-
Leseprobe
zu
„Understanding Extrusion“
von Chris Rauwendaal
ISBN (Buch): 978-1-56990-698-9
ISBN (E-Book): 978-1-56990-699-6
Weitere Informationen und Bestellungen unter
https://www.hanser-
fachbuch.de/buch/Understanding+Extrusion/9783446416864
sowie im Buchhandel
© Carl Hanser Verlag, München
https://www.hanser-fachbuch.de/buch/Understanding+Extrusion/9783446416864https://www.hanser-fachbuch.de/buch/Understanding+Extrusion/9783446416864
-
The first edition of Understanding Extrusion was published in
2000 and the second edition in 2010. Since the second edition was
issued several important develop-ments have taken place. As a
result, it makes sense to have a third edition of Under-standing
Extrusion.Most of the new material is incorporated in Chapter 2.
Topics included in this chapter are interpretation of extrusion
process data, dimensional variation by melt temperature
fluctuations, efficient extrusion, and more. Chapters 7 and 8 have
also been extended and now cover topics such as analysis of shrink
void formation and grooved barrel extruder technology.I would like
to thank Dr. Mark Smith for his encouragement to work on this third
edition. I also want to thank my wife Sietske for her continued
support and for put-ting up with me despite these time-consuming
projects.
Chris RauwendaalSeptember 2018
Preface to the Third Edition
-
Preface to the Third Edition . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . V
1 Extrusion Machinery . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . 11.1 What is an Extruder?
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . 11.2 Different Types of Extruders . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . 2
1.2.1 Single Screw Extruders . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . 21.2.2 Twin Screw Extruders . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
1.2.2.1 Co-Rotating Twin Screw Extruders . . . . . . . . . . . .
. . . . . 21.2.2.2 Counter-Rotating Twin Screw Extruders . . . . .
. . . . . . . 3
1.2.3 Ram Extruders . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . 41.3 Components of an
Extruder . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . 5
1.3.1 The Extruder Screw . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . 51.3.2 The Extruder Barrel . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
51.3.3 The Feed Throat . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . 61.3.4 The Feed Hopper . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. 71.3.5 Barrel Heating and Cooling . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . 71.3.6 Screw Heating and Cooling . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . 91.3.7 The
Breaker Plate . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . 91.3.8 The Screen Pack . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10
1.3.8.1 Screen Changers . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . 111.3.9 The Extrusion Die . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12
1.3.9.1 Coextrusion Dies . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . 141.3.10 The Extruder Drive . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . 14
1.3.10.1 Coupling between Motor and Gearbox . . . . . . . . . .
. . . . 151.3.11 The Speed Reducer . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . 16
1.3.11.1 Thrust Bearing Assembly . . . . . . . . . . . . . . . .
. . . . . . . . 161.3.12 The Gear Pump . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . 17
2 Instrumentation and Control . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . 192.1 Instrumentation . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . 192.2 Most Important Process Parameters . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . 19
2.2.1 Melt Pressure . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . 202.2.2 Pressure
Transducers . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . 21
Contents
-
VIII Contents
2.2.3 Temperature Measurement . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . 222.2.4 Melt Temperature Measurement .
. . . . . . . . . . . . . . . . . . . . . . . . . 232.2.5 Barrel
Temperature Measurement . . . . . . . . . . . . . . . . . . . . . .
. . . 24
2.3 Temperature Control . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . 262.3.1 On-Off
Control . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . 262.3.2 Proportional Control . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . 262.3.3
Fuzzy Logic Control . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . 28
2.4 Collection and Interpretation of Extrusion Process Data . .
. . . . . . . . . . . 292.4.1 Introduction . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
292.4.2 Vital Signs of the Extrusion Process . . . . . . . . . . .
. . . . . . . . . . . . 29
2.4.2.1 Melt Pressure . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . 302.4.2.2 Melt Temperature . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . 352.4.2.3 Training
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . 44
2.4.3 Examples of Extrusion Problems Solved by Using a Data
Acquisition System . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . 442.4.3.1 Variation in Stock Temperature . . . .
. . . . . . . . . . . . . . . 442.4.3.2 Variation in Feed Housing
Temperature . . . . . . . . . . . . 462.4.3.3 Variation in Melt
Pressure . . . . . . . . . . . . . . . . . . . . . . . . 48
2.4.4 Process Optimization . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . 502.4.5 Temperature-Induced
Dimensional Changes of Extrudate . . . . . 50
3 Complete Extrusion Lines . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . 533.1 Tubing and Pipe Extrusion
Lines . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. 533.2 Film and Sheet Lines Using the Roll Stack Process . .
. . . . . . . . . . . . . . . 543.3 Film Lines Using Chill Roll
Casting . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
553.4 Combination of Materials . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . 56
3.4.1 Coextrusion . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . 563.4.2 Extrusion Coating .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . 573.4.3 Extrusion Lamination . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . 58
3.5 Blown Film Lines . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . 593.6 Extrusion
Compounding Lines . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . 593.7 Profile Extrusion Lines . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
61
4 Plastics and Their Properties Important in Extrusion . . . . .
. . . . . . . . 634.1 Thermoplastics and Thermosets . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . 634.2 Amorphous
and Semi-Crystalline Plastics . . . . . . . . . . . . . . . . . . .
. . . . . . 644.3 Liquid Crystalline Plastics (LCPs) . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . 664.4 Elastomers
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . 664.5 Flow Behavior of Plastic
Melts . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . 674.6 Melt Index . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 684.7
The Effect of Shearing . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . 694.8 Shear Thinning or
Pseudoplastic Behavior . . . . . . . . . . . . . . . . . . . . . .
. . 69
-
Contents IX
4.9 Effect of Temperature on Viscosity . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . 704.10 Viscous Heat Generation
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . 714.11 Thermal Properties . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . 71
4.11.1 Thermal Conductivity . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . 724.11.2 Specific Heat and
Enthalpy . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . 724.11.3 Thermal Stability and Induction Time . . . . . . . . .
. . . . . . . . . . . . . 734.11.4 Density . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. 744.11.5 Melting Point . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . 764.11.6 Glass Transition
Temperature . . . . . . . . . . . . . . . . . . . . . . . . . . . .
76
5 How an Extruder Works . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . 775.1 Solids Conveying . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . 78
5.1.1 Gravity Induced Conveying . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . 785.1.2 Drag Induced Conveying . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 815.1.3
Starve Feeding . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . 825.1.4 Grooved Feed Extruders . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 83
5.2 Melting . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . 855.2.1
Contiguous Solids Melting . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . 855.2.2 Dispersed Solids Melting . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . 86
5.3 Melt Conveying . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . 895.3.1 Melt
Temperatures . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . 90
5.4 Mixing . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . 935.4.1
Distributive Mixing . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . 935.4.2 Mixing Sections . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
98
5.4.2.1 Distributive Mixing Sections . . . . . . . . . . . . . .
. . . . . . . . 985.4.2.2 Dispersive Mixing Sections . . . . . . .
. . . . . . . . . . . . . . . . 102
5.5 Degassing . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . 1085.6 Die
Forming . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . 110
5.6.1 Size and Shape Changes . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . 1115.6.2 Tubing and Pipe Dies . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1145.6.3 Flat Film and Sheet Dies . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . 1175.6.4 Profile Dies . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . 119
6 How to Run an Extruder . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . 1236.1 Introduction . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . 1236.2 Before Start-up . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . 1236.3 Getting Ready for a Run . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . 1246.4 Starting the
Extruder . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . 1266.5 Actual Operation . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . 1286.6 Shutdown . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . 129
6.6.1 Purging . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . 1296.7 Safety Issues .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . 131
6.7.1 Heat . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . 131
-
X Contents
6.7.2 Moving Parts . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . 1316.7.3 Electrical . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . 1326.7.4 Weights . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1326.7.5
Pressure . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . 132
6.8 Inspection and Training . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . 133
7 How to Troubleshoot Extrusion Problems . . . . . . . . . . . .
. . . . . . . . . . . 1377.1 Objectives . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . 1377.2 Prerequisites . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . 137
7.2.1 Good Instrumentation . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . 1377.2.2 Good Understanding of the
Process . . . . . . . . . . . . . . . . . . . . . . . . 1387.2.3
Collect and Analyze Historical Data . . . . . . . . . . . . . . . .
. . . . . . . 1387.2.4 Teamwork . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . 138
7.3 Main Types of Problems . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . 1397.3.1 Output Problems
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . 139
7.3.1.1 Low Extruder Output . . . . . . . . . . . . . . . . . .
. . . . . . . . . . 1397.3.1.2 Variation in Extruder Output . . . .
