composition and clinker formation are definitely related. The question then becomes can addition agents be sufficiently mixed with the coal to effectively change the clinker formation. Ravitz, Cowles, and Peck' were able to change the kind of clinker by adding limestone to the coal.
Sherman and Kaiser7tried adding different agents to one coal to try and increase the amount of clinker. The object was to find an agent that would promote the clinker-
a moderate cost. Their results are
Wt/ton Coal % of Fluxing Kind of Residue Agent Flux t 3 in.
ing of any coal at interesting.
CIinkering Agent
none sodium metasillcate Portland cement sodium sulphate sodium carbonate sodium silicate
(water glass) borax
0 lbs. 12.3 40 27.7 40 15.1 88 12.7 20 8.3 42 11.5 16.66 19.8
NagO.SiOg acid BasesfSiOg basic Na20 basic NagO basic Na20.Si0p acid Na 2B 40 7 acid
The last two columns were added by the author. Without the analysis of the ash their results still show
'Sherman, R. A. and Kaiser, F. R., "Clinker Forma-tion in Small Underfeed Stokers," Information Bulletin No.1, Bituminous Coal Research, Inc., Battille Memorial Inst. (Jan. 1936)
If the softening temperature is a function of ash
composition and quantity of clinker a function of softening
temperature then ash composition and clinker formation are
definitely related. The question then becomes can addition
agents be sufficiently mixed ,~rith the coal to effectively
change the clinker formation. Ravitz, Cowles, and Peck'
were able to change the kind of clinker by adding limestone
to the coal.
Sherman and Kaiser 7 tried adding different agents
to one coal to try and increase the amount of clinker. The
object was to find an agent that would promote the clinker-
ing of any coal at a moderate cost. Their results are
interesting.
Clinkering Agent
'~
none sodium metasilicate Portland cement sodium sulphate sodium carbonate sodium silicate
('vater glass) borax
wt/ton Coal % of Residue ~ 3 in.
0 Ibs. 12.3 40 27.7 40 15.1 88 12.7 20 8.3
42 11.5 16.66 19.8
Fluxing· Kind of Agent Flux
Na2ooSiocr
acid BasestSi 2 basic Na20 basic Na20 basic
Na20.Si02 acid Na2B407 acid
The last two' columns were added by the author.
Without the analysis of the ash their results still show 'Sherman, R. A. and Kaiser, F. R., "Clinker Forma
tion in Small Underfeed Stokers," Information Bulletin.No.l, Bituminous Coal Research, Inc., Battille Memorial Inst. (Jan. 1936)

12
the effect of composition on clinkering. The basic agents had little effect. Borax is acid and also introduces a fluxing agent not ordinarily present in coal. The most active clinkering agent, sodium metasilicate, is acid,
factors in Clinker Formation
It has been shown from the work of others that the clinkering of coal is directly dependent on the ash analysis. For comparison each investigator has burned his coals under uniform conditions. Ash analysis is not the only factor in clinker formation. The other major factors are time and temperature. The longer the ash is in a zone of elevated temperature, the greater is the chance for fusion and the formation of clinker. Witness the greater formation of clinker in a small domestic stove when the fire is banked over night compared with the clinker formed in the day time. More ash is released in the day and it is subject to a higher temperature but for a shorter period of time.
The design of the furnace affects the time the ash Is at an elevated temperature. In overfeed firing, by hand or stoker, the ash drops to a cooler portion of the fuel bed as soon as it is released by the burning of the coal. The chain grate stoker carries the ash from the hottest part of the fuel bed after the ash is released. In
, 12
the effect of composition on clinkering. The basic agents
had little effect. Borax is acid and also introduces a
fluxing agent not ordinarily present in coal. The most
active clinkering agent, sodium metasilicate, is acid.
Factors in Clinker Formation
It has been shown from the work of others that
the clinkering of coal is directly dependent on the ash
analysis. For comparison each tnvestigator has burned his
coals under uniform conditions. Ash analysis is not the
only fa.ctor in clinker formation. The other major factors
are time and temperature. The longer the -ash is in a zone
of elevated temperature, the greater is the chance for
fusion and the formation of clinker. Witness the greater
formation of clinker in a small domestic stove when the
fire is banked over night compared with the clinker formed
in the day time. More ash is released in the day and it is
subject to a higher temperature but for a shorter period of
time.
The design of the furnace affects the time the
ash is at an elevated temperature. In overfeed firing, by
hand or stoker, the ash drops to a cooler portion of the
fuel bed as soon as it is released by the burning of the
coal. The chain grate stoker carries the ash from the hot
test part of' the fuel bed after the ash is released. In

the underfeed stoker the ash falls back into the hottest part of the fuel bed after it is released. The ash is forced out of the hot zone by burning coal and more ash.
Other factors in the formation of clinker are: mine^alogical composition of the ash, amount of ash, burning characteristics of the coal, atmosphere in the fuel bed, distribution of ash in the coal, and temperature of the air blast. Ash analysis does not tell the whole story. The way the elements are contained in the coal will have some effect, especially the occurrence of carbonates and sulphates. A greater amount of ash increases the chances for clinker due to a closer packing of the ash. If the ash Is evenly distributed, the analysis will be a better criterion of clinker formation. Large pieces of inorganic material are sometimes the starting point in developing a clinker, besides materially changing the analysis. The place of the most intense evolution of heat from the coal may be different for different coals. The hottest place may be close to the coal or well above the coal, depending mainly on the volatile. An oxidizing atmosphere in the fuel bed will tend to form the higher melting FQ2°3 against the formation of PeO by a reducing atmosphere. A preheated air blast will increase the fuel bed temperature and promote clinkering.
the underfeed stoker the ash falls back into the hottest
part of the fuel bed after it is released. The ash is
forced out of the hot zone by burning coal and more ash.
other factors in the formation of clinker are:
mineralogical composition of the ash, amount of ash, burn
ing characteristics of the coal, atmosphere in the fuel bed,
distribution of ash in the coal, and temperature of the air
blast. Ash analysis does not tell the whole story. The
way the elements are contained in the coal will have some
effect, especially the occurrence of carbonates and sul-
phates. A greater amount of ash increases the chances for
clinker due to a closer packing of the ash. If the ash is
evenly distributed, the analysis will be a better criterion
of clinker formation. Large pieces of inorganic material
are sometimes the starting point in developing a clinker,
besides materially changing the analysis. The place of the
most intense evolution of heat from the coal may be dif-
ferent for different coals. The hottest place may be close
to the coal or well above the coal, depending mainly on the
volatile. An oxidizing atmosphere in the fuel bed will
tend to form the higher melting Fe203 against the formation
of FeO by a reducing atmosphere. A preheated air blast
will increase the fuel bed temperature and promote clinker-
ing.

