Embed Size (px)
Citation preview
/
^^\ United States liAil] Department of ^^ Agriculture
Food Safety and Inspection Service
Meat and Poultry Inspection Program
Agriculture Handbook Number 586
June 1981
hcl3 ^>-^
Quality Control in Small Plants A Guide for Meat and Poultry Processors rn c


Preface
This guidebook has been prepared for the operators of small meat or poultry processing plants. It discusses the concept of quality control and the U.S. Department of Agriculture's Voluntary Total Quality Control (TQC) Inspection System.
In every plant there is some quality control activity. It may consist only of putting on a clean white coat at the start of the day and cleaning the equipment and floor at the end of the day. It may also include routine inspection of raw materials, spices, flavorings, and packaging materials.
The Federal meat and poultry inspection regulations provide processing plants with the option of participating in the TQC Inspection System. To do so, the firm's quality control efforts (or proposed increased efforts) are listed and submitted to USDA for approval as a total plant quality control system.
When a system is approved by USDA—and as long as it remains approved—all product entering the plant, being processed, and leaving the plant is under the control of the plant. In these plants, the USDA inspector will conduct inspections, but will not interrupt the production operations as long as the approved quality control system proves effective.
This guidebook explains how USDA's Voluntary TQC Inspection System relates to the meat and poultry inspection program and to small processing operations. General information on developing a total quality control system and obtaining USDA approval is provided. A sample quality control system and sample record forms are illustrated in the appendix.
More information may be obtained from the USDA Food Safety and Inspection Service, Washington, D.C. (20250); the regional office of the Meat and Poultry Inspection Program; or the local USDA inspector. An attachment is provided at the back of this guidebook for requesting additional information.
Contents
Introduction 3 Elements of a Total Quality Control System 4
General Elements of Total Quality Control 5
Receiving 5 Manufacturing 5 Packaging and Labeling 6 Shipping 6 General Sanitation 7 Employee Training 7
Completing the Total Quality Control System 8
Appendix 8 Procedures for Specific Operations 8
Boning, Cutting and Trimming 8
Poultry Cutting Operation ... 8 Pumping and Smoking/ Cooking 8
Canning 9 Formulation 9
Applicable Inspection Regulations 10
Sample Total Quality Control System 10
Guidebook Users' Comment Form 19
Figures
1. Production Process Flow Diagram 4
2. Sample Receiving Log 5 3. Sample Formulation and Inventory
Records 9 4. Daily Sanitation Report 12 5. Shewhart Control Chart 14 6. Plant Maintenance Record ... 15 7. Product Temperature Record 16 8. Formulation and Processing
Procedure 17

Quality Control In Small Plants A Guide for Meat and Poultry Processors
Introduction
The principles and procedures for quality control are as applicable and beneficial to small plants as to larger plants. In many cases, quality control systems can be more efficiently administered in small plants because of a simpler organizational structure and more direct communication among employees.
Cost Versus Benefit Quality control is a good
management tool. A quality control system specifically tailored to the volume and complexity of a plant operation can be cost-effective.
A properly designed and operated total quality control system will minimize the likelihood of mistakes during processing, give an indication of problems immediately, and provide the information to quickly locate and correct the cause of problems. As a result, production delays are reduced, the need for re-processing or re-labeling is lessened, and the possibility of product recall and condemnation Is reduced.
Good processing controls result in such benefits as a more consistent product, a product with longer shelf life, and a reduction in give-away.
Product Consistency Improved Quality control systems provide the
information necessary to consistently produce a uniform quality product at a predicted cost. Some processors have questioned whether the cost of implementing a total quality control system would be recovered unless the quality of the plant's product had been so poor that the plant suffered reduced sales and a high return of product.
It is true that a plant with a poor product would benefit most. In even the best plants, however, the lack of a quality control system results in a product that is more variable and not as well defined.
With organized controls and objective sampling, the plant has more extensive and precise information about its operation. As a result, management has better control and product quality is stabilized. Records from a quality control system define product quality at the time of shipment, and will aid in dealing with claims of damage or mishandling during shipping.
Equipment Costs Contrary to the impression that
quality control systems require highly trained technicians and expensive equipment, a plant quality control system can be fairly simple and inexpensive and still be effective.
The expense of equipment is related to the type and complexity of products and operations and the volume of production. In most cases, a total quality control system in a small plant would require only inexpensive thermometers, calculators, knives, grinders, and existing testing equipment used for traditional inspection. If necessary, samples may be submitted to commercial laboratories.
Technical skills in food science, mathematics, and statistics necessary to establish a quality control system are available from trade associations and professional societies at a reasonable one-time charge. This assistance can be utilized to define defects, defective units, and critical control points;^ and to establish corrective actions for the system. Once the technical details of the sys- tem are established, it can be operated by plant personnel familiarwith the pro- cessing operation. It is not necessary to hire a quality control technician.
The Meat and Poultry Inspection Program (MPIP) will assist in identifying critical control points and setting up a quality control system. MPIP will also provide onsite assistance in the startup of the system.
^A critical control point is a point in the food processing cycle where loss of control would result in an unacceptable product. Such points may include the receipt of raw meat just before use, processing and storage operations, and delivery of the product to the customer.