. . . . . . . . . . . . . . . . . 141
7.3.2 Appearance Problems . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . 1447.3.2.1 Lines . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1457.3.2.2 Die Drool . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . 1457.3.2.3 Discoloration and
Degradation . . . . . . . . . . . . . . . . . . . . 1457.3.2.4
Voids . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . 1477.3.2.5 Vent Flow . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . 1567.3.2.6 Air
Entrapment . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . 1567.3.2.7 Gels . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . 1577.3.2.8 Poor Mixing .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. 158
7.3.3 Functional Product Problems . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . 1607.3.4 High Melt Temperature . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1607.3.5 High Motor Load . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . 1617.3.6 Wear Problems . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . 161
7.4 Systematic Problem Solving . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . 1637.5 Machine
Troubleshooting and Maintenance . . . . . . . . . . . . . . . . . .
. . . . . 164
7.5.1 Check the Oil . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . 1657.5.2 Unusual Noises . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . 1657.5.3 Drive Motors and Belts . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . 1677.5.4 Spare Parts . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . 1677.5.5 Screw and Barrel . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . 1677.5.6 Extruder
Maintenance Checklist . . . . . . . . . . . . . . . . . . . . . . .
. . . 168
7.6 Troubleshooting Lists . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . 171
8 New Developments in Extrusion and Methods to Increase
Efficiency . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . 175
8.1 General Trends . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . 1758.2 High-Speed
Extrusion . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . 175
-
Contents XI
8.2.1 Melt Temperature . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . 1758.2.2 Extruders without Gear
Reducer . . . . . . . . . . . . . . . . . . . . . . . . . .
1768.2.3 Energy Consumption . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . 1778.2.4 Change-over Resin
Consumption . . . . . . . . . . . . . . . . . . . . . . . . . .
1778.2.5 Change-over Time and Residence Time . . . . . . . . . . .
. . . . . . . . . . 177
8.3 Multi-Strand Extrusion . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . 1788.4 Reducing
Material Cost . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . 180
8.4.1 Low Cost Filler . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . 1808.4.2 Recycled Plastics
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . 1828.4.3 Foamed Plastics . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . 1828.4.4
Pre-compounded Material vs. In-house Compounding . . . . . . . .
1838.4.5 Start-up, Change-over, and Shutdown . . . . . . . . . . .
. . . . . . . . . . . 1838.4.6 Polymer Processing Aids (PPA) . . .
. . . . . . . . . . . . . . . . . . . . . . . . 183
8.5 Increased Automation . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . 1868.6 Efficient
Extrusion . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . 186
8.6.1 Instrumentation . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . 1878.6.2 Data Acquisition . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . 1878.6.3 Feed Stock Variability . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . 1888.6.4 Flood Feeding
versus Starve Feeding . . . . . . . . . . . . . . . . . . . . . .
1888.6.5 Purging . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . 189
8.6.5.1 Melt Displacement Behavior . . . . . . . . . . . . . . .
. . . . . . . 1908.6.5.2 Effect of Viscosity Differences . . . . .
. . . . . . . . . . . . . . . . 1938.6.5.3 Effect of Color . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1948.6.5.4 Dynamic versus Static Purging Methods . . . . . . . . .
. . . 1958.6.5.5 Purging Agents . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . 1988.6.5.6 Practical Rules to Reduce
Purge Times . . . . . . . . . . . . . 198
8.6.6 Methods to Reduce Energy Consumption . . . . . . . . . . .
. . . . . . . . 2008.6.6.1 Energy Requirement . . . . . . . . . . .
. . . . . . . . . . . . . . . . . 2008.6.6.2 Energy Cost per
Kilogram . . . . . . . . . . . . . . . . . . . . . . . . 2008.6.6.3
Energy Cost per Year . . . . . . . . . . . . . . . . . . . . . . .
. . . . . 2008.6.6.4 Barrel Cooling . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . 2008.6.6.5 Heat Loss at the
Extrusion Die . . . . . . . . . . . . . . . . . . . . 2018.6.6.6
Melt Temperature . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . 2018.6.6.7 Pre-Drying . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . 2028.6.6.8 Use of Filled
Plastics . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2028.6.6.9 Tips to Reduce Energy Use in Extrusion . . . . . . . . .
. . . 202
8.6.7 Flexible Manufacturing . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . 2038.7 Statistical Process Control
(SPC) and Design of Experiments (DOE) . . . 2068.8 Causes of
Process Variation . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . 208
8.8.1 Melt Temperature Variation . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . 2088.8.2 Melting Related Instabilities
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 209
8.9 Grooved Feed and Grooved Barrel Extruders . . . . . . . . .
. . . . . . . . . . . . . . 2098.9.1 Adjustable Grooved Feed
Extruder . . . . . . . . . . . . . . . . . . . . . . . . 2108.9.2
Grooved Barrel Extruders . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . 210
8.10 The Rotary Channel Pump (RCP) . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . 213
-
XII Contents
8.11 New Developments in Mixing and Screw Design . . . . .
. . . . . . . . . . . . . . 2138.11.1 Elongational Mixing Devices .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . 2138.11.2
Barrier Screws with Elongational Mixing Action . . . . . . . . . .
. . . 2148.11.3 Floating Sleeve Intermeshing Pin Mixer . . . . . .
. . . . . . . . . . . . . . 2158.11.4 High Heat Transfer (HHT)
Screw Design Technology . . . . . . . . . 2168.11.5 The Single
Screw Compounding Extruder (SSCE) . . . . . . . . . . . . 217
8.12 Fiber Reinforced Plastics . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . 2188.12.1 Conventional
Methods to Make Fiber Reinforced Plastics . . . . . . 2188.12.2
Nexxus Technology . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . 219
8.13 Conclusions . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . 219
9 Appendices . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . 2239.1 Appendix 1:
Recommended list for further reading . . . . . . . . . . . . . . .
. . 2239.2 Appendix 2: Extrusion Theory . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . 225
9.2.1 References . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . 2309.2.2 Nomenclature . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . 230
Index . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
233
-
1.3 Components of an Extruder 5
1.3Components of an Extruder
In this section we will discuss: the extruder screw the screen
pack the extruder barrel the extrusion die the feed throat the
extruder drive the feed hopper the reducer barrel heating and
cooling gear pumps the breaker plate instrumentation and
control
1.3.1The Extruder Screw
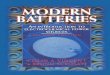
The heart of the extruder is the extruder screw. This is a long
cylinder with a heli-cal flight wrapped around it, see Figure 1.6.
The screw is very important because conveying, heating, melting,
and mixing of the plastic are mostly determined by the screw. The
stability of the process and the quality of the extruded product
are very much dependent on the design of the screw. The screw
rotates in a cylinder that fi ts closely around it.
Figure 1.6 A single flighted extruder screw
1.3.2The Extruder Barrel
The cylinder is called the extruder barrel. The barrel is a
straight cylinder usually equipped with a bimetallic liner; this
liner is a hard, integral layer with high wear resistance. In most
cases, the wear resistance of the barrel should be better than that
of the screw. The reason is that the screw is much easier to
rebuild and replace than the barrel. Bimetallic barrels usually
cannot be rebuilt.The barrel may have a vent opening through which
volatiles can be removed from the plastic, see Figure 1.7, a
process called devolatilization. An example is the re-moval of
moisture from a hygroscopic plastic. An extruder with a vent port
should use a special screw geometry to keep the plastic melt from
coming out of the vent port; such a screw is called a “two-stage
screw,” see Figure 1.7.
Functions
-
6 1 Extrusion Machinery
Figure 1.7 A vented extruder barrel with a two-stage screw
1.3.3The Feed Throat
The feed throat is connected to the barrel; it contains the feed
opening through which the plastic material is introduced to the
extruder. The feed throat usually has water-cooling capability
because we have to be able to keep the feed throat tempera-ture low
enough to keep the plastic particles from sticking to the wall. To
improve the intake capability of the feed throat, the feed opening
can be offset as shown in Figure 1.8 and have an elongated shape.
The length of the feed opening should be about 1.5 times the
diameter of the barrel and the width about 0.7 times the
dia-meter.Some extruders do not have a separate feed throat, but
the feed opening is ma-chined right into the extruder barrel. There
are both advantages and disadvantages to such a setup. The
advantages are lower cost, fewer parts, and no problems with
alignment of the barrel to the feed throat. Disadvantages are that
it is more difficult to create a thermal barrier between the hot
barrel and the cold feed throat region and good cooling of the feed
throat region is more difficult.
Tangentialdesign
1.5D
0.7D AA
D
Top view Section A-A
Figure 1.8 Preferred geometry for feed opening in the feed
throat
Material intake
-
1.3 Components of an Extruder 7
1.3.4The Feed Hopper
The feed throat is connected to the feed hopper and the extruder
barrel. The feed hopper holds the plastic pellets or powder and
discharges the material into the feed throat. The hopper should be
designed to allow a steady flow of material. Steady flow is best
achieved with a circular hopper with a gradual transition in the
conical section of the hopper, see Figure 1.9.