14
Type of Glinker Formation
There are three possible explanations why an ash forms a desirable clinker. The calcining of carbonates may release COg as the ash Is fusing in the fuel bed and puff the slag out to form the porous clinker. In this case the mineralogical composition of the ash is the most important facttfr. The ash may be viscuous or mushy over a wide temperature range so that the gasses in the fuel bed can blow through the slag and make the clinker porous. The difference in initial deformation temperature and softening or melting temperature of the ash cones would be an indication of the kind of clinker in this case. The third explanation is: the ash does not fuse but only sinters to build up a porous clinker. Here the fuel bed temperatures would be about the same as the softening temperature. A combination of two, or all of these explanations, may be the actual reason for differences in the kind of clinker formation.
Discussion
Given the furnace, a type coal and maximum furnace output to maintain, sometimes the limiting factor in maintaining capacity is clinker formation. In this case the time, temperature, and other factors are beyond control of the operator. At present the only method of clinker
14
Type of Clinker Formation
: ~.,.
There are three possible explanations why an ash
forms a desirable clinker. The calcining of carbonates may
release C02 as the ash is fusing in the fuel bed and puff
the slag out to form the porous clinker. In this case the
mineralogical composition of the ash is the most important
factor. The ash may be viscuous or mushy over a wide tem
perature range so that the gasses in the fuel bed can blow
through the slag and make the c linker porous. The differ
ence in initial deformation temperature and softening or
melting temperature of the ash cones would be an indication
of the kind of clinker in this case. The third explanation
is: the ash does not fuse but only sinters to build up a
porous clinker. Here the fuel bed temperatures would be
about the same as the softening temperature. A combination
of two, or all of these explanations, may be the actual
reason for differences in the kind of clinker formation.
Discussion
Given the furnace, a type coal and maximum fur
nace output to maintain, sometimes the limiting factor in
maintaining capacity is clinker formation. In this case
the time, temperature, and other factors are beyond control
of the operator. At present the only method of clinker

15
control is in the selection of a coal with the desired refractory ash. If a satisfactory ash is not available, the solution is to make a satisfactory ash.
The use of the underfeed stoker has been increasing rapidly during the last few years, it is by far the most important stoker used on Utah coals. For this reason and because the tendency for clinker formation is a maximum, the underfeed stoker has been chosen for the burning tests covered in this investigation.
Utah, coals are particularly adapted to an investigation of clinker formation. The coal occurs in thick seams; it Is easy to mine clean; extranious ash is comparatively small in amount; and the ash is distributed fairly evenly through the coal.
15
control is in the selection of a coal with the desired
refradtory ash. If a satisfactory ash is not available,
the solution is to make a satisfactory ash.
The use of the underfeed stoker has been increas
ing rapidly during the last few years. it is by far the
most important stoker used on Utah coals. For this reason
and because the tendency for clinker formation is a maximum,
the underfeed stoker has been chosen for the burning tests
covered in this investigation.
Utah coals are particularly adapted to an inves
tigation of clinker formation. The coal occurs in thick
seams; it is easy to mine clean; extranious ash is com
paratively small in amount; and the ash is distributed
fairly evenly through the coal.