Elements of a Total Quality Control System
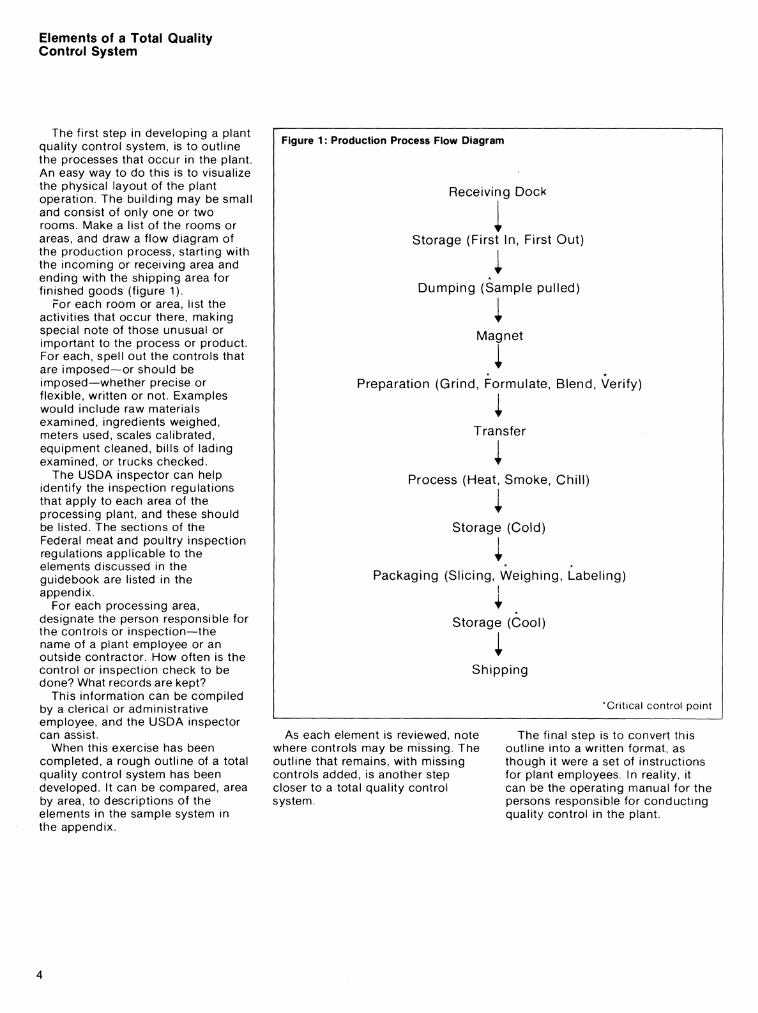
The first step in developing a plant quality control system, is to outline the processes that occur in the plant. An easy way to do this is to visualize the physical layout of the plant operation. The building may be small and consist of only one or two rooms. Make a list of the rooms or areas, and draw a flow diagram of the production process, starting with the incoming or receiving area and ending with the shipping area for finished goods (figure 1).
For each room or area, list the activities that occur there, making special note of those unusual or important to the process or product. For each, spell out the controls that are imposed—or should be imposed—whether precise or flexible, written or not. Examples would include raw materials examined, ingredients weighed, meters used, scales calibrated, equipment cleaned, bills of lading examined, or trucks checked.
The USDA inspector can help identify the inspection regulations that apply to each area of the processing plant, and these should be listed. The sections of the Federal meat and poultry inspection regulations applicable to the elements discussed in the guidebook are listed in the appendix.
For each processing area, designate the person responsible for the controls or inspection—the name of a plant employee or an outside contractor. How often is the control or inspection check to be done? What records are kept?
This information can be compiled by a clerical or administrative employee, and the USDA inspector can assist.
When this exercise has been completed, a rough outline of a total quality control system has been developed. It can be compared, area by area, to descriptions of the elements in the sample system in the appendix.
Figure 1 : Production Process Flow Diagram
Receiving Dock
1 Storage (First In, First Out)
.i Dumping (Sample pulled)
i Magnet
.1 Preparation (Grind, Formulate, Blend, Verify)
Transfer
Process (Heat, Smoke, Chill)
Storage (Cold)
i. Packaging (Slicing, Weighing, Labeling)
I
Storage (Cool)
Shipping
*Critical control point
As each element is reviewed, note where controls may be missing. The outline that remains, with missing controls added, is another step closer to a total quality control system.
The final step is to convert this outline into a written format, as though it were a set of instructions for plant employees. In reality, it can be the operating manual for the persons responsible for conducting quality control in the plant.
General Elements of Total Quality Control
The opening sections of this guidebook discussed the general outline of a plant quality control system. Within the system are various elements, determined by the type of operation in the plant.
In this section, the specific operations will be discussed and the elements of a good quality control system will be outlined.
Receiving
Examples of Controls: • Examine (and possibly sample)
Incoming Lots • Verify Identification Marks • Check Carriers • Log Deliveries
A plant's total quality control system will include written instructions for checking incoming raw materials, such as frozen boneless meat, spices, salt, liquid ingredients, additives, and extenders, and for recording the results. These materials must be verified for wholesomeness (free from indications of mishandling, decomposition, infestation), acceptability for intended use, and approval for use.
It may also be desirable at this point—although it is not mandatory— to test for composition (fat, moisture, and so on) to assure proper blending of formulated products. It is preferable to run the most frequent tests on products likely to have the most variation. For example, beef navels and pork jowls need more frequent analyses than beef hearts and lean cow trimmings. Sampling plans utilizing statistical quality control procedures are helpful in inspecting incoming lots. These plans are easy to use and may be
obtained from several sources, including government booklets.
It is a good practice to prepare a suppliers' or buyers' guide outlining the specifications for ingredients, additives, and other products bought outside the plant.
The air temperature and product temperature in the receiving area should be checked often enough to assure that the company's requirements are being met. This would include checks of freezer doors, door seals, incoming railroad cars, and trucks. The quality control plan should include procedures for taking corrective action in the event a product is contaminated during shipment.
The receiving log (figure 2) should be checked to assure that entries are accurate and up to date and that all requirements regarding incoming products and materials are met. The log will be useful in indicating trends, so problems can be spotted early. The person who checks the log can keep a record of the dates and results of the verifications.
Lots moved from the receiving area to other areas of the plant should be periodically checked to assure that their identity is properly maintained.
In preparing written instructions for the receiving area, identify the various checks to be made, who is to make them, when they are to be made, and how and where the information will be recorded.
Manufacturing
Examples of Controls: • Verifying Wholesomeness • Verifying Identification, Weight,
or Volume of Ingredients • Verifying Ambient Temperature • Handling of Rejected
Ingredients or Product
Although ingredients may have been checked earlier for wholesomeness and acceptability, it is a good idea to make another check just prior to actual use in the manufacturing process.
This recheck does not need to be painstaking. It should be ample to assure that unacceptable ingredients are not used, and that ingredients are correctly identified and eligible for use in the product. The frequency of these rechecks can be reduced for small, low-volume plants.
Moreover, a method for controlling the weight of each ingredient is essential in order to assure a uniform
Figure 2: Sample Receiving Log
Receiving Log for Boneless Meats, Packing Co.