Figure 1.9 Good hopper design (left) and bad hopper design
(right)
For difficult bulk materials, special devices can be used to
promote steady flow through the hopper; such as vibrating pads,
stirrers, wipers, and even crammer screws to force the material to
the discharge, see Figure 1.10.
Figure 1.10 Example of crammer feeder
1.3.5Barrel Heating and Cooling
The extruder barrel has both heating and cooling capability.
Heating is usually done with electrical band heaters located along
the length of the extruder. The heaters can be mica insulated
heaters, ceramic heaters, or cast-in heaters. In cast-in heaters,
the heating elements are cast in a semi-circular block of aluminum
or bronze; these heaters provide good heat transfer. Aluminum cast
heaters can heat up to 400 °C, while bronze cast heaters have a
maximum operating temperature of about 550 °C. Other types of
heating can be used, such as induction heating,
Conveying material
Various heating methods
-
38 2 Instrumentation and Control
The threaded probe with the sapphire window can be used in
combination with a simple IR thermometer. This allows IR melt
temperature measurement in the ex-truder barrel or in the die.IR
temperature measurement provides two important benefits. One, the
response time is fast, about 10 milliseconds. Two, the measurement
does not disturb the flow as is the case with an immersion probe.
Because of the fast response, the IR mea-surement can detect rapid
changes in melt temperature that cannot be detected by an immersion
melt temperature probe. Melt temperature variation will be
discussed next.
Melt Temperature Variation in ExtrusionThe melt temperatures in
extrusion result from viscous dissipation and heat trans-fer. In
drag flow, the shear rates and viscous dissipation are relatively
uniform. However, the heat transfer to the screw and barrel results
in large temperature dif-ferences within the polymer melt. The
largest temperature gradients tend to occur at the barrel
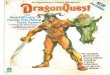
surface.The melt temperature distribution can be determined by
performing a non-isother-mal analysis of the flow in the screw
channel. In the case of a non-Newtonian poly-mer melt this is
typically done using finite element analysis (FEA). Figure 2.24
shows a color contour plot of melt temperatures in the screw
channel of a 63 mm single screw extruder running a 0.2 melt index
high density polyethylene (HDPE) at 100 rpm. The vertical axis has
been stretched about eight times to make it easier to examine the
temperature distribution.
Figure 2.24 Melt temperature distribution in 63 mm extruder
running at 100 rpm
The top surface is the barrel, the bottom surface is the root of
the screw, the left vertical boundary is the pushing flank of the
flight, and the right vertical boundary
IR temperature measurement provides two important benefits:
1) fast response, 2) no disturbance
of flow
Melt temperature distribution can be
determined by perform-ing a non-isothermal
analysis of the flow in the screw channel
Melt temperatures in the screw channel are
highly non-uniform
-
2.4 Collection and Interpretation of Extrusion Process
Data 39
is the trailing flank of the flight. It is clear that the melt
temperatures are highly non-uniform. The temperatures close to the
barrel are relatively low because of the heat transfer to the
barrel – the barrel cools down the melt that is in close
proxim-ity to the barrel. The temperatures at the pushing flight
flank are low because the cool melt close to the barrel moves down
along the flight when it reaches the push-ing flight flank.At the
root of the screw, the cool melt from the pushing flight flank
moves toward the trailing side of the flight. If there is no heat
transfer with the screw, the melt temperatures will gradually
increase as the melt moves from the pushing flank to the trailing
flank. The melt reaching the trailing flight flank moves up along
the flight until it gets close to the barrel. At that point the
cycle starts again. The outer region of the screw channel stays
relatively cool because of the heat transfer from the melt to the
barrel. The situation is quite different for the inner region of
the screw channel.The melt in the inner region remains in this
region as it travels down the length of the screw channel – it
will not come into close proximity of the barrel. The inner region
is thermally insulated from the barrel by a relatively thick layer
of polymer melt. As a result, the temperatures in this region
increase higher than in any other part of the channel – it is
a natural hot spot. In Figure 2.24 the temperatures in the hot spot
are more than 100 °C above the barrel temperature.When the screw
discharges the melt, this melt will be non-uniform in temperature.
A number of studies have analyzed the variation of melt
temperatures in extruders. One such study was made by E. Brown and
A. Kelly at Bradford University in Eng-land. In this work, a fast
response thermocouple (TC) mesh was used to measure melt
temperature variation using three different extruder screws. The TC
mesh was located in the breaker plate recess of the extruder
barrel, see Figure 2.25.
Figure 2.25 Experimental setup for melt temperature study
Melt temperature was measured at multiple locations, see Figure
2.26. It is clear from this figure that the melt temperatures
across the channel are quite non-uni-form with a low temperature of
190 °C and a high temperature over 215 °C.
Hot spots tend to form in the center region of the screw
channel
-
40 2 Instrumentation and Control
Figure 2.26 Melt temperatures versus radial distance from the
center
The melt temperatures vary not only across the melt stream but
also over time – this is shown in Figure 2.27.
Figure 2.27 Melt temperature versus time
The melt at TC4 (radial location –10 mm in Figure 2.26) drops
from 215 °C to 180 °C within four seconds and then increases again
to almost 215 °C within two seconds. This is rapid and substantial
melt temperature variation! Interestingly, this melt temperature
variation cannot be detected with an immersion melt tem-perature
probe because of the slow response time.In this study, the melt
temperatures were also measured with an infrared thermo-meter. The
results are shown in Figure 2.28.
-
5.3 Melt Conveying 89
Figure 5.14 Cross section of a barrier screw
One variable that affects the melting in an extruder is the
temperature at which the plastic is introduced to the extruder. By
preheating the plastic in the feed hopper or before, the amount of
heat that has to be added to melt the plastic in the extruder is
reduced and, as a result, melting occurs earlier in the extruder.
When it is sus-pected that an extrusion problem is related to
melting, preheating is a method of diagnosing the problem.The
barrier screw has the following advantages:
The barrier screw achieves more stable extrusion than a simple
conveying screw.
With a barrier screw, there is virtually no chance of unmelted
material beyond the barrier section.
There is a certain amount of dispersive mixing that occurs as
the plastic melt flows over the barrier flight into the melt
channel.
Next to these advantages, there are the following disadvantages:
Barrier screws are no better in performance than non-barrier screws
designed
with effective mixing sections. Barrier screws tend to be more
expensive than non-barrier screws, particularly
when purchased from an original equipment manufacturer (OEM).
Because the solid material is restricted to the solids channel, the
barrier screw
is inherently more susceptible to plugging. This occurs when
melting cannot keep up with the reduction in the size of the
channel in the compression section of the screw, resulting in the
solid material getting stuck in the screw channel. This creates a
momentary obstruction to flow and leads to surging. Surging is a
variation in extruder output.
5.3Melt Conveying
Melt conveying starts when the melting is completed in the
extruder. Strictly speak-ing, melt conveying starts when melting
starts, because the melting zone is where we have both solids
conveying and melt conveying with the amount of solid mate-rial
gradually decreasing and, at the same time, the amount of melted
material
Pre-heating material
Barrier screw advantages
Disadvantages
Mechanisms of conveying
-
90 5 How an Extruder Works
gradually increasing. However, we define the melt-conveying zone
as the region where all the plastic is completely melted.The
mechanism of melt conveying is viscous drag. In other words, the
viscous forces acting on the plastic melt are responsible for the
forward conveying of the melt. As we saw in the solids conveying
zone, the viscous force at the barrel is re-sponsible for forward
conveying, while the viscous force at the screw is a retarding
force. As a result, melt conveying is improved by reducing the
barrel temperature and increasing the screw temperature.
Interestingly, screw heating in the melt con-veying zone makes more
sense than barrel heating.The optimum screw geometry for melt
conveying can be determined from extrusion theory. The optimum
helix angle is dependent only on the degree of non-Newtonian
behavior of the plastic melt; it can be determined from the
following expression:
optimum helix angle degrees (power law index = +13 5 16 5. . ))
(5.1)
The optimum helix angle for melt conveying decreases as the
power law index de-creases or the plastic is more shear thinning. A
similar expression can be derived for the optimum depth of the
channel in the melt-conveying zone. The optimum depth depends on
the viscosity, the pressure gradient, and the power law index. When
the plastic becomes more shear thinning, the channel depth should
be re-duced to maintain good melt conveying.
5.3.1Melt Temperatures
Because of the low thermal conductivity of the plastic melts,
the temperatures in the melt-conveying zone can vary substantially.