CHAPTER II
EXPERIMENTAL •
Samples Used
The samples used for these tests were stoker slacks collected from coal yards in Salt Lake City in the spring of 1935. The samples weighed from 500 to 1000 lbs. and were representative of all the stoker slack in the dealer's yard at that time. None of the coals had been prepared by screening out the fines or washing. The tests by Ravitz, Cowles, and Peck were made within a short time after the samples were taken. The samples were stored in sacks in a steam heated room and used for this investigation from six to nine months later. There was very little change in the coals detected by proximate analysis or B.T.U. determination. The analyses given in this report are the analyses as determined at the time of the tests.
Proximate Analysis
I': ": (~
''I:,>
Samples Used
CHAPTER II
EXPERIMENTAL
.. The samples used for these tests were stoker
slacks collected from coal yards in Salt Lake Oity in the
spring of 1935. The samples weighed from 500 to 1000 Ibs.
and were representative of all the stoker slack in the
dealer's yard at that time. None of the coals had been
prepared by screening out the fines or washing. The tests
by Ravitz, Cowles, and Peck were made within a short time
after the samples were taken. The samples were stored in
sacks in a steam heated room and used for this investigation
from six to nine months later. There was very little change
in the coals detected by proximate analysis or B.T.U.
determination. The analyses given in this report are the
analyses as determined at the time of the tes·ts.
Proximate Analysis
A proximate analysis was made on all the coals acording to A.S.T.M. specification. The volatile was determined "by the modified method for high volatile coals, and the heating value was determined in a Burgess-Parr peroxide calorimeter. The results are given in table VI.
The coals are all high volatile bituminour coals, typical of coal mined in Utah. The least amount of ash is in coal B, 4.6^ ash. This is comparable to carefully washed coal from other parts of the country. Goal D contains the most ash, S%. This is not an excessive amount judging by eastern coals in which 12-15% ash is often not considered excessive. The heating values of the coals are auite close together. Most Utah coals have heating values in the range of 13,000 to 14,000 B.T.U. per pound.
Ash Analysis
The ash for chemical analysis was decomposed by a sodium carbonate fusion. The fused material was dissolved in hydrochloric acid and evaporated to dryness, moistened with hydrochloric acid and evaporated to dryness twice more to dehydrate the silica. The dried material was taken up with hydrochloric acid and filtered. The filtrate was reserved for the determination of alumina, lime, and magnesia. The residue was ignited and weighed as silica.
, , , : ,',",
" f'
A proxlmate analysis "ras made on all the coals
acording to A.S.T.M. specification. The volatile was
determined by the modified method for high volatile coals,
and the heating value was determined in a Burgess-Parr
per~xide calorimeter. The results are given in table VI.
The coals are all high volatile bituminour coals,
typical of coal mined in Utah. The least amount of ash is
in coal B, 4.6% ash. This is comparable to carefully
washed coal from other parts of the country. Coal D con
tains the most ash, 8%. This is not an excessive amount
judging by eastern coals in which 12-15% ash is often not
considered excessive. The heating values of the coals are
Cluite close together. Most Utah coals have heating values
in the range of 13,000 to 14,000 B.T.U. per pound.
Ash Analysis
- "'
The ash for chemical analysis was decomposed by
a sodium carbonate fusion. The fused material was dis-
solved in hydrochloric acid and evaporated to dryness,
moistened with hydrochloric acid and evaporated to dryness
t"!ice more to dehydrate the silica. The dried material was
taken up with hydrochloric acid and filtered. The filtrate
was reserved for the determine.tioll of alumina, lime, and
magnesia. The residue was ignited and weighed as silica.
, < ~ r

Iff
In a few cases the silica was volatilized with hydrofluoric acid to determine "true silica," in all cases tried the residue left from the hydrofluoric evaporation was less than one-half of one per cent.
Ammonium hydroxide was added to the filtrate from the silica to precipitate the aluminium and iron hydroxides. The precipitate was filtered off, ignited and weighed as aluminium and ferric oxide. The ferric oxide was determined on a separate sample by titrating with dichromate using an internal indicator. The alumina was taken as the difference between the weight of ignited hydroxides and ferric oxide.
Calcium was precipitated from the ammoniacal filtrate with oxalate, filtered and determined by titration with permanganate. Magnesium was determined by precipitating the magnesium with ammonium phosohate, filtering, igniting, and weighing the magnesium pyrophosphate.
The ash analyses are given in table VII. The silica contents of 37 to 56$ are within the range of most coal used in this country. Alumina of 10 to 23$ is in the lower range. Ferric oxide of 7 to 14$ is also in the lower range. Four of the five coals have a calcium oxide content of between 15 and 20$. This is in the upper part of the
ls)
In a few cases the silica was volatilized with hydro-
fluoric acid to determine "true silica," in all cases
tried the residue left from the hydrofluoric evaporation
was less than one-half of one per cent.
Ammonium hydroxide was added to the filtrate from
the silica to precipitate the aluminium and iron hydroxides.
The precipitate was filtered off, ignited and weighed as
aluminium and ferric oxide. The ferric oxide was deter-
mined on a separate sample by titrating with dichromate
using an internal indicator. The alumina was taken as the
difference between the weight of ignited hydroxides and
ferric oxide.
Galc ium vms prec ipi tated from the ammoniacal
filtrate with,oxalate, filtered and determined by titration ... .~
with permanganate. Magnesium was determined by precip-
itating the magnesium 1.~7ith ammonium phosDhate, filtering,
igniting, and weighing the magnesium pyrophosphate.
The ash analyses are given in table VII. The
silica contents of 37 to 56% are within the range of most
coal used in this country. Alumina of 10 to 23% is in the
lo'·'er range. Ferric oxid e of 7 to 14% is also in the lower
range. Four of the five coals have a calcium oxide content
of between 15 and 20%. This is in the upper part of the