Date Product Inspection/
Weight Suppler Condition Identification Disposition
9/30/80 Reg. Beef Trim.
9,000 Est. 38 Accept/Good Lot 49 Accept
9/30/80 Lean Beef Trim.
500 Est. 38 Reject/Spoiled Lot 50 Return to Supplier
__^ ̂ ^L ̂ ^L^^-^^l^ ̂ n^- -x^^
and consistent finished product that complies with USDA requirements.
Maintaining the correct temperature in an area is important to good product quality. Occasional checks should be made during the shift and a record kept of the findings. This will take only a small amount of time and effort on the part of a plant employee, and will identify any situations requiring correction. Inexpensive recording thermometers are useful for maintaining a record of room temperature.
Occasionally, unacceptable ingredients or materials will arrive in the manufacturing area, and procedures should be outlined for these situations. Remember, good management sets realistic and effective controls for dealing with these situations. The procedures that are outlined must be diligently followed.
In cases where a finished product must meet certain requirements, such as fat or moisture limits, consider sampling each lot.^ Sampling plans may be designed to fit each condition and type of analysis.
Records of all inspections and tests must be made available to the USDA inspector and maintained on file.
More detailed information on boning, cutting, and trimming; poultry cutting operations; pumping and smoking/cooking; canning; and formulation operations is included in the appendix.
^For the purpose of verifying formulation or checking wholesomeness, a lot can be each batch during each shift, several batches from the shift, or the shift's entire production. For the purpose of laboratory testing, a lot may consist of one day's production or several days' production of an item, depending on the volume and type of product.
Packaging and Labeling Shipping
Examples of Controls: • Verify Label Approval • Verify Accuracy of Labeling • Check Temperatures • Finished Product Sampling
Since this is one of the last steps prior to shipping, it is essential that no regulatory requirement be overlooked.
Checks must be made to assure that all labels have been approved by USDA and that proper labels are being used. It must be verified that illustrations represent the product, net weight and count declarations are accurate, and packaging meets the company's specifications. The temperatures of frozen products, as well as the condition of all containers and cases, should be checked and the findings recorded.
A net weight control program must assure that all lots leaving the plant meet USDA requirements as well as other applicable requirements. The sampling rate should be appropriate for the volume, type of product, size of package, and degree of accuracy desired. For instance, cartons of wholesale cuts need less frequent checks than retail packages.
Where applicable, routine systematic sampling, inspection, or analysis of a finished product must be part of the approved total quality control system, especially for a product going to retail outlets.
USDA personnel in the plant, in regional offices, or in Washington can consult with processors on sampling, including rates, targets, and limits.
Examples of Controls: • "First In, First Out" • Record of Shipments • Checking Order Sizes and
Temperatures • Checking Containers and
Carriers
Records of the destination of products shipped from the plant are important to good quality control. In the event recall is necessary, the records will pinpoint the amount and exact location of the product.
The procedure for knowing the destination of each shipment should be explained in the quality control system. The plant may find it beneficial to have some type of container coding and dating system. This would identify the date of processing and packaging for returned goods. Occasional quality control checks should be made to verify the adequacy of the container codes and to verify order sizes, temperatures (where applicable), and the condition of containers, rail cars, or trucks used for shipping. These controls do not need to be complicated, but adequate to assure effectiveness.
General Sanitation Employee Training
Examples of Controls: • Rodents and Pests • Product Contamination • Employee Hygiene • Facilities and Environmental
Appearance
A procedure to check the overall sanitation of plant facilities and operations, including outside adjacent areas and storage areas on plant property, should be included in a total quality control system. A sample form for the daily sanitation report is included in the appendix (figure 4).
In a total quality control system, a designated plant official will make the sanitation inspection and record the findings. If sanitation deficiencies are discovered, a plan for corrective action is necessary. Corrective action might include recleaning, tagging a piece of equipment, or closing off an area until a repair is completed.
A frequent, systematic sanitation inspection procedure should be used where product contamination is possible, such as from container failure, moisture dripping, or grease escaping from machinery onto product or surfaces which come into contact with product.
Good employee hygiene should be continuously emphasized through special instruction for new employees and properly maintained, adequate toilet and welfare facilities. Clean work garments in good repair, good personal hygiene practices such as handwashing, periodic training, and the cleaning of floors and walls in nonproduction areas are signs of effective sanitation. Plant management will want to use a number of techniques to assure the continued effectiveness of this phase of the quality control system.
Examples of Controls: • New Employee Orientation • Refresher Training
When new employees begin work at a plant, it is useful to acquaint them with all aspects of the plant. The quality control system should provide for instruction of new employees on the plant's operations and products and on good hygiene practices.
A number of questions concerning hygiene should be addressed in this instruction. What basic things should any new employee know about food handling and cleanliness? Why is cleanliness essential? What are the standards—in other words, what does clean mean? Why are product temperatures important? What is a cooked product? What occurs if something is accidentally soiled? Which chemicals (cleaners, sanitizers, insecticides, food additives) are around? Does the new employee use or have responsibility for any of these? How does the employee become acquainted with the operation and products? Whom does the employee consult if questions or problems arise?
Make a list of all the items that need to be covered in employee orientation, and indicate generally how and when the orientation will be performed.
Employee training should not end with orientation, but should include an ongoing program to continually remind employees of the importance of good sanitation.
How are employees continually reminded of important functions, such as personal hygiene after a visit to the restroom? Will posting a sign or poster which fades over time communicate the appropriate level of importance? There are many ways of continuing employee training and maintaining sensitivity. Plants may find that occasionally changing methods will help emphasize management's commitment.
A brief description of the methods and time schedule for assuring that employees do not become unconcerned or indifferent is helpful.
Meat or poultry specialists from a State Cooperative Extension Service may be available to conduct workshops on these subject areas for plant employees. Information can also be obtained from the land-grant university in each State.

Completing the Total Quality Control System
Appendix
Procedures for Specific Operations
When the details of the elements discussed in previous sections are compiled, the result is essentially the plant's "operating manual." It will also serve as the plant's total quality control system.
Upon completion, it should be reviewed. In some cases, a definition may be needed for such points as control limits, variability in weights, or numbers of defects per sample. A sample of the Shewhart control chart is included in the appendix (figure 5). All critical control points (see footnote, page 3) should be covered, but company specifications outside the scope of USDA regulations do not need to be included.