Local temperatures are difficult to measure because it is hard to
put a probe in the screw channel while the screw is rotating. Melt
temperatures can be predicted from extrusion theory using
numeri-cal techniques. A popular technique for this purpose is
finite element analysis (FEA). With this technique the flow
patterns and temperature distribution can be predicted.Figure 5.15
depicts the temperature distribution in the screw channel by
looking at a cross section of the screw channel. The temperatures
are shown in colors; differ-ent colors represent different
temperatures, just like the weather map on the back page of USA
Today. The lower surface of the picture is the root of the screw;
the upper surface is the extruder barrel. The barrel is maintained
at 175 °C and the screw surface is considered insulated
(adiabatic). It can be seen in the figure that the highest melt
temperatures occur in the mid-region of the channel, while the
outside region of the channel remains at a lower temperature.
Optimum screw geometry
Optimum helix angle
Predicting melt temperature by FEA
Distribution of melt temperature
-
5.3 Melt Conveying 91
Figure 5.15 Predicted melt temperatures in the screw channel
The reason for this temperature distribution is the way the
plastic melt flows along the screw channel. We can illustrate this
flow by unrolling the screw channel and by looking at it as a
straight trough (see Figure 5.16) and the barrel as a flat
plate.
Figure 5.16 Flow along the unrolled screw channel
If we look at the flow relative to the screw, then the barrel
moves in tangential direction, vb, making an angle φ with the
channel. Angle φ is the helix angle of the screw flight. A fluid
element close to the barrel surface flows in the direction of the
barrel until it gets to the pushing side of the flight. At this
point, the element moves downward and then crosses the screw
channel. When the element gets to the trailing side of the flight,
the element moves up again close to the barrel surface and the
element starts moving in the direction of the barrel again. This
pattern re-peats itself numerous times as long as the regular
flight geometry is maintained.If we look at the flow in the cross
section of the screw channel (see Figure 5.17), we see the material
moves to the pushing side of the flight at the top of the channel.
This flow results from drag flow. At the bottom of the channel, the
material moves toward the trailing side of the flight. This is a
pressure flow resulting from the fact that the pressure at the
pushing side of the flight is higher than at the trailing side
Movement of fluid ele-ment through the barrel
Different types of flow through channel
-
92 5 How an Extruder Works
of the flight. If the leakage flow through the flight clearance
is negligible, the amount of material flowing to the pushing flight
flank is the same as the amount of material flowing to the trailing
flight flank. Thus, we get a recirculating flow1 as shown in Figure
5.17.
Figure 5.17 Recirculating flow in the cross section of the screw
channel
The fluid is sheared as it flows along the screw channel and, as
a result, there is viscous heat generation in the plastic melt. The
actual temperatures that occur at different points in the screw
channel are determined not only by viscous heating, but also by how
efficiently this heat can be removed. If the barrel is cooled, the
melt flowing close to the barrel surface can exchange heat and cool
down efficiently. When this outer layer moves along the screw
surface, it remains relatively cool even if the screw is
insulated.However, the situation is quite different for the inner
layer. Because this layer is trapped in the inner recirculating
region, it never gets close to the barrel. As a re-sult, this layer
has very limited opportunity for removal of its heat; the outer
layer of plastic melt essentially insulates the inner layer. This
explains why the tempera-ture in the inner region of the screw
channel tends to be higher than in the outer region. In Figure
5.15, the temperature in the center region is about 60 °C higher
than the barrel temperature. Thus, it is clear that considerable
melt temperature differences can occur in the screw channel.If
these temperature differences are carried to the end of the screw,
the melt dis-charged into the die is not thermally homogeneous.
This leads to flow problems in the die and distortion of the
extruded product. It is important, therefore, to try to keep these
non-uniform melt temperatures from reaching the end of the
screw.The most efficient method to do this is by incorporating
mixing elements into the design of the screw. Mixing sections are
not only important when we mix different plastics, but also when we
extrude a single plastic in order to achieve a thermally
homogeneous melt at the end of the screw.
1 There are also small velocity components in the normal
direction close to the flight flanks. At the pushing flight flank,
the normal flow is downward toward the root of the screw; at the
trailing flight flank, the normal flow is upward, toward the
barrel. The normal flow also results from pressure differences. For
instance, the pressure at the top of the pushing flight flank is
higher than at the bottom of the flight flank, which is why the
flow is downward in this region.
Melt temperature close to surface
Melt temperature of inner layer
Importance of homoge-neous melt temperature
-
5.4 Mixing 93
5.4Mixing
Mixing takes place both in the melting zone as well as in the
melt-conveying zone of the extruder. The solid plastic typically
moves in plug flow, which means that there is no relative motion
between the solid plastic particles. As a result, there is little
or no mixing in solids conveying. This means that complete mixing
does not start until all the plastic has melted. For this reason,
we will look at mixing only in the melt conveying zone of the
extruder.
5.4.1Distributive Mixing
The extent of distributive mixing can be determined from the
total shear deforma-tion of the plastic melt in the melt conveying
zone. The total shear deformation is also called the total shear
strain; it is determined by the product of the shear rate and the
length of time that the fluid is exposed to the shear rate. For
instance, if the plastic melt is exposed to a shear rate of 100 s–1
for 15 seconds, the resulting shear strain is 100 × 15 = 1500. The
shear strain is dimensionless. The shear rate is de-termined by the
velocity profiles in the extruder.Mixing in single screw extruders
is determined mostly by the two main velocity components in the
screw channel. These are the velocity in the direction of the
channel (z-direction) and the velocity in the cross-channel
direction (x-direction), see Figure 5.18.
Figure 5.18 The two main flow components in a single screw
extruder
There is also a velocity component in the third direction
(y-direction) parallel to the flight flank. This velocity component
is usually very small and therefore can usu-ally be neglected. The
velocities in the down-channel direction depend on the pres-sure
gradient; this can be positive, zero, or negative. When the
pressure gradient is positive, pressure is increasing along the
melt conveying zone; when the pressure gradient is negative,
pressure is decreasing along the melt conveying zone. Down-channel
velocity profiles for different values of the pressure gradient are
shown in Figure 5.19.
Mixing in the melt stage
Definition
Pressure gradient
-
94 5 How an Extruder Works
Figure 5.19 Down-channel velocity profiles for three pressure
conditions
The cross-channel flow is shown in Figure 5.17. At the top of
the channel, the mate-rial flows to the left by drag flow and at
the bottom of the channel, the material flows to the right by
pressure flow. Figure 5.20 shows the cross-channel velocities.
vbx
Figure 5.20 Cross-channel velocity profile
The shear rate can be determined from the velocity profile; the
shear rate is equal to the slope of the velocity profile. This
slope of the velocity profile is also called the velocity
gradient. From the down-channel velocities, we can determine the
down-channel shear rates; these are shown in Figure 5.21.
Figure 5.21 Down-channel shear rates for three pressure
conditions
When the pressure gradient is positive, the shear rates increase
toward the barrel surface; when the pressure gradient is zero, the
shear rate is constant, and when the pressure gradient is negative,
the shear rates decrease toward the barrel sur-face. The same
approach can be used to determine the cross-channel shear rate from
the cross-channel velocities. The cross-channel shear rate profile
is shown in Figure 5.22.
Types of flow
Shear rate
-
6.8 Inspection and Training 133
6.8Inspection and Training
It is the responsibility of the employer to establish and follow
a program of periodic inspections of the extruder to ensure that
all safeguards are in proper operating condition. The employer must
also train operators in safe extruder operation before actually
working on one. An effective training program should include the
follow-ing four steps:
Tell workers how to do it safely Show them the safe way to do it
Encourage them to ask questions Have them show you that they know
how to do it safely
Three important rules regarding safety training: Never assume
that employees know how to carry out a new task Frequent reminders
should be given concerning safety procedures Never assume that
safety rules are remembered
It is good practice to have regular safety inspections, at least
once a quarter. The objective is to identify as many safety and
health hazards as possible before they can cause an accident. The
following checklist can be used for a successful safety
inspection.
Housekeeping□ Is the work place clean and orderly?□ Are floors
free from protruding nails, holes, and loose boards?□ Are the
aisles and passageways kept clear of obstructions?□ Are permanent
aisles and passageways clearly marked?□ Are covers or guardrails in
place around open pits, tanks, and ditches?
Floor and wall openings □ Are ladder ways and door openings
guarded by a railing?□ Do skylights have screens or fixed
railings?□ Do temporary floor openings have standard railings or
guards?□ Are wall openings with a drop of more than 1.2 meter (4
feet) guarded by a railing?□ Do all stairways with four or more
risers have a handrail?□ Are stairways strong enough, adequately
illuminated, and slip resistant?