It
TABLE VI
Proximate Analysis Fixed
Moisture Ash Volatile Carbon Sulphur B.T.U. 1.05$ 4.6 42.5 52.9 1.2 13,570 1.05 6.4 40.8 52.8 1.2 13,560 1.29 8.0 41.2 50.8 1.8 12,850 1.10 6.1 41.8 52.1 1.3 13,420 1.55 6.2 43.9 49.9 1.9 13,400
TABLE VII
Ash Analyses Si02 A1 20 3 Fe 20 3 CaO MgO Total 56.0 23.0 13.8 4.4 1.1 98.3 41.3 10.3 14.4 17.1 2.2 85.3 37.4 18.8 6.9 19.3 4.4 86.8 40.6 19.4 11.7 19.1 5.3 96.1 44.6 18.4 10.9 15.6 1.1 90.6
TABLE VIII
Pounds/100 lbs. Coal Total Silicate Ash Si02 A1 20 3 Fe 20 3 CaO MgO Degree 4.6 2.58 1.06 .63 .20 .05 1.78 6.4 2.65 .66 .92 1.09 .13 1.48 8.0 2.99 1.50 .55 1.54 .35 1.09 6.1 2.48 1.18 .71 1.16 .32 1.08 6.2 2.76 1.13 .68 .97 .07 1.41
TABLE VI
Proximate Analysis
Fixed Coal Moisture Ash Volatile Carbon Sulphur B.T.U.
B .. 1~05% 4~6 42~5 52.9 1.2 13,570 C 1~O5 6~4 40~8 52.8 1~2 13,560 D 1.29 8.0 41~2 50.8 1.8 12,850 E 'd'~ 1~10 6.1 41~8 52.1 1.3 13,420 F 1.53 6.2 43.9 49.9 1.9 13,400
," .,
" ""r}' ~ .:
l"";
. ,1- TABLE VII
0.:";'1 Ash Analyses
Coal 81~2 A1203 Fe203 CaO MgO Total
B 56~O 23.0 13.8 4~4 1.1 98.3 C 41.3 10.3 14~4 17.1 2~2 85.3 D 37~4 18.8 6~9 19~3 4.4 86~8 E 40~6 19.4 11~'7 19.1 5.3 96.1 F 44.6 18.4 10.9 15.6 1.1 90.6
"' ,-"
~ . .,.~~ " . )
"~
VIII ~. TABLE ') ,
Pounds/100 Ibs. Coal
,. Total Silicate Coal Ash 8102 A1203 Fe203 CaO MgO Degree
B 4.6 2~58 1.06 ~63 .20 .05 1.'78 C 6~4 2.65 .66 .92 1~09 .13 1~48 D 8.0 2.99 1~50 .55 1.54 .35 1.09 E 6 •. 1 2.48 1.18 • '71 1.16 ~32 1.08 F 6.2 2.'76 1.13 .68 .9'7 .07 1.41

§0
usual calcium oxide content as found in other parts of the country.
The silicate degree of the ash from each coal was calculated on the basis of the analysis, considering the iron as ferric oxide. Smelters have found that high silicate slags are more viscous than the basic slags; also the eastern coals g5.ving the least amount of clinker have high silicla-alumina ashes. This would lead one to expect the highest silicate ash to give the least amount and the most desirable clinker. Goal B, then, should give the most porous and least amount of clinker. Coals D and E should be the most troublesome. This would be modified by the fact that the ash analysis totals only 86.8 per cent for coal D and 96.1 per cent for coal E. The greater part of the remainder is likely alkalies which would lower the silicate degree of coal D materially and add, in addition, some very active slagging agents. The prediction then becomes coal B will give the least amount and best kind of clinker and coal D the poorest clinker.
The amount of each constituent of the ash per hundred pounds of coal was calculated in calculating the silicafcte degree. It was noticed that the amount of silica in the coal ismuch more constant than any other constituent of the ash. Table VIII gives the silicate degree of each
usual calcium oxide content as found in other parts of the
country.
The silicate degree of the ash from each coal was .'
calculated on the basis of the analysis, considering the
iron as ferric oxide. Smelters have found that high
silicate slags are more viscous than the basic slags; also
the eastern coals giving the least amount of clinker have
high silicia-alumina ashes. This would lead one to expect
the highest silicate ash to give the least amount and the
most desirable clinker. Coal B, then, should give the most
porous and least amount of clinker. Coals D and E should
be the most troublesome. This would be modified by the fact
that the ash analysis totals only 86.8 per cent for coal D
and 96.1 per cent for coal E. The greater part of the
remainder is likely alkalies which would lower the silicate
degree of coal D materially and add, in addition, some very
active slagging agents. The prediction then becomes coal B
will give the least amount and best kind of clinker and
coal D the poorest clinker • . ~:~::
, • .110 The amount of each constituent of the ash per
hundred pounds of coal was calculated in calculating the
silicate degree. It was noticed tha. t the amount of silica
in the coal ismuch more constant than any other constituent
of the ash. Table VIII gives the silicate degree of each

21
ash, and the pounds per hundred pounds of coal of each constituent of the ash.
Ash Ifetsion Temperatures
The fusion temperatures of the ashes were determined in a D.P.C. furnace. This furnace is different from the A.S.T.M. specifications in that it has only one burner in place of three burners. This affects only the maximum temperature the furnace is able to attain. The atmosphere in the furnace and the methods of determining the fusion temperature of the ash are exactly the same for both furnaces. It was necessary to stack a row of insulating brick around the furnace to decrease radiation losses. The maximum temperature obtained was 2350 degrees Fahrenheit. This temperature was above the melting point of the coal ashes tested and the furnace was adequate for the purpose.
The results of the fusion tests are given in table IX. Coal ashes are classified as: refractive ash, softening above 2,600°F.; ash of medium fusibility, softening between 2 ,200°F. and 2,600°F.; and easily fusible ash softening at a temperature below 2 ,200°F. The ashes of the coals tested all softened below 2 , 2 0 0 ° F. and are in the easily fusible class. They can be expected to form considerable clinker and give trouble in the fuel bed.
21
ash, and the pounds per hundred pounds of coal of each
constituent of the ash.
Ash Fusion Temperatures
The fusion temperatures of the ashes were deter
mined in a D.F.C. furnace. This furnace is different from
the A.S.T.M. ··specifications in that it has only one burner
in place of three burners. This affects only the maximum
temperature the furnace is able to attain. The atmosphere
in the furnace and the methods of determining the fusion
temperature of the ash are exactly the same for both fur
naces. It was necessary to stack a row of insulating brick
around the furnace to decrease radiation losses. The
maximum temperature obtained was 2350 degrees Fahrenheit.
This temperature was above the melting point of the coal
ashes tested and the furnace was adequate for the purpose.
The results of the fusion tests are given in
table IX. Coal ashes are classified as: refractive ash,
softening above 2,600oF.; ash of medium fusibility, soften
ing between 2,200oF. and 2,600oF.; and easily fusible ash
softening at a temperature below 2,200oF. The ashes of the
coals tested all softened below 2,200oF. and are in the
easily fusible class. They can be expected to form consid
erable clinker and give trouble in the fuel bed.