In addition, those sections of the Federal meat and poultry inspection regulations applicable to the operations of the plant must be listed. For each, identify the specific part of the quality control system which is designed to assure compliance. Again, refer to the appendix or contact USDA personnel for assistance.
If one or more full-time quality control personnel are employed at the plant, an organizational chart should be included showing how they fit into the plant's management structure. If there are no full-time quality control personnel, identify who will assume specific responsibilities for quality control and list all other duties of that employee.
When the proposed total quality control system is completed, it is ready to be submitted to the administrator of the Food Safety and Inspection Service. An accompanying letter should state the reason for applying for approval of the system and include a statement indicating agreement to adhere to the provisions of the total quality control system as submitted. The USDA inspector and supervisor can assist in developing this letter.
Boning, Cutting, and Trimming In these operations, the most
effective method for assuring that a finished product is not bruised or does not contain bone and hair is to detect mistakes when they occur.
Any product coming into a room (for example, carcasses, quarters, or primais) should be systematically checked for cleanliness and defects and the findings recorded. Parts 18.9 through 18.13 of the USDA Manual of Procedures state those defects of concern to USDA.
Product in containers may be checked by sampling the lot. Sampling plans and acceptance criteria should be developed to provide confidence that the entire lot is acceptable. The sampling plans should have a statistical basis, and USDA will assist in developing them.
A product must be checked for defects during the boning, cutting, and trimming operation. A sampling plan, acceptance criteria, and recordkeeping system should be developed. This check provides information about the usefulness of the checking done earlier, helps sensitize workers to the importance of the quality control system, and helps assure a defect-free finished product.
In this type of operation, it is very effective to be innovative in the techniques used to maintain the worker's sensitivity to the critical importance of sorting out defects. Employees should be aware of the plant's philosophy about product quality, and it is crucial that they have a positive perception of it. This approach, coupled with some checking to determine effectiveness, will improve this perception.
Whenever checks are made, procedures should be specified for handling a product that fails to meet the criteria.
As with all operations conducted under refrigeration, a good management control system (total quality control) will include checks and records of the room temperature.
Written procedures that identify the checks to be made, how and when they will be done, and how they will be recorded provide the basic total quality control system for these operations.
Poultry Cutting Operation A good control system in a poultry-
cutting operation will extend the shelf life of products and increase the yield for the processor. It should include controls on temperature and the verification of improper cuts.
Maintaining environmental controls for products and rooms is important. In addition, each time the bird comes into contact with an equipment surface or an employee's hands, the number of bacteria can be increased.
For some plants, it may be useful to include in the total quality control system checks to assure that cuts are being made to plant specifications, a check on the yield of cuts, and a check on the number of improper cuts. Corrective action might focus on reducing to an acceptable level, the percentage of improper cuts. This would, in turn, affect the yield of various cuts.
In poultry-cutting operations, microbiological monitoring of equipment (with swabs, for instance) can be used to chart trends in the number of microorganisms at various stages of the operation. The monitoring will also verify the effectiveness of the action taken to reduce microbiological levels. If onsite facilities are not available for microbiological testing, routine samples may be sent to a commercial laboratory.
Pumping and Smoking/Cooking The total quality control system
should include procedures for each manufactured item during each step of the pump/smoke/chill cycle. It should also outline the method for verifying compliance and for maintaining records.
The system should include procedures for correctly formulating the curing pickle, if used; assuring correct proportions of dry mix for dry cured products; assuring that the correct amount of pickle or dry mix is added to the product; controlling further processing such as heating, cooking, and chilling (time and temperatures); and assuring proper labeling.
The procedures used to sample for wholesomeness and compliance and for recording the findings should be outlined, as should the steps to be taken in the event a product is not in compliance.
Canning The total quality control system
should include written procedures for formulating, filling, sealing, retorting, and cooling each canned product, and the method of verifying that each product is in compliance.
Checking raw materials before formulation prevents the use of unwholesome or unacceptable ingredients and assures the use of correct quantities. USDA does not permit the use of any off-condition meat or poultry. Sterilization does not make an off-condition product acceptable.
There are several critical control points in the process, and they need to be identified, checked, and recorded regularly. For each critical control point, indicate what is being checked, why, what constitutes acceptability, and what is done if the check reveals an unacceptable process or product.
Each product must have a processing schedule developed by a recognized canning authority, who must be identified. Information should be provided on the handling of a product that is improperly heat processed.
Checks on the fill of containers will assure a minimum of overfills and underfills. Checking retort temperatures will assure proper heat processing to achieve sterility. Checks of cooling times and temperatures (as well as cooling water quality) will assure that cans are not damaged or that a product is not overcooked. Regular examination of can seams will assure proper adjustment of filling and sealing machines and a minimum of returned product. Regular examination of the condition of containers at the time they are shipped, in addition to that done in an incubation program, will assure against shipment of flippers, swellers, and leakers.
Procedures for handling and recording instances of a rejected or returned product should be included.