Escape routes□ Are there enough exits to allow prompt escape?□
Do employees have easy access to exits?□ Are exits unlocked to
allow people to leave?□ Are exits and exit routes equipped with
emergency lighting?
Proper training
Checklists
Housekeeping
Floor and wall openings
Escape routes
-
134 6 How to Run an Extruder
Personal protective equipment□ Is the required equipment
provided, maintained, and used?□ Does the equipment meet
requirements and is it reliable?
Employee facilities□ Are facilities kept clean and sanitary?□
Are toilets kept clean and in good repair?□ Are cafeteria
facilities a sufficient distance from toxic materials?
Medical and first aid□ Is there a hospital, clinic, or infirmary
nearby?□ Are employees trained in first aid on each shift?□ Are
physician-approved first aid supplies available?□ Are first aid
supplies replenished as they are used?
Fire protection□ Are fire extinguishers available for the types
of fire most likely to occur?□ Are there enough fire extinguishers
available to do the job?□ Are fire extinguisher locations clearly
marked?□ Are fire extinguishers properly mounted and easily
accessible?□ Are all fire extinguishers fully charged and
operable?□ Are special purpose extinguishers clearly marked?
Material handling and storage□ Is adequate clearance allowed in
aisles?□ Are stacked materials interlocked, locked, and limited in
height to maintain
stability?□ Are storage areas kept free of tripping, fire,
explosion, and pest hazards?□ Is proper drainage provided?□ Are
signs warning of clearance limits posted?□ Are powered industrial
truck operators adequately trained?
Machine guarding and signs □ Are point-of-operation guards in
place and working on all equipment?□ Are all belts and pulleys less
than 2.1 meters (7 feet) from the floor guarded?□ Are spinning
parts guarded?□ Are warning signs properly located? Show warning
signs on the extruder, see
Figure 6.10.
Personal protective equipment
Employee facilities
Medical and first aid
Fire protection
Material handling and storage
Machine guarding and signs
-
Symbols
3D finite element analysis 19934CrAlNi7 185
A
abnormal sounds 165abrasive 162abrasive compounds 167abrasive
fillers 18abrasive fillers downstream 173abrasive wear 162,
173ABS 105, 130accelerometer 166acceptable variation
206accidents 132accumulation in the hopper 188acetal (POM) 65,
130, 132AC motors 14, 167acrylic (PMMA) 64, 105acrylonitrile
butadiene styrene
(ABS) 64active flight flank 85actual operation 123, 128actual
temperatures 92adhesion 56adhesive 58adjustable calibrating
basket
204adjustable calibration sleeve
204adjustable depth 24adjustable die gap 203adjustable die
restriction 156
adjustable flow restriction 179adjustable grooved depth
210adjustable grooved feed extruder
(AGFE) 210adjustable melt temperature
probe 36adjustment nuts 57adjustment of the concentricity
115Advantage 204AGFE 210agglomeration 60, 189agricultural
research 207air cooling 8air currents 20, 144, 189air
entrapment 147, 156air filters 167air flow 168air hose 129air
knife 55air velocity 25aisles 133allowed moisture content
108aluminum alloys 185aluminum cast heaters 7ambient air
201ambient temperature 20, 144,
187amorphous 64, 160amorphous plastics 64, 70, 72,
76, 112, 124, 172, 200amount of cooling 187
amount of resident polymer at the discharge 192
amperage of barrel heaters 168amplitude of the oscillations
27analysis of process problems 71annular channel 219annular dies
12, 114anti-oxidant 185anti-seize compound 167appearance
201appearance problems 73, 139,
144, 174arc-over 167armature cooling blower intake
169aromatic 185artificial intelligence-based
technology 28attrition of the fiber 218automatic die
adjustment 116automatic feed to hopper 171automatic hopper
feeder 144automatic screen changers 11,
203automatic shutoff 21, 132automation 175, 186auto-tuning
controller 28axial adjustment 115axial length of the feed
opening
143axial loads 16axial melting length 87, 227Axon mixing
section 100
Index
-
234 Index
B
B-10 life 17backlash 143backlash of the gearbox 16back
relieving 112ball mill 104barium chromate 194barrel 5, 87, 124,
167, 169barrel and die temperatures 187barrel cooling 200,
201barrel friction 84barrel liner 167barrel or die
temperature
variations 171barrel pins 215barrel pressure 140barrel
temperature 19, 87, 128,
140, 156, 171barrel temperature
measurement 24barrel temperature sensors 167barrier flight
88, 105, 214barrier screw 88, 144, 214batch internal mixers
59Battenfeld 175beard formation 85bearing covers 165bearing
problems 165bearing temperature 166Beddus 203belt 134, 167,
169belt guards 168belt tension 167beneficiated calcium
carbonate
182bimetallic liner 5biological degradation 146black box
process 137black specks 145bleed trim 203bleed valve
11blenders 157blending 171blister ring 102, 160blockage 161
blockage along the screw 140, 172
blocking 140blower motors 170blowers 8blow molding 142,
209blown film 114, 209blown film dies 12blown film extrusion
142, 181blown film line 59blow up ratio 59bore-scope 167boron
nitride 85, 198brass 130breaker plate 9, 31, 129, 140breaker
plate recess 130, 170bridge with multiple probes 24bridging 79,
140, 171, 189broader process control 189bronze metal particles
165brush holder 169brushless DC drives 15brushless DC motors
167brush sparking 167BSP feeders 213bubbles 156, 174bucket
brigade 18buildup of colorant 195buildup of material inside the
die
145buildup of metal particles 161bulk density 78, 138, 140,
213bulk handling equipment 157bulk handling hardware 157bulk
materials 78bulk solids pump (BSP) 213burning 73bushing 167,
169butt end of the screw 167Byk-Gardner 195
C
cable jacketing 115CaCO3 180cafeteria facilities 134
calcium carbonate (CaCO3) 47, 180, 182
calcium deposits 187calcium scale 47calibrating 61,
138calibrating device 53calibration 204calibration of all
temperature
controllers 170calibrator 53, 145, 204cancer causing
183candles 130capability of measuring
instruments 138capillary 21capillary strain gage 22capillary
strain gage transducers
132carbon black 194Cartesian coordinate system
225cartridge heater 85cast acrylic 130cast film extrusion
142cast-in heaters 7cast iron powder 165catalytic properties
185catalytic surface conversion 85catastrophic failure 165causes
of process variation 52,
208cavity mixers 98cavity transfer mixer (CTM) 98center
region 97centrifugal action 60centrifugal dryer 60ceramic
heaters 7chance of degradation 97, 104,
126, 216change-over 177, 183, 195, 203change-over time 177,
190, 194,
203changes in ambient conditions
144chart recorder 128chemical degradation 146
-
Index 235
chemical purging compounds 130
chemical reactions 86chilled air 202chill roll casting
55chill roll unit 55chillWARE 149chips 169chloride ion
concentration 170chlorinated polyethylene 105chlorophyll
194choker bar 57, 156chromium pigments 194circular dies
12circular feed hopper 79circular hopper 7, 79circumferential
grooves 98circumferential orientation 117clamp area 169clam
shelling 118, 119clean filter screen 170cleaning tools 130clean
screw 172clean the die 129clean the extruder 123clearance 134,
161clear plastics 194clinic 134closed-loop control of
extruded
tubing 128closed-loop control systems 54CO2 216coated wires
115coat hanger 119coat hanger manifold 119coating 56,
85coefficient of friction 140coextruders 202coextrusion
56coextrusion die 14coextrusion flow 193coiler 61cold air
206cold drawing of man-made fibers
113cold start-up 125
collapsing frame 59color 138, 194colorants 194color contour
plot 38colored plastics 194colored resin particles 194colored
resins 198colorimeter 194color measurement 195color veil
195commodity polymers 191commutator 169compacted clump
79comparative facts 163compatibilizer 145, 174competitive
disadvantage 180competitive world market 219complete extrusion
line 200composition of the metal
surface 185compounding extruder 183compounding lines
59compounding procedure 145,
174compressibility 78, 79compression ratio 157, 162,
173compression ratio of the screw
144concave side 113concentricity 116concentricity adjustment
116concentric twin screw extruder
211condition of seal 169conductive melting 227conductor
115cone-and-plate rheometer 74conical nozzle 206conical screws
3consistency index 70consistency of the feed material
188contact pressure 204contaminants 9contamination 123, 145,
147, 157,
165, 167, 173
contamination of the plastic 160
contiguous solids melting (CSM) 34, 85, 227
continuity 170continuous band of screen
material 12continuous improvement 186continuous internal
mixers 59continuous screen changers 11control 19, 20control