22
Table IX Fusion Temperatures of Goal Ashes °F. Initial Fusion Silicate
Coal Deformation Softening Melting Range Degree B 1940 1950 2150 210 1.78 C 2000 . 2025 2075 75 1.48 D 1880 1890 1950 70 1.09 E 1960 2000 2060 100 1.08 F 1845 1875 1930 85 1.41
Table X Residue from Coal D
Distribution Distribution Distribution Size Of Residue Of Ash Of Carbon 1.050 in. 37.4 52.3 1*9 .525 In. 4.7 3,0 8.5 4 mesh 11.7 14.8 - 4.6 10 " 13.2 7.8 25.8 28 " 13.9 7.8 28.3 65 ,f 8.9 5.6 16.6 200 " 5.1 4.1 7.5 •200 M 5.2 4.6 6.8
Table XI Analysis of Ash in Residue from Coal D % % % % Softening
Size SiOg A 1g°3 P e2°3 G a 0 Temperature 1.050 in. 49.23 27.10 6.03 13.15 1940 .525 in. 49.11 21.94 6.4 13.90 1940 4 mesh 50.54 21,74 7.4 14.30 1875 10 11 44.34 27,44 6.9 14.35 1950 28 " 43.54 30.32 14.80 2050 65 43.13 24.14 5.6 17.60 2000 200 " 45.36 29.54 17.20 2000 •200 M 48.78 26.14 3.4 13.10 2075
22
Table IX
Fusion Temperatures of Coal Ashes of.
Initial Fusion Silicate Coal Deformation Softening Melting Range Degree
B 1940 1950 2150 210 1~78 C 2000 2025 2075 75 1.48 D 1880 1890 1950 70 1.09 E ~~ 1960 2000 2060 100· 1~08 F 1845 1875 1930 85 1.41 ,
.,
-.;
Table X .~.
Residue from Coal D n~
10 % 10 Distribution Distribution Distribution
Size Of Residue Of Ash Of Carbon
1~050 1n~ 37~4 52~3 1.9 .525 in. 4.7 3.0 8~5 4 mesh 11.7 14.8 4.6
10 tI 13.2 7.8 25~8 28 If 13 ~9 7~8 28~3 65 11 8~9 5.6 16.6
200 " 5~1 4~1 7.5 -200 " 5.2 4.6 6.8
A- r' ,
i Table XI .of .. I Analysis of Ash in Residue from Coal D
.j '.
% % % % Softening Sj_ze 81°2 A1203 Fe203 CaO Temperature
1.050 in. 49~23 27.10 6.03 13.15 1940 • 525 in • 49~11 21.94 6.4 13.90 1940 4 mesh 50~54 21.74 7~4 14.30 1875
10 tt 44.34 27.44 6.9 14.35 1950 28 " 43.54 30.32 14.80 2050 65 tI 43.13 24.14 5.6 17.60 2000
200 n 45.36 29.54 17.20 2000 -200 " 48.78 26.14 3.4 13.10 2075

83
If the softening temperature is an indication of the amount of clinker, coal P softening at 1,875° should give the most clinker and coal C softening at 2,025° should give the least clinker. Based upon the temperature difference between initial deformation and melting temperatures, coals B and E should give the more porous clinkers, coals D, C, and P the more massive clinkers. These compare favorably with the prediction from silicate degree with the exception of coal E. Coal E has the lowest silicate degree and next to the highest range from initial deformation temperature to melting temperature.
Stoker Tests
The clinker samples were obtained from each coal by burning the coal in a domestic underfeed stoker firing an assay furnace. The stoker unit is a 0 . and M. Stoker-matic Model B34. The assay furnace has two D.P.C. type N.N. muffles mounted one above the other. The bottom of the lower muffle is 22 inches above the top of the stoker pot and the fire box of the furnace has a horizontal section of 14 inches by 18 inches. The furnace has been very successfully used for fire assaying.
A weighed amount of the coal was placed in the stoker hopper and the fire started with a small amount of
23
If the softening temperature is an indication qf
the amount of clinker, coal F softening at 1,8750 should
give the most clinker and coal C softening at 2,0250 should
give the least clinker. Based upon the temperature differ
ence between initial deformation and melting temperatures,
coals Band E should give the more porous clinkers, coals
D, C, and F the more massive clinkers. These compare favor
ably with the prediction from silicate degree with the
exception of coal E. Coal E has the lowest silicate degree
and next to the highest range from initial deformation tem
perature to melting temperature.
Stoker Tests
The clinker s amoles y'ere obtained from each coal
by burning the coal in a domestic underfeed stoker firing
an assay furnace. The stoker unit is a G. and M. Stoker
matic Model B34. The assay furnace has two D.F.C. type
N.N. muffles mounted one above the other. The bottom of
the lower muffle is 22 inches above the top of the stoker
pot and the fire box of the furnace has a horizontal section
of 14 inches by 18 inches. The furnace has been very suc
cessfully used for fire assaying.
A weighed amount of the coal was placed in the
stoker hopper and the fire started 1.'.'i th a small amount of