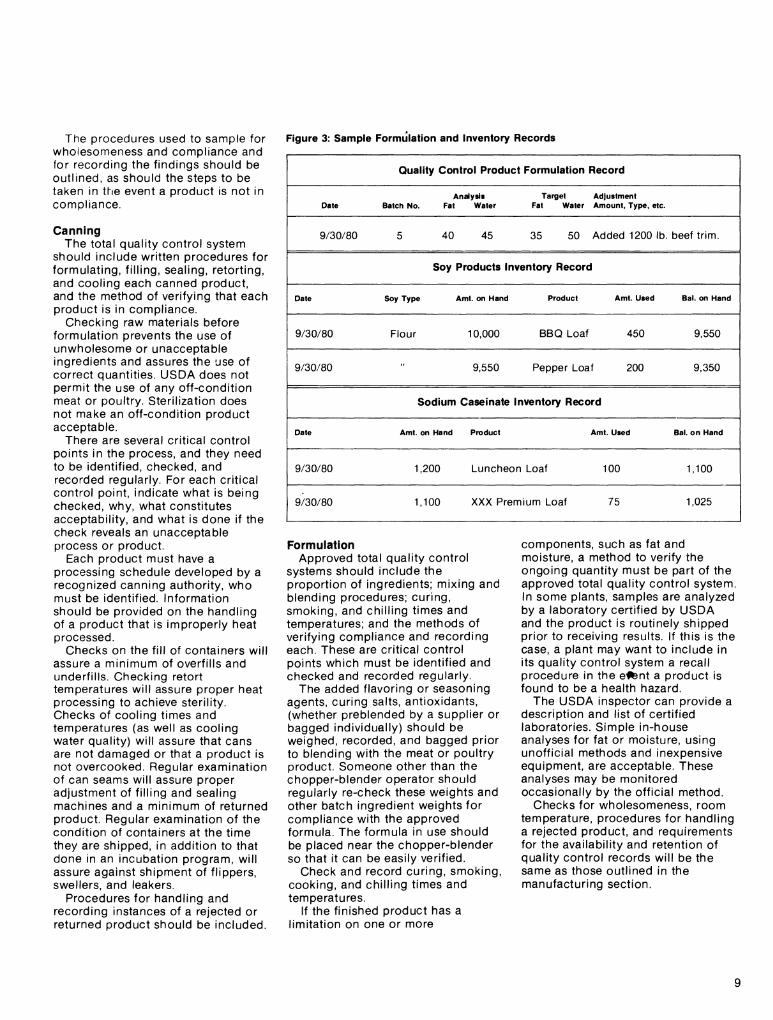
Figure 3: Sample Formulation and Inventory Records
Quality Control Product Formulation Record
Date Analysis Target Adjustment
Batch No. Fat Water Fat Water Amount, Type, etc.
9/30/80 5 40 45 35 50 Added 1200 lb. beef trim.
Soy Products Inventory Record
Date Soy Type Amt. on Hand Product Amt. Used Bal. on Hand
9/30/80 Flour 10,000 BBQ Loaf 450 9.550
9/30/80 9,550 Pepper Loaf 200 9,350
Sodium Caseinate Inventory Record
Date Amt. on Hand Product Amt. Used Bal. on Hand
9/30/80 1,200 Luncheon Loaf 100 1,100
9/30/80 1,100 XXX Premium Loaf 75 1,025
Formulation Approved total quality control
systems should include the proportion of ingredients; mixing and blending procedures; curing, smoking, and chilling times and temperatures; and the methods of verifying compliance and recording each. These are critical control points which must be identified and checked and recorded regularly.
The added flavoring or seasoning agents, curing salts, antioxidants, (whether preblended by a supplier or bagged individually) should be weighed, recorded, and bagged prior to blending with the meat or poultry product. Someone other than the chopper-blender operator should regularly re-check these weights and other batch ingredient weights for compliance with the approved formula. The formula in use should be placed near the chopper-blender so that it can be easily verified.
Check and record curing, smoking, cooking, and chilling times and temperatures.
If the finished product has a limitation on one or more
components, such as fat and moisture, a method to verify the ongoing quantity must be part of the approved total quality control system. In some plants, samples are analyzed by a laboratory certified by USDA and the product is routinely shipped prior to receiving results. If this is the case, a plant may want to include in its quality control system a recall procedure in the elbnt a product is found to be a health hazard.
The USDA inspector can provide a description and list of certified laboratories. Simple in-house analyses for fat or moisture, using unofficial methods and inexpensive equipment, are acceptable. These analyses may be monitored occasionally by the official method.
Checks for wholesomeness, room temperature, procedures for handling a rejected product, and requirements for the availability and retention of quality control records will be the same as those outlined in the manufacturing section.
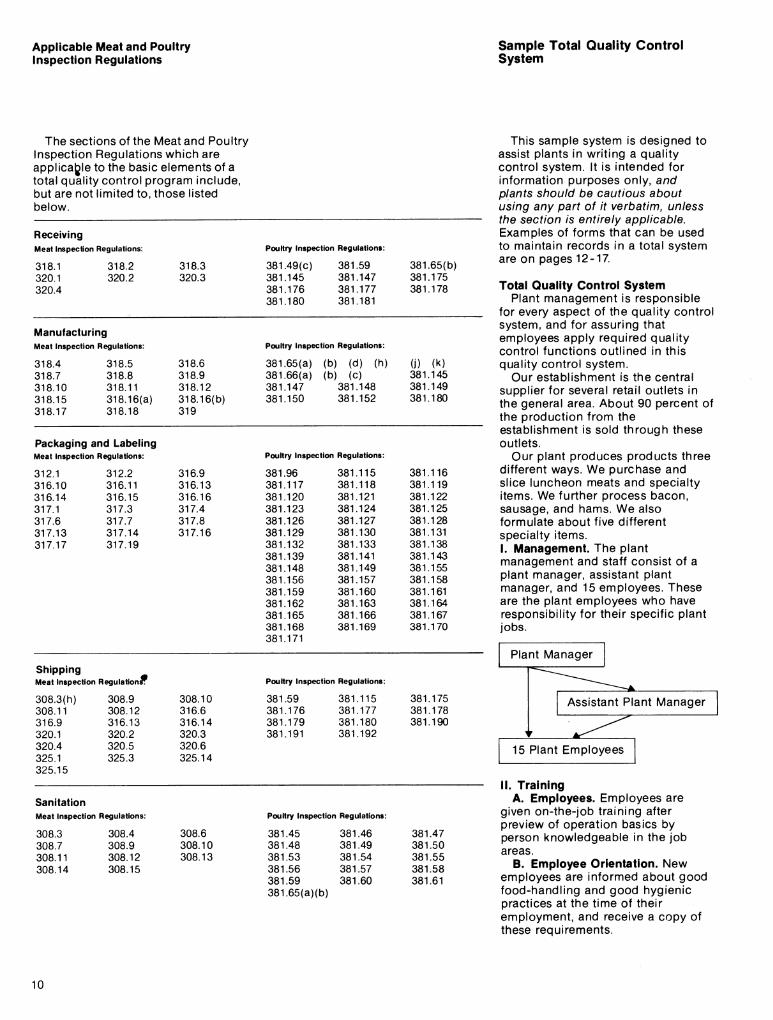
Applicable Meat and Poultry Inspection Regulations
Sample Total Quality Control System
The sections of the Meat and Poultry Inspection Regulations which are applicajjie to the basic elements of a total quality control program include, but are not limited to, those listed below.