charts 207conventional barrier 214conventional extruders
176conventional SPC 207conventional (vulcanizable)
elastomers 66conveying ability of the pump
section 109conveying capability 87conveying capacity
156conveying characteristics 141,
210conveying rate of the second
stage 110conveying system 173cooling 7, 9, 13, 61, 72, 111,
112,
156, 185cooling capacity 216cooling channels 187cooling
device 53cooling rate 20, 128cooling section 55cooling system
160, 172cooling to the feed throat 124cooling water temperature
20copper mesh cloth 130copper phthalocyanine 194coring the screw
85corona discharge treatment 56corona treaters 132co-rotating
twin screw extruder
2corrosion pencil anodes 169corrosion-resistant materials
162, 173
-
236 Index
corrosive attack 123corrosive substance 173corrosive wear
162, 173cost effective extrusion 198counter-pressure of the
haul-off
tracks 204counter-rotating twin screw
extruder 3coupling 15cracked bearing or broken gear
165cracking 160, 167cracks 169crammer feeder 7, 78, 79,
171crammer screws 7CRD 217CRD barrier section 214CRD mixer 105,
213critical diehead pressure for vent
flow 110critical draw ratio 142critical level in the hopper
144critical process variables 187critical skin thickness
148critical solid skin thickness 149critical value
142cross-channel flow 94cross-channel shear rate 94cross-channel
shear strain 96cross-channel velocities 94crosshead 115crosshead
die 115crosslinked material 157crosslinking 64crosslinking
reaction 64cross section of the screw
channel 91crystal 64crystalline regions 64crystalline wax
130crystallites 64crystal polystyrene 65CSM 34, 228cubic
60curing 66
cut off flow from the hopper 129
cutter 53, 61cutter knives 60cycle time 141cyclical noise
165cyclic variation 49, 141
D
damaged belts 167dark colors 123, 194, 198Darnell and Mol
225DA software 187data acquisition (DA) 187data acquisition
system (DAS)
21, 29, 50, 128, 143data collection rate 29, 44DC brush motor
14, 167DC motor 14dead spots 23, 98, 119, 157decomposition
125deep flighted screw 160defect 163defective bearings or gear
teeth
165degassing 73, 77, 86, 108degradation 18, 73, 145, 147,
201, 214 – problems 138 – promoting substances 147
degradation of the plastic 109degree of fill in the grooved
barrel section 210degrees of shear thinning 191demixing
action 96densify feed stock 171density 71, 74, 180,
182depolymerization 130depth filtration medium 157Derenzinski
225derivative action 28descaler 47design of experiments
(DOE)
206, 207devolatilization 5, 77, 108
dial indicator 166diameter of the calibration
basket 204diameter recognition system
204diamondback hopper 80diaphragm 21, 31, 132dicer 60die 1,
13, 140, 156, 167die design 13, 111, 145, 172die drool 85, 145,
174die face pelletizers 60die forming 110die gap 156diehead
pressure 16, 20, 110diehead pressure fluctuation
128die heaters 167die inlet pressure 30die land 174die lines
174die lip buildup 183die opening 174die plate freeze-off 60die
restriction 161die swell 111die temperature 19, 124, 156, 174die
temperature sensors 170die tooling 124different functional zones
225digital DC brush drives 15dimensional changes 50dimensional
control 208, 214dimensional variation 208dimensionless layer
thickness
190dimensionless time 190dimensions of the extrudate
128dimensions of the extruded
product 20, 127direct drive 15direct extrusion 183, 217dirty
oil 165discharge channel 219discharge end of the screw 140
-
Index 237
discharge melt temperature 201discharge pressure
49discoloration 125, 145discolored armature 167Disco purge
195diskpack 213dislodge the bridging 171dispersed solids melting
(DSM)
86, 227disperse mixing ability 214dispersive 214dispersive
mixing 107, 213, 214dispersive mixing capability 158dispersive
mixing elements 157dispersive mixing sections 102displacement
behavior 193displacing polymer 193distortion of the extruded
product 92distributive 213distributive mixing 93,
214distributive mixing devices 208distributive mixing element
158distributive mixing sections 98ditches 133diverging discharge
channel 219door interlock 170door openings 133double flighted
screw 88, 173double wave screw 101down-channel shear rates
94down-channel shear strain 96down-channel velocity profiles
93downstack mode 55downstream cooling conditions
128downstream equipment 124downstream feed port 60downtime
165, 183, 190downtime needs 186drag flow 94, 229drag flow rate
140drag induced conveying 78, 80drag induced melt removal 87,
227
drainage 134drawdown 13, 111draw ratio 142, 174draw
resonance 141, 142, 174drive 169 – potentiometer 170
drive belts 165, 167drive fuses 167drive motors 167drum or
disk extruder 2dry die face pelletizers 60dryer 200drying
capacity 123drying plastics 108drying system 53DSM 228DSM
melting mechanism 227DSM model 227dual heads 203dual strand
extrusion 178Dulmage 100Duranickel 162dust 167Dutch twill
10dyes 194Dynamar from Dyneon 183dynamic choke 109dynamic
purging methods 195,
197dynamic response 22
E
Easychange 203eccentrically 167edge trim 203effective length
82effective length of the screw
188effective mixing action 100effectiveness of purging
198effect of air currents 25efficiency 175efficient cooling
181efficient distributive mixing 215efficient extrusion 186,
187
efficient extrusion operations 201
efficient melting 87efficient operation 187efficient
troubleshooting 187Egan mixer 104Egan mixing section 103E-gels
157Egeplast Werner Strumann
GmbH 203elastic effects 179elastic nature 111elastomers
66electrical band heaters 7electrical codes 132electrical
enclosures 132electrical properties 160electric drill
130electricity 131electric motor 14elongated feed opening
80elongational 214elongational flow 106, 213elongational mixing
214elongational mixing action 214elongational mixing devices
213elongational stresses 102emergency lighting 133emergency stop
132, 135emergency stop switch 169employee facilities 134energy
consumption 100, 177,
181, 200, 202energy cost 200energy cost per kilogram 200energy
cost per year 200energy efficiency 15, 16, 29energy loss
15energy reduction 183energy requirement in extrusion
200energy savings 201energy use 203energy use of the
extruder
202engineering 138
-
238 Index
engineering calculations 13entanglements of the molecules
70enthalpy 29, 72enthalpy difference 72entrapped air 11,
156environment 189epoxy 64, 105equilibrium moisture content
108equipment 187equipment design 187Esde 175ethyleneacrylic
acid (EAA) 74excessive die restriction 172excessively high
pressures 125excessive noise 167excessive pressure 132excessive
screen pack
restriction 172excess wear 169exit routes 133exits 133exit
velocity 110extension cords 135external coefficient of
friction
78, 79external cooling 206extinguishers 134extraction section
110extraction section of the screw
109extrudate swell 111extruded product 85extruder 1extruder
barrel 5extruder barrel temperatures
128extruder drive 14extruder feed hopper 206extruder motor
load 184extruder output 169extruder output rate 204extruder
performance 84, 187extruder screw 5, 124, 156
extruders without gear reducer 176
extrusion blow molding 181extrusion blow molding ma-
chines 53extrusion coating 57, 181extrusion compounding
59extrusion compounding lines
53extrusion die 12, 110, 201extrusion equipment 186extrusion
lamination 58extrusion line 53extrusion pressure 184extrusion
technology 219extrusion theory 225
F
fabric 57Farrel 213fast cooling 147Fast Fourier Transform
44fast variation 141faulty bearings 166Fe2O3 194feed block
system 14, 56feeders 157feed hopper 7, 78feed hopper design
171feed housing 187 – temperature 46
feed housing water flow rate 187
feeding characteristics 83feeding device 188feeding problems
126, 143, 171feed opening 6, 125, 143feed problems 124, 129feed
section 77, 157, 167feed section casting 169feed stock
characteristics 209feed stock variability 188feed stock
variation 171feed temperatures 171feed throat 6, 78, 140
feed throat housing 84feed throat temperature 156feed tubes
157FFT 44fiber 12fiber addition 218fiber addition port 218fiber
breakage 218fiber feed rate 219fiber reinforced plastics
(FRP)
218fiber spinning 142, 178fiber spinning lines 53fiber
wetting 218fibrous strand bundles 219fibrous strands 219filled
polyolefins 181filler 180film and sheet extrusion lines
53film extrusion 183film lines 55filter 169final extruded
product 183fines 157finite element analysis (FEA)
90, 208first aid 134first aid supplies 134first stage
156first stage of the screw 109fishbone chart 147flame treatment
56flat film 12, 117flat film or sheet die 110flat plate 229flat
plate approximation 229flat trough 229FLC 28flexible bands
construction 204flexible manufacturing 203flexible membrane