2&
wood and paper. The stoker was turned on using the maximum rate of feed and as soon as the coal was ignited the air was turned on full. The maximum rate of "burning was maintained through all the runs except for coal B. One hundred and eighty pounds of coal B was used and approximately one hundred pounds of the other coals. Temperatures for fire assaying were maintained in the furnace. For the stoker -run on Coal D, a base metal thermocouple was placed in the lower muffle and the temperatures in the fuel bed were measured with an optical pyrometer. Figure 1 gives the heating curves of maximum and minimum temperatures measured in the fuel bed, the temperature of the inner wall of the fire box, and the temperature in the lower muffle. Temperatures higher than the softening temperature of any of the coal ashes •vere obtained in the muffle, and fuel bed temperatures were well above the highest ash melting temperature. If the coal ashes were subjected to temperatures higher than their melting temperature, the formation of a porous clinker by sintering may be disregarded for these tests.
Coal D formed the poorest clinker. It will be noticed that the maximum temperatures in the fuel bed were reached before all the coal was burned. When the residue was removed from the fire box, the clinkers were not evenly distributed around the furnace pot. The clinker formation
wood and paper. The stoker was turned on using the maximwn
rate of feed and as soon as the coal was ignited the air
was turned on full. The maximum rate of burning was main
tained through all the runs except for coal B. One hundred
and eighty pounds of coal B was used and approximately one
hundred pounds of the other coals. Temperatures for fire
assaying were maintained in the furnace. For the stoker
run on Coal D, a base metal thermocouple was placed in the
lower muffle and the temperatures in the fuel bed were
measured with an optical pyrometer. Figure 1 gives the
heating curves of maximum and minimum temperatures measured
in the fuel bed, the temperature of the inner wall of the
fire box, and the temperature in the lower muffle. Tem
peratures higher than the softening temperature of any of
the coal ashes ',;-ere obtained in the muffle, and fuel bed
temperatures were well above the highest ash melting tem
perature. If the coal ashes were subjected to temperatures
higher than their melting temperature, the formation of a
porous clinker by sintering may be disregarded for these
tests.
Coal D formed the poorest clinker. It will be
noticed that the maximum temperatures in the fuel bed were
reached before all the coal was burned. 'fuen the residue
was removed from the fire box, the clj.nkers were not evenly
distributed around the furnace pot. The clinker formation

35
20()ll
/OO(J~
I
25
B
2 J TIme hoors
h9f.1re /
Stoker Tes t Coq/ j)
1

26
had started to interfere with the action of the furnace, by the uneven distribution of the clinker and the formation of a blow hole in the fuel bed.
The residue was removed from the furnace and screened on a set of Tyler screens. All the material on the t 1.050 inch screen was considered clinker. Actually it would have made little difference whether the 1.050 inch screen or a larger screen had been used. Most of the * 1.050 inch material was * 3 inches and contained no visible evidence of unburned coal. Each screen size was reduced to -65 mesh and a sample ignited in the electric furnace to determine the amount of unb̂ .rned coal in the sample. Table X shows the distribution of the residue from coal D and Table XI gives the analysis and softening temperature of the ash in each screen size. The same determinations on coal B gave similiar results. It is significant that the fine sizes have a higher softening point than the clinker and coarser sizes. This indicates a segregation of the ash in the coal. If the analysis and softening temperature had been more uniform, it would have indicated the formation of the fines while the furnace was warmed up.
The clinkers were classified by number according to the kind of clinker. Number 1 was porous and brittle and the most desirable clinker. It came from coal E. The
26
had started to interfere with the action of the furne.ce,
by the uneven distribution of the clinker and the formation
of a blow hole in the fuel bed.
~: The residue was removed from the furnace and
screened on a set of Tyler screens. All the material on
the to 1.050 inch screen was considered clinker. Actually
it would have made little difference whether the 1.050 inch
screen or a larger screen had been used. Most of the to
1.050 inch material was to 3 inches and contained no visible
evidence of unburned coal. Each screen size was reduced
to -65 mesh and a sample ignited in the electric furnace
to determine the amount of unb':~rned coal in the sample.
Table X shows the distribution of the residue from coal D
and Table XI gives the analysis and softening temperature
of the ash in each screen size. The same determinations
on coal B gave sim~~liar results. It is significant that
the fine sizes have a higher softening point than the
clinker and coarser sizes. This indicates a segregation
of the ash in the coal. If the analysis and softening tem-
perature had been more uniform, it would have indicat·ed the f~
formation of' the fines 1~Thile the furnace was warmed up.
The clinkers were c1assif'ied by number according
to the kind of clinker. Number 1 was porous and brittle
and the most desirable clinker. It came from coal E. The

27
clinker from coal .D was massive, tough, and. very hard to remove from the fuel bed. It was designated as number 5 .
Table XII lists the coals in the order of kind of clinker. The amount of clinker in the ashes is included and also the factors used in predicting the clinker formation. The destability and amount of clinker occur in the reverse order with the exception of coal C.
On the basis of silicate degree and completeness of analysis, coal B was predicted to give the most desirable and least amount of clinker. Coal D was predicted to give the least desirable clinker. Coal E with almost exactly a monosilicate ash was the only coal that deviated from these predictions. Ravitz, Cowles, and Peck improved the clinker by making the ash monosilicate. On this evidence the most desirable ash is either exactly a monosilicate or a high silicate.
On the basis of amount of clinker predicted from softening temperature coals F and D occurred in the reverse order. As amount of clinker and softening temperature have been correlated by other investigators, this prediction holds fairly well.
The kind of clinker predicted from the fusion temperature range held qualitatively but not quantitatively. Coals B and E had the wider fusion range and gave
27
clinker from coal D was massive, tough and very hard to
remove from the fuel bed. It 'was designated as number 5.
Table XII lists the coals in the order of kind of clinker.
The amount of clinker in the ashes is included and also
the factors used in predicting the clinker formation. The
desirability and amount of clinker occur in the reverse
order with the exception of coal C.
On the basis of silicate degree and completeness
of analysis, coal B was predicted to give the most desir
able and least amount of clinker. Coal D was predicted to
give the least desirable clinker. Coal E with almost
exactly a monosilicate ash was the only coal that deviated
from thaoo predictions. Ravitz, Cowles, and Peck improved
the clinker by making the ash monosilicate. On this
evidence the most desirable ash is either exactly a mono
silicate or a high silicate.
On the basis of amount of clinker predicted from
softening temperature coals F and D occurred in the reverse
order. As amount of clinker and softenlng temperature have
been correlated by other investigators, this prediction
holds fairly well.
The kind of clinker predicted from the fusion
temperature range held qualitatively but not quantitat
ively. Coals Band E had the wider fusion range and gave