Receiving Meat Inspection Regulations: Poultry Inspection Regulations:
318.1 318.2 318.3 381.49(c) 381.59 381.65(b) 320.1 320.2 320.3 381.145 381.147 381.175 320.4 381.176
381.180 381.177 381.181
381.178
Manufacturing Meat Inspection Regulations: Poultry Inspection Regulations:
318.4 318.5 318.6 381.65(a) (b) (d) (h) (i) (k) 318.7 318.8 318.9 381.66(a) (b) (c) 381.145 318.10 318.11 318.12 381.147 381.148 381.149 318.15 318.16(a) 318.16(b) 381.150 381.152 381.180 318.17 318.18 319
Paclcaging and Labeling Meat Inspection Regulations: Poultry inspection Regulations:
312.1 312.2 316.9 381.96 381.115 381.116 316.10 316.11 316.13 381.117 381.118 381.119 316.14 316.15 316.16 381.120 381.121 381.122 317.1 317.3 317.4 381.123 381.124 381.125 317.6 317.7 317.8 381.126 381.127 381.128 317.13 317.14 317.16 381.129 381.130 381.131 317.17 317.19 381.132 381.133 381.138
381.139 381.141 381.143 381.148 381.149 381.155 381.156 381.157 381.158 381.159 381.160 381.161 381.162 381.163 381.164 381.165 381.166 381.167 381.168 381.169 381.170 381.171
Shipping Meat Inspection Regulation^ Poultry Inspection Regulations:
308.3(h) 308.9 308.10 381.59 381.115 381.175 308.11 308.12 316.6 381.176 381.177 381.178 316.9 316.13 316.14 381.179 381.180 381.190 320.1 320.2 320.3 381.191 381.192 320.4 320.5 320.6 325.1 325.3 325.14 325.15
Sanitation Meat Inspection Regulations:
308.3 308.7 308.11 308.14
308.4 308.9 308.12 308.15
308.6 308.10 308.13
Poultry Inspection Regulations:
381.45 381.48 381.53 381.56 381.59 381.65(a)(b)
381.46 381.49 381.54 381.57 381.60
381.47 381.50 381.55 381.58 381.61
This sample system is designed to assist plants in writing a quality control system. It is intended for information purposes only, and plants should be cautious about using any part of it verbatim, unless the section is entirely applicable. Examples of forms that can be used to maintain records in a total system are on pages 12-17.
Total Quality Control System Plant management is responsible
for every aspect of the quality control system, and for assuring that employees apply required quality control functions outlined in this quality control system.
Our establishment is the central supplier for several retail outlets in the general area. About 90 percent of the production from the establishment is sold through these outlets.
Our plant produces products three different ways. We purchase and slice luncheon meats and specialty items. We further process bacon, sausage, and hams. We also formulate about five different specialty items. I. Management. The plant management and staff consist of a plant manager, assistant plant manager, and 15 employees. These are the plant employees who have responsibility for their specific plant jobs.
II. Training A. Employees. Employees are
given on-the-job training after preview of operation basics by person knowledgeable in the job areas.
B. Employee Orientation. New employees are informed about good food-handling and good hygienic practices at the time of their employment, and receive a copy of these requirements.
10
Regular employees are periodically given a copy of the list of good food handling practices, and good hygienic practices and improvement are discussed.
1. Hands are washed, sanitized, and dried at the following times and as needed:
a. When reporting to work. b. After a break period. c. After smoking or eating. d. After using toilet facilities. e. After coughing or sneezing and covering mouth with hand. f. After blowing the nose, or after touching nose, mouth, ears, eyes, or hair. g. After handling anything other than product or a product contact area that may contaminate their hands.
2. Fingernails are clean and no nail polish is permitted for persons working in processing areas.
3. Spitting is prohibited (except into a tissue or handkerchief).
4. Eating of products is prohibited. When tasting a product is a part of quality control, it is permissible.
5. If the head covering does not adequately protect a product, a hair net is worn.
6. Smoking is permitted only in authorized areas.
7. No rings are allowed. 8. Earrings may not be worn. 9. Aprons used by employees
working with heat-processed products are hung when not in use. They are not worn out of the heat- processed products area or in the toilet.
10. An employee handling raw products (fresh pork sausage) does not handle heat-processed products (HPP). After working with a raw product and before working with HPP, employees wash their hands and change outer garments that are soiled with a raw product.
11. No aprons are used interchangeably between raw and cooked products. All supervisors during their daily supervision make certain that all employees are using good food-handling and hygienic practices. If unacceptable conditions are observed, they are corrected and documented on the sanitation report.
C. Safety. Oral or written suggestions by employees are reviewed and evaluated by the plant manager. III. Sanitation
A. Cleaning Compounds. Chemical compounds used for cleaning are listed in the USDA "List of Chemical Compounds." They are used as per- label instructions.
B. Cleaning of Equipment. 1. Movable equipment. Equipment
is drycleaned by removing all meat scraps. The equipment is transported to the processing room for further cleaning.
a. Clean with hot water. b. Scrub when necessary. c. Sanitize with hot water.
2. Equipment that cannot be moved.
a. Dryclean (remove all meat scraps). b. Clean with hot water. c. Apply soaps and scrub if necessary. d. Rinse with hot water.
3. Cooler Floors and Walls. The coolers are spot cleaned every day. They are also thoroughly scrubbed and rinsed at least every month.
4. Smokehouse Trees. Clean with caustic and rinse with water after every use.
5. Bacon Slicer: a. Remove all meat scraps. b. Remove conveyor belt. c. Clean with hot water. d. Scrub if necessary. e. Rinse with hot water.
6. Large Slicer. a. Dryclean (remove all meat scraps). b. Remove all guards. c. Clean with hot water. d. Scrub if necessary. e. Rinse with hot water.
7. Smokehouse. Floor is inspected and swept down as needed. Broken product that has fallen on the floor is picked up and placed in the container marked inedible.
8. Bakery. All equipment in this area is dry cleaned and some spot cleaning is done with soap and water when necessary.
9. Processing Room. a. Dryclean. Remove all meat scraps from floor, walls, and equipment.
b. Thoroughly cleanse all walls, floors, and equipment with high pressure hot water. c. Scrub equipment when necessary. d. Rinse with hot water.