57flex lip adjustment bolts 57flight clearance 87, 92flight flank
radius 84flight helix angle 225
-
Index 239
floating sleeve intermeshing pin mixer 215
flood fed 126flood feeding 188, 210flood feeding rate
127flood feed rate 82floor openings 133flow along the unrolled
screw
channel 91flow behavior of plastic melts
67flow-chart 163flow of the feed material 188flow of
tower/municipal water
source 168flow properties 111, 138flow rate 111flow rate of
cooling water 187flow rate ratio (FRR) 192flow simulation
199flow splitter 115flow splitting 101, 179fluid heating
8fluidized bed 129fluorinated polymers 183fluorinated PPA
183fluoro-elastomer 142, 145fluoropolymers 123flushing action
190flushing out the resin 189flush lines with scale removing
compound 169flush-mounted melt temperature
160flush-mounted probe 24, 172fluted mixing sections 102foamed
plastics 182foam extrusion 182, 210, 216foaming action 130foil
57force balance 225forced conveying 18fork lift truck
132forming 77forward pumping capability 98,
100, 104, 214
four-motor CMG torque drive 175
fractional melt plastic 68fraying 167free extrusion process
53freeze-off 60frictional force 81, 225FRP compounds 218full
factorials 207full intermeshing action 216fully beneficiated
182fully intermeshing 3fully streamlined die 119fumes
135functional product problems
160functional product properties
139functional zone 77fuzzy logic control 28fuzzy rules 28
G
gaskets 167gas-laden melt 216gearbox 15, 167, 169gearbox
assembly 167gearbox problems 143gearcase 166gear or bearing
problems 165gear pump 17, 48, 54, 60, 156,
161, 179gear reducer 16, 176gears 165gel 157, 173, 214,
215gel capture capability 173generation of a knowledge base
28geometrical sections 77GFE 209glass fiber 162glass
transition temperature 71,
76, 138, 160glued 166gouges 157, 169
granulators 202, 203gravity induced 80gravity induced
conveying 78Gregory 103grooved barrel extruders 210grooved
barrel in feed section
171grooved feed extruders (GFE)
83, 84, 157, 209, 210grooved feed section 78, 83grooved feed
throat 141grooved liner 84grooves 157Gross 194ground
connections 170grounds 132guardrails 133guards 133, 169,
170
H
hairnets 131hand-squeeze test 79hanger die 118hang-up 104,
173hang up or build up 85Hansen 181“hard” water 47Hastelloy
162haul-off 61, 204HDPE 74, 75, 141, 181head 204head/die cords
170head pressure 126health hazards 133heat 131heat-activated
chemical reaction
130heater clamping bolts 170heater contacts 132heater terminal
connections
170heat exchange 165heating 7, 72heat insulating blanket
201heat insulating material 201
-
240 Index
heat loss 201heat resistant gloves 129, 131heat resistant
layer of plastic
126heat-sensitive materials 105heat soak 124heat-soak cycle
130heat transfer 181, 187, 216heat transfer conditions 189heat
transfer fluid 85Helibar extruder 211helical channels 116helical
flight 5helical flow path 95helical orientation 103helical solid
ribbon 35helix angle 84, 87, 91, 104helix angle of the barrier
flight
104hemi-spherical cavities 98herringbone gear 16HHT 217HHT
screw geometry 216high die restriction 172high discharge
pressures 217higher barrel temperature 87high filler levels
217high frequency envelope (HFE)
166high frequency impact sounds
166high friction 209high heat transfer (HHT) screw
216highly compressible materials
79highly corrosion-resistant
162highly stabilized version of the
plastic 126, 157high melt index 123high melt index
masterbatch
159high melt temperature 139, 157,
160, 172
high molecular weight droplets 157
high motor load 139, 161high oil temperatures 165high
precision extruded product
15high-precision extrusion 18high precision operations 14high
pressure 131high-pressure alarm 132, 135high pressure drop
104high restriction at screen pack
172high-restriction die 110high-speed extruder 3,
177high-speed extrusion 175high-speed Helibar extruder
211high-speed single screw extruder
(HS-SSE) 175, 183high-speed twin screw extruders
82high stock temperatures 147high stress region 102, 106high
temperature 161, 167high temperature and pressure
alarms 165high temperature plastics 123high viscosity
plastics 160, 176,
193high voltage devices 132historical data 137hoist 129,
132hoop strength 117hopper 140, 157hopper barrier guards
169hopper loaders 203hopper slide valve 126hopper with a square
or rectan-
gular cross section 79horseshoe die 118horseshoe manifold
119hoses 167hospital 134hot air 206hot plastic 131
hot spot 39, 208housekeeping 133hydraulic ram 11hydraulic
screen changers 11hydrolysis 109, 202hygroscopic materials 5,
108hyperactive screw 201
I
identify the problem 163identify the process 163ID waviness
43IKV (Institut für Kunststoff-
verarbeitung = Institute for Polymer Processing) 182
imbalance 166imbalance between the first and
second stages of the extruder 156
immersion melt temperature probe 35
immersion probe 24, 172immersion TC 23immersion temperature
probe
160impending failure 165important process parameters
19improper use of the plastic
product 160impurities 182IMS 198inadequate exhaust air
flow
167incoming material 157incompatible component 174Inconel
162in control 206incorrect screw design 110indigestion
210indigo 194indirect drive 16induction heating 7induction time
71, 73, 138inefficient venting 147
-
Index 241
infiltration 219infirmary 134infrared (IR) detectors
23infrared (IR) temperature
measurement 143infrared radiation 36infrared thermometers
36in-house compounding 183injection molding machines
227inlet channel 12, 117inline 115inline die 115inner layer
92inner recirculating region 92,
96inner region of the channel 96inner vortex 206Inoex
204inorganic 194inorganic pigments 194input 165inside diameter
of barrel 169inspection 133Institut für Kunststofftechnik
(IKT) 211instrumentation 19, 137, 187instrument panel
189insufficient barrel friction 172insulate all hot oil lines
202insulated TC 25insulated wires 132insulate extruder
171insulation spark testers 132insulation tape in conduit box
169intake capability 6integrated sheet and thermo-
forming lines 53intelligent manufacturing
methods 175intensely cooled grooved feed
extruders 210interface 193, 226interface distortion
57interlocked 132
interlocking guards 135intermediate 165intermediate material
190intermediate pelletizing 183intermeshing action 48intermeshing
region 216internal air pressure 54internal coefficient of
friction
78, 79internal cooling 206internal die surfaces 174internal
heat generation 8internal screw heating 85internal stresses
113intractable plastics 4iron oxide 194irregular feeding 144IR
temperature measurement
38
J
J-Tex 85junction boxes 135
K
K&A Knoedler 175keyways 130Kramer 203Krause
197Krauss-Maffei 203K-tron 213Kuhne 175Kulikov 183Kynar from
Atofina 183
L
labor intensive 204Labtech Engineering 217ladder ways
133laminating 56lamination 56land length 145
land region 12, 110land section 117large diameter extruders
132large diameter pipe extrusion
206large differences in melt
temperature 208large sidegroup 64large volume compounding
165laser gage 54layer thickness 192layflat film 59L/D 4, 209L/D
of the extruder 161LDPE 73, 145, 184, 194lead chromate
194leading side of the screw flight
110leakage at seals 169leakage flow 92leaks in closed-loop
systems
168legs 113length of the compression
section 144, 162length-to-diameter (L/D) ratio
4, 209LeRoy 103LeRoy mixer 104less restrictive die 171less
restrictive screen pack 171,
172level of vacuum 124levels of crystallinity 65lifting
techniques 132light colors 194, 198lightly colored plastics
123lights off 186light transmission 65linear plastics 141lines
145line speed 20, 115line tension 20, 128liquid crystalline
plastics (LCPs)
66LLDPE film 183
-
242 Index
loading pattern 202log-log plot 139longer extruder barrel
156long loose hair 131long residence times 147, 157long shaft
wire brush 130loose boards 133loose clothing 131looseness in
rotating machinery
166loss of physical properties 145loss of volatiles 145low
bulk density feed stock 171low cost fillers 180low-density
polyethylene (LDPE)
65lower critical shear rate 142lower mesh screens 172lower
portion of the channel 95lower viscosity resin 193lowest
viscosity 198low frequency instabilities 144low friction coating
85, 145, 171,
173, 174low friction screw coating 171,
172low melt index masterbatch 159low melt index material 123,
158low melting point plastics 126low melt temperatures 185low oil
levels 165low output 139low speed extruders 3low-temperature gas
stream
206low temperature plastics 123low viscosity plastics
160lubricating effect 184lubricating oil 165lubrication 185
M
machine downtime 166machine geometry 77machine