28
Table XII
Amount and Kind of Clinker
Kind of % Silicate Total Softening Fusion Clinker Clinker Degree Analysed Temperature Range
1 41.5 1.08 96 2000°F 100 2 43.8 1.78 98 1950 210 4 33.3 1.48 86 2025 75 4 47.8 1.41 90 1875 85 5 52.3 1.09 85 1890 70
28
..• ~.
Table XII
Amount and Kind of Clinker
,. Kind of % Silicate Total Softening Fusion
Coal Clinker Clinker Degree Analysed Temperature Range
E 1 41.5 1.08 96 2000 0 F 100
B 2 43.8 1.78 98 1950 210
C 4 33.3 1.48 86 2025 75
F 4 47.8 1.41 90 1875 85
D 5 52.3 1.09 85 1890 70
29
the better clinkers. The other coals had a narrower fusion range and gave poorer clinkers. In view of the difficulty of a close determination of the melting point in the standard furnace, a better method of measuring the fusion temperatures may prove the fusion temperature range valuable in determining the kind of clinker.
Since Ravitz, Cowles, and Peck had improved the clinker by making the ash monosilicate, it was decided to try the addition of silicia for the same purpose. The amount of silicia necessary to make coal D a bi-silicate was calculated as 2.45 pounds per 100 pounds of coal. In view of the low percentage total analysis, 3 pounds of silicia per 100 pounds of coal was added to coal D and stoker test made. The results were very satisfactory. The clinker was classed with coal B, clinker, number 2. The time-temperature curves did not fall before all the coal was burned but maintained a maximum.
Microscopic Examinations
Two thin sections of coals D and E and one section of the clinkers from the two coals were prepared and submitted to Professor A. L. Crawford for examination. The samples ^ere grab samples and the number prepared were insufficient to give a thorough knowledge of the mineral-
29
the better clinkers. The other coals had a narrower fusion
range and gave poorer clinkers. In view of the difficulty
of a close determination of the melting point in the stand
ard furnace, a better method of measuring the fusion tem
peratures may prove the fusion temperature range valuable
in determining the kind of clinker.
Since Ravitz, Cowles, and Peck had improved the
clinker by mruring the ash monosilicate, it was decided to
try the addition of silicia for the same purpose. The
amount of silicia necessary to make coal D a bi-silicate
was calculated as 2.45 pounds per 100 pounds of coal. In
view of the 10'1" percentage total analysis, 3 pounds of
silicia per 100 pounds of coal was added to coal D and
stoker test made. The results weY'e very satisfactory. The
clinker W!!S classed with coal B, clinker, number 2. The
time-temperature curves did not fall before all the coal
was burned but maintained a maximum.
Microsc~pic Examinations
Two thin sections of coals D and E and one
section of the clinkers from the two coals were prepared
and submitted to Professor A. L. Crawford for examination.
'l'he samples "'ere grab samples and the number prepared were
insufficient to give a thorough knowledge of the mineral-
30
ogical composition. Quartz, sericite, and clay-like material were identified in coal E. The material in the clinker from coal E was either glass or recrystalized to the artificial minerals formed in slags. The pores were distributed throughout the entire mass of clinker. Kaolin and secondary calcite were identified in coal D. The clinker from coal D was not altered as much as the clinker from coal E. Feldspar, cuartz grains, and large pieces, probably lime, were identified in the clinker from coal D.
The ash in the coal forming the best clinker was fine and evenly distributed throughout the coal. The ash was almost entirely altered in the clinker, indicating the analysis is more important than the mineralogical composition in this case.
The ash in the coal forming the poorest clinker was not evenly distributed, was in larger pieces, and was not highly altered. The presence of calcium as calcite apparantly did not affect the character of the clinker. The larger pieces remained in the hottest part of the fuel bed longer and collected material around, them to increase the clinkering.
~.
\
30
ogical composition. Quartz, sericite, and clay-like
material were identified in coal E. The material in the
clinker from coal E was either glass or recrystalized to
the artificial minerals formed in slags. 'l'he pores were
distributed throughout the entire mass of clinker. Kaolin
and secondary calcite were identified in coal D. The clin
ker from coal D was not altered as much as the clinker from
coal E. Feldspar, ouartz grains, and large pieces, probably
lime, were identified in the clinker from coal D.
The ash in the coal forming the best clinker was
fine and evenly distributed throughout the coal. The ash
was almost entirely altered in the clinker, indicating the
analysis is more important th8..n the mlneralogical composi-
. tion in this case.
The ash in the coal forming the poorest clinker
was not evenly distributed, was in larger pieces, and was
not highly altered. The presence of calcium as calcite
apparantly did not affect the character of the clinker.
The larger pieces remained in the hottest part of the fuel
bed longer and collected material around them to increase
the clinkering.