10. Rest Rooms. The rest rooms are cleaned daily. Soap and towels are supplied to each rest room.
11. Lockers. Lockers are available for plant employees. The plant manager inspects all lockers monthly. No food or product that is not in protective food containers is permitted in the locker. No extraneous material, such as unclean paper or rags, is permitted in the locker. Personal effects permitted in the locker are all clean and orderly.
12. Ceiling, dry storage, and other areas. Clean periodically as necessary.
13. Hand Toolsand Small Parts. a. Fill the sink with hot water. Put in enough soap to make a lather. b. Dryclean parts or tools by removing all extraneous material. c. Put the parts or tools in the sink and scrub. d. Rinse with hot water. e. Store clean parts or tools on racks or in tubs.
C. Preoperative sanitation check. The employees are responsible for visually inspecting each specific work area and correcting any unacceptable conditions that are found before production starts.
The plant manager will establish the sanitation standards that meet USDA regulations, and the reviews.
The plant manager or désignée will monitor a minimum of one room per week. If sanitation standards are not achieved, the entire plant will be monitored. Any unacceptable condi- tions are corrected before production starts. The unacceptable conditions and corrective actions taken are noted on the daily sanitation report (figure 4).
11
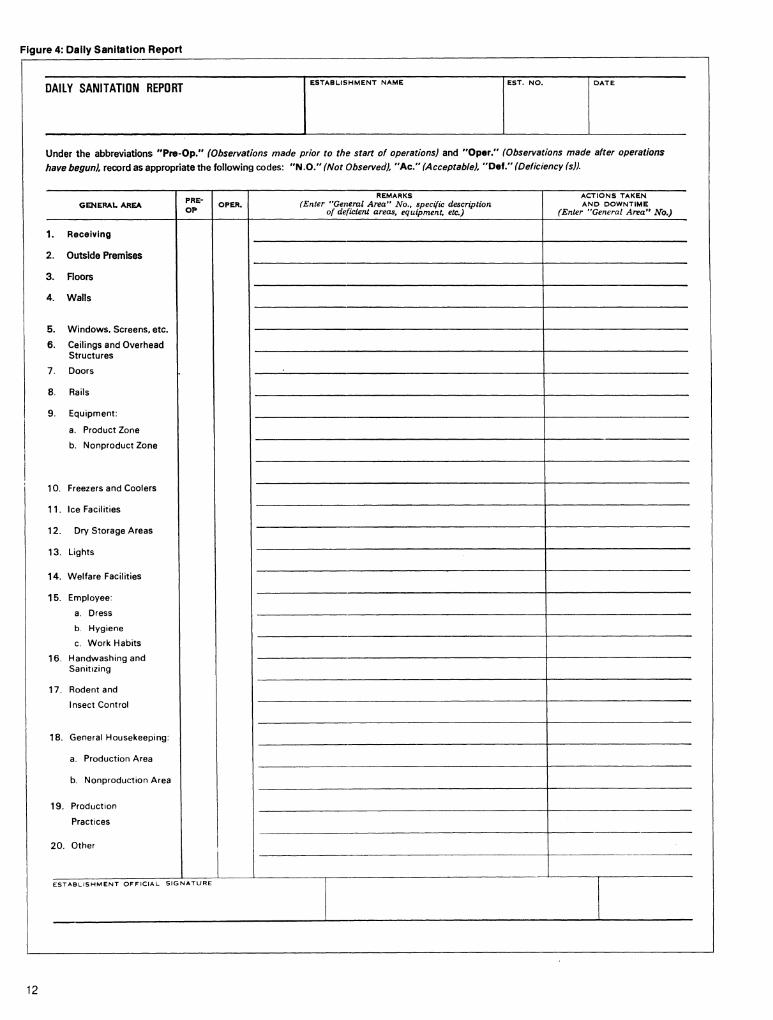
Figure 4: Daily Sanitation Report
DAILY SANITATION REPORT ESTABLISHMENT NAME
Under the abbreviations "Pre-Op." (Observations made prior to the start of operations) and "Oper." (Observations made after operations
have begun), record as appropriate the following codes: "N.O." (Not Observed), "Ac." (Acceptable), "Def." (Deficiency (s)).
GENERAL AREA PRE- OP
REMARKS (Enter "General Area" No., specific description
of deficient areas, equipment, etc)
ACTIONS TAKEN AND DOWNTIME
(Enter "General Area" No.)
1. Receiving
2. Outside Premises
3. Floors
4. Walls
5. Windows. Screens, etc.
6. Ceilings and Overhead Structures
7. Doors
8. Rails
9. Equipment:
a. Product Zone
b. Nonproduct Zone
10. Freezers and Coolers
11. Ice Facilities
12. Dry Storage Areas
13. Lights
14. Welfare Facilities
15. Employee:
a. Dress
b. Hygiene
c. Work Habits
16. Handwashing and Sanitizing
17. Rodent and
Insect Control
18. General Housekeeping:
a. Production Area
b. Nonproduction Area
19. Production
Practices
20. Other
ESTABLISHMENT OFFICIAL SIGNATURE
12
D. Operational sanitation check. Each employee is responsible for the operational sanitation of his or her work area using standards in this section and in II, B.
1. If a solid piece of meat is dropped on the floor, it is picked up at once and reconditioned (washed or trimmed) or placed in a container marked inedible.
2. If ground products such as sausage, bologna, and pickle loaf, are dropped on the floor, they are placed in the container marked inedible.
3. Thefloor is kept free of debris and scraps.
4. If a piece of equipment is used for more than 5 hours, a midshift cleanup using procedures listed in ///, 8, 1 will make the equipment visually clean. Plant management continually observes product handling, house- keeping, and operational sanitation. If an unacceptable condition is found, it IS corrected and noted on the daily sanitation report.
E. Insect and Rodent Control. The plant manager and the employees are constantly working inside and outside of the plant, and are continually surveying the premises to determine the effectiveness of the insect and rodent control program.
Only approved chemicals are used. The instructions in the USDA manual of procedures and the handbook, "List of Chemical Compounds" along with label instructionsare followed. Chemi- cal compounds are to have an EPA registration number. A list of these chemicals is on file.