troubleshooting 164
Maddock 103Maddock mixer 104Maddock mixing section 157main
drive 202main flight 105main power switch 124maintenance 138,
164, 166maintenance activities 164Maintenance Professional
164maintenance software 164maintenance tool 207mandrel
116manifold 12, 14, 117manifold system 178manual 203manual
cleaning 195manual screen changers 11manual tuning
28manufacture 98manufacturing discipline 187marble
182Massachusetts Institute of
Technology (MIT) 182material blockage 172material change
158material choice 160material consumed in the
change-over 177material cost 180materials QC 138material
stuck 172Maxflexx 205measurement 61measurement error 22,
25measurement of melt
temperature 160measure screws and barrels
167mechanical degradation 146mechanical properties
160mechanical specific energy
consumption 177medical 132, 134medical tubing 14melamines
64
melt conveying 77, 86, 88, 89, 228
melt conveying problems 171melt conveying zone 90, 93melt
displacement behavior 190melt-fed extruder 1melt film 85, 87,
226melt film thickness 87Melt Flipper 179melt flow index (MFI)
68melt fracture 141, 174, 183melt index (MI) 68, 138melt index
tester 68melting 85, 226, 228melting capacity 88, 202,
209melting efficiency 87melting or plasticating 77melting point
71, 75, 138melting problem 140, 144, 171,
209melting rate per unit down-
channel distance 227melting related instabilities
202, 209melting theory 226melt pool 35, 85, 88, 226melt
pressure 19, 29, 30, 48,
128, 187melt pressure measurement
135melt pump 179, 228melt strength 209melt temperature 19,
29, 35,
90, 104, 128, 160, 174, 175, 187, 189, 201, 214
melt temperature and pressure fluctuations 167
melt temperature differences 92
melt temperature distribution 38, 208
melt temperature fluctuation 214
melt temperature measurement 23
-
Index 243
melt temperature variation 38, 141, 143, 144, 208
melt viscosity 104, 138membership functions 28mercury 21, 31,
132, 135meshing gear teeth 165mesh number 10mesh value screens
156metal glass (Lunac) 198metallic particles 161metal particles
162, 173metal sheath 24metering section 109meter-weight of the
pipe 204method of internal pipe cooling
205methods to increase efficiency
175mica insulated heaters 7Michaeli 120microcellular foam
182micron rating 10mid-region of the channel 90milieu 189minimum
residence time 190,
191misalignment 166mixed alkyl-aryl phosphites 185mixing 10,
77, 86, 93, 158mixing capability 100mixing elements 92mixing
screw 174mixing sections 10, 158mix quality 158mixture
158modular extruders 203moisture-induced degradation
109moisture level of feed stock 187molecular weight 68, 184,
209molybdenum disulfide 183Monastral blue 194morphology 65motor
15motor bearings 169motor brushes 167
motor efficiency 167motor load 19, 29, 84, 126–128,
140, 161, 166, 187, 189, 214motor problems 143motor vibration
168movable guards 131moving parts 131MTC 166multi-flighted
discharge 144multi-flighted screw 88multi-layered product
14multi-layer pipes 204multi-lumen tube 113multi-manifold system
14, 56multiple flights 88multiple haul-offs 180multiple knife
cutter 60multi-screw extruder 2multi-strand extrusion
178multivariate analysis (MVA) 207municipal water 169MVA system
207
N
narrower pellet size distribution 188
natural bridge 79NCF (Nexxus Channel-F) 219neck ties
131neutral screw 9new developments in extrusion
175Newtonian 70Newtonian fluid 104, 229Nexxus technology
219Niemeier 199nip roll 55, 59, 131nip roll section 54nitrided
steel 185noise level 176noise level of bearings 168no material
in the feed hopper
171nominal speed 14non-catalytic steels 185
non-coated part of the screw 198
non-colored plastics 194, 198non-contact temperature
measurement 23non-foam extrusion 182non-insulated TC
25non-intermeshing 3non-isothermal analysis 38non-linear fluid
69non-Newtonian 69non-Newtonian behavior 90non-Newtonian fluids
104, 229non-Newtonian plastics 38, 142non-return valve (NRV)
215non-uniform flow 72, 201, 208non-uniform melt temperatures
97, 179, 208non-uniform mixing 97non-uniform plastic
tempera-
tures 72non-uniform temperatures
201non-vented single screw
extruder 160no-output condition 171Noriega 209normal flow
92Novachem 198Nucrel Disco purge 196number of screens in the
screen
pack 156nylon (PA) 65, 130, 142
O
objective 163observed and comparative facts
163obstruction 133octahedral shape 60off-spec product 188oil
167oil cooling 8oil filter 169oil flow to all bearings 168
-
244 Index
oil heat exchanger 169oil leaks 168oil pump 165oil sump
169oil temperatures and pressures
168on-off control 26on-off temperature control
144onset of sharkskin 184on-the-fly adjustment of pipe
204open discharge 140opening of a door 189operating
conditions 77operating cost 217operating procedures 172,
175operator friendly 98operator skill 217optical properties
160Optifoam© 182optimizing the process 187optimum depth of the
channel
90optimum helix angle 90, 104optimum helix angle for melt
conveying 90optimum screw geometry 90organic acids
183organo-phosphates 185, 186organo-phosphite anti-oxidants
185orientation 113original equipment manufacturer
(OEM) 89orthogonal arrays 207outer layer 92outer region
96outer vortex 206output 161output fluctuations 128output
problems 139output stability 214output variation 17, 139,
144outside diameter 54
outside region of the channel 90
oven 129overheating of the plastic 201overloads
170over-pressure safety device 21,
125, 170over-pressure shutdown 32oxygen 73, 147ozone layer
183ozone treatment 56
P
packaging products 132Paetzold 197paper 57paperboard
57parallel screws 3parison 204partially filled 82, 109partially
intermeshing 3partially streamlined dies 120particle rotation
214particle shape 78particle shape distribution 78particle size
78, 138, 157, 174particle size distribution 78parts
131Pascal · second 67passageways 133P-control
27PD-control 28PE 200, 205pellet concentrate 130pelletized
resins 189pelletizers 60pelletizing system 60pellet size
distribution 188performance improvement 138P-gels 157phosphoric
acid 185phthalocyanines 194physical characteristics
138physically clean the extruder
198
physical properties 181, 201, 218physical purging
compounds
130PID-control 28piezo-electric transducer 21, 22pigments
194pin barrel extruder 100pinholes 145, 146pin mixers 98, 99pin
mixing sections 99pipe 12, 114, 181pipe extrusion 203pipe or
tubing die 110pits 133plain weave 10planetary barrel section
105planetary gear extruders 102planetary gear mixers 105planetary
screws 105plant voltage variations 20, 144plasticating extruder
1, 77plastic film 57plastic melt 63plastic properties 77plastic
residue 130plastics extruder 1plastic temperature 8, 132plate
die 119platinum resistance element 23plug 170plug flow 93,
191plugged filter 165plugging 89, 209PMEW 164pneumatic pressure
transducer
22point-of-operation guards 134Poise 67polishing rolls
54polyamide (nylon) 109polybutadiene 66polycarbonate (PC) 64,
109,
130, 198polyester 64, 105, 109, 142polyesters of oxiacids
184
-
Index 245
polyethylene 63, 64, 142, 147, 183, 185
polyethylene-based compounds 130
polyethylene glycol (PEG) 183polyethylene terephthalate
(PET)
65polyisoprene 66polymer feed port 218polymer header system
178polymerization 157, 173polymerization reactor 157polymer
melts 208polymer processing aids (PPA)
183polyolefins 180PolyOne 198polypropylene (PP) 64, 65,
177,
180, 181polystyrene (PS) 64, 76, 142, 177polyurethane 67, 105,
109polyvinylchloride (PVC) 64polyvinylidene fluoride
132Ponzielli 213poor melt temperature
measurement 172poor mixing ability 97poor screw design
201portable hand tools 135position of the interface 190,
193position of the pin 204position of the vacuum tank
204post consumer reclaim (PCR)
78post-reactor finishing 165post-treatment ovens 202powder
156powder coatings 105powder leaks 168power consumption 181,
187,
209, 214power draw 19power draw from the heaters
128
powered industrial truck operators 134
power law approximation 70power law expression 70, 139power
law fluid 70power law index 70, 90, 191power transmission
capability
16PP 200, 205PPA 184, 185pre-compounded material
183pre-control method 207pre-drying 174, 202 pre-dry the plastic
108preheating 58, 89, 202preheating the plastic 89,
162pre-heating zones 203preheat the plastic pellets 206pre-land
section 117preparation of the machine 123pressure 127, 128, 132,
165 – feedback control 31, 32 – pulses 48
pressure and temperature regulators 168
pressure drop 98, 104pressure flow 91, 94, 229pressure
fluctuation 144pressure generating capability
18, 217pressure gradient 93, 193pressure indicator 169pressure
indicators/controllers
170pressure