31
CHAPTER III r
CONCLUSION
Summary
Five coals have been analysed and used in stoker tests to determine the factors causing clinker formation. Probably definite conclusions should be based on a larger number of tests; but the indications gained from these tests have been consistent for the five coals. The factors governing the amount and kind of clinker are:
1. The softening temperatures of coal ash are an indication of the relative amount of clinker from various coals..
2 . High silicate or exactly monosilicate ashes form the best type of clinker.
3. The fusion temperature range is a qualitative determination of the kind of clinker. The ashes with a wide fusion range produce the better type clinker.
-'1,,-, 31
f CHAP'T'ER III
CONCLUSION
Sunnnary
Five coals have been analysed and used in stoker
tests to determine the factors causing clinker formation.
probably definite conclusions should be based on a larger
number of tests; but the indications gained from these
tests have been consistent for the five coals. The factors
governing the amount and kind of clinker are:
1. The softening temperatures of coal ash are
an indication of the relative amount of clinker from
various coals.,
2. High silicate or exactly monosilicate ashes
form the best type of clinker.
'. 3. The fusion temperature range is a ouali-
tative determination of the kind of clinker. The ashes
with a wide fusion range produce the better type clinker.

32
4. Large pieces of ash in the coal promote clinkering.
5 . A microscopic examination is helpful in determining the size and distribution of ash in the coal.
6 . The addition of the proper agents will change the clinker formation.
7. An exactly monosilicate ash is more desirable than a high silicate ash to minimize grate corrosion.
8. Addition agents must be finely divided or they will promote undesirable clinkering.
9. Silicia and lime are the best addition agents for the coals tested.
1 0 . The amount of addition agent necessary may not be excessive in most cases.
Suggestions for Further Work
The number of tests made may not be enough to give conclusive evidence. If more tests are made, the method of determining fusion temperatures of coal ash should be improved, and a complete analysis of the ash should be made. An extention of this type of work to a large commercial installation would be of great value.
\
32 ,.<t. :.,'
" ':" \: <. ' (' ~ , < / I (
" I r
• -0,·, .,,' .' , (' ....
4. Large pieces of ash in the coal promote
clinkering.
,. ~, . 5. A microscopic examination is helpful in ,.
: ~.' ~' • I'
.'
determining the size and distribution of ash in the coal.
6. The addition of the proper agents will change
the clinker formation.
7. An exactly monosilicate ash is more desirable
than a high silicate ash to minimize grate corrosion.
8. Addition agents must be finely divided or
they will promote undesirable clinkering.
9. Silicia and lime are the best addition agents
for the coals tested.
10. The amount of addition agent necessary may
not be excessive in most cases.
suggestions for Further 1Vork
The number of tests made may not be enough to
give conclusive evidence. If more tests are made, the
method of determining fusion temperatures of coal ash
should be improved, and a complete analysis of the ash
should be made. An extention of this type of work to a
large comrnerc 18.1 installation would be of great value.
oo
BIBLIOGRAPHY
A.S.T.M., "American Society for Testing Materials, Standards, Part II," Philadelphia, (1933).
Barrett, E. P., "A Furnace for the Measurement of Coal-Ash Softening Temperatures," Technical Paper ly, Mineral Industeries Experiment Station, Pennsylvania State College (1935).
Estep, T. G., Seltz, H., Bunker, H. L., and Strickler, H. S., "The Effect of Mixing Coals on the Ash Fusion Temperature of the Mixture," Carnegie Institute of Technology, Cooperative Bulletin 62 (1934).
Jones and Butler, "Analysis and Softening Temperature of Coal Ash," Ind. and Eng. Chem., January 15, 1936, page 25.
Keefer, R,, "Methods in Non-Ferrous Metallurgacal Analysis," McGraw-Hill, New York (1928).
Nicholls, P., Selvig, W. A., and Ricketts, E. B., "Clinker Formation as Related, to the Fusibility of Coal Ash," U.S.P.M. Bulletin 364 (1932),
Ra.vitz, S. F., Cowles, H. 0., and Peck, TnJ. V., "Ash Analysis and Clinker Formation of Western Stoker Slacks," Utah Engineering Experiment Station, (1935).
Sherman, R. A., and Kaiser, F. R., "Clinker Formation in Small Underfeed Stokers," Information Bulletin No. 1, Bituminous Coal Research Inc., Battile Memorial Institute, (1936).
U. S. Steel Corporation, "Methods of the Chemists of the United States Steel Corporation for the Sampling and Analysis of Coal, Coke, and By-Products," Third Edition, Carnegie Steel ComDany, Pittsburg, (1929).
/
A.S.T.M.,
Barrett,
Estep, T.
BIBLIOGRAPHY
"Ame-'ican Society for Testing Materials, Standards, Part II," Philadelphia, (1933).
E. P., "A Furnace for the Measurement of Coal-Ash Softening Temperatures," Technical Paper ly, Mineral Industeries Experiment Station, Pennsylvania State College (1935).
G.~ seltz, H., Bunker, H. L., and Strickler, H. S., "The Effect of Mixing Coals on the Ash Fusion Temperature of the Mixture," Carnegie Institute of Technology, Cooperative Bulletin 62 (1934).
Jones and Butler, \!Analysis and Softening Temperature of Coal Ash," Ind. and Eng. Chern., January 15, 1936, page 25.
Keefer, R., "Methods in Non-Ferrous Metallurgacal Analysis," McGraw-Hill, New York (1928).
Nicholls, P. , Selvig, ,."/. A., and Ricketts, E. B., "Clinker Formation as Related to the Fusibility of Coal Ash," U.S.p.M. Bulletin 364 (1932).
R8vitz, S. F., Cowles, H. 0., and Peck, lrr[. V., "Ash Analysis and Clinker Formation of Western Stoker Slacks," Utah Engineering Experiment Station, (1935) •
Sherman, R. A., and Kaiser, F. R., "Clinker Formation in Small Underfeed Stokers," Information Bulletin No.1, Bituminous Coal Research Ino., Battile Memorial Institute, (1936).
u. S. Steel Corporation, "Methods of the Chemists of the United States Steel Corporation for the Sampling and Analysis of Coal, Coke, and BY-Products," Third Edition, Carnegie Steel Company, Pittsburg, (1929) •