F. Insect and rodent preventive program.
1. A map of rodent control stations is on file and the bait boxes are checked once each month. Spring traps are checked each day. Outside traps have a painted code and painted control site.
2. Accumulationsof waste and litter that provide food or breeding habitats are avoided.
3. All conditionsfavorableto insect and rodent hiding and breeding are eliminated.
4. During the fly season, fog and bait are used as necessary. All compounds have been registered with EPA.
5. An intensity diagram (one dot placed on the rodent control map for each rodent station) shows the coverage.
G. Rodents or Evidence of Rodents Found. When rodents or evidence of rodent infestation is found in the plant, the action is taken and documented on the daily sanitation report.
1. Operations are immediately stopped in the department where the rodents or evidence of rodent infesta- tion is found.
2. Movement of any materials in or out of the department is withheld.
3. Before operations resume or movement of material is allowed:
a. All packaging materials and containers are examined for rodent damage and are discarded if contaminated. b. Any product showing evidence of rodent contamination is denatured or destroyed. c. Equipment is washed and sanitized using procedures in ///, B, 1. d. All accumulation of equipment, paper, or other debris that could provide harborage in the offend- ing area is removed. e. A complete survey of the premises and surrounding area for harborage and rodent access points is taken by plant personnel. All suspected harborages are eliminated and all possible access points closed. f. After the plant manager is
satisfied that the rodent problem has been corrected, production may resume.
IV. Receiving A. Checks upon receipt. All meat,
meat food products, and spices are checked by sight, smell, and taste for wholesomeness and labeling. If the product is accepted, the invoice will be signed, dated, and filed.
1. Nonmeat ingredients. Those requiring a letter of FDA guaranty will be checked against the letters on file. If a letter is not on file, it will be obtained from the supplier.
2. Nonfood items. a. Packaging materials are evalu- ated for cleanliness on arrival and put into proper storage.
b. Labels are checked against current approvals for accuracy and approval. The plant manager will submit all new labels for approval. c. All supplies are properly handled to prevent contamination of product.
3. Unacceptable materials. If unacceptable meat, meat food products, or spices are noted on the receiving dock, the option exists to receive the product and go through it to segregate unacceptable portions, which will be held or returned. The USDA inspector will be informed of all action taken.
4. Greases, lubricants, and other chemicals. Those used are listed in the USDA handbook, "List of Chemical Compounds." These are checked upon receipt and an invoice is signed, dated, and filed. These products are used according to label instructions.
V. Returned Goods. All returned goods are packaged in
properly marked containers that are in good condition. These containers are put in an assigned area for review by the plant manager. Records are maintained.
Unacceptable product is placed in a container marked inedible. If an unacceptable product is found, the equipment used for handling such a product will be washed and sanitized.
VI. Inedible Products All inedible products are placed in a
container that is properly marked inedible. The container is stored in a designated section of the cooler. At the end of each day's production, an approved dénaturant is applied. All inedible products are picked up once per week.
VII. Water Acceptance. Once each year a sample of water is
taken from an outlet in the plant where the water is used for production. The sample is submitted to the local health department for analysis, and the results are kept on file. The plant uses only potable water.
13
Figure 5: Shewhart Control Chart
Deviation from La bei in .
X Chart
I : I ^ I
R Chart
Date.
Shift
Sample Size .
14
VIM. Building Maintenance. The plant manager surveys the
plant. When a problem is found, it is corrected or placed on a list of maintenance items to be corrected by a date assigned by the plant manager (figure 6).
All items used for building mainte- nance are acceptable to USDA (paint, caulk, and similar items).
IX. Lighting. USDA lighting standards are
maintained to furnish sleeves and shields for lighting fixtures. When a deficiency is found, it is corrected.
X. Equipment Acceptance. The plant manager verifies that new
processing equipment is listed in the USDA handbook, "Accepted Meat and Poultry Equipment," or a letter of acceptance will be obtained from USDA if required. (See equipment handbook for requirements.)
XI. Processing and/or Formulation. A. Finished products purchased
and sliced prior to shipment. All the sliced items are packaged for delivery to retail outlets. The slicer operator is responsible for labeling each item as it is packaged. Plant management surveys the slicing operation and if a labeling error is found, it is corrected. The emphasis is directed toward prevention of error rather than detection.
1. Barbecue Loaf. 2. Cheese Loaf. 3. Chicken Loaf. 4. Cooked Salami. 5. Jalopeno Loaf. 6. Minced Bologna. 7. Ham. 8. Olive and Pickle Loaf. 9. Onion Loaf.
10. Pepper Loaf. B. Finished products purchased
and further processed. 1. Hams. Coated with spices and
placed in an oven at 325° F for one (1) hour. This product is labeled "glazed ham."
2. Bacon. Placed in the smoke- house for an additional application of smoke for approximately 12 hours.
Figure 6: Plant Maintenance Record
Date Deflciency(8) Corrective Action Proposed
Completion
Date
^u^ ^-^^'"n^--^^''—V^---^^ 3. Sausage (Large). Fresh pork
sausage is purchased and smoked in a smokehouse for eight (8) hours or until a minimum internal temperature of 140° F is reached.
4. Sausage (Small). Fresh pork sausage is removed from the smoke- house after an internal temperature of 110° F is reached and put in an oven for 45 minutes at 300° F or until a minimum internal temperature of 160° F is reached.
C. Formulated Products. 1. Jellied Sandwich Loaf. This
product is produced from minced bologna, cooked salami, olive loaf, smoked dried beef, and spices. All these meat items are ground and then spices are added. The ground product is formed into loaves and cooked in an oven for 2 hours at 300° F or until an internal temperature of 160° F is reached.
2. Pork Roast. Boned, rolled and tied hams are purchased. A salt and pepper rub is applied to the outside of each ham. The hams are placed in a 375° F oven for ^Vi hours or until an internal temperature of 170° -175° F is obtained.
3. Dinner Loaf. This product is produced from smoked ham trim- mings, fresh pork sausage, fresh pork trimmings, smoked bacon and spices. All the above meat items are ground and spices are added. The product is formed into loaves, covered with ketchup and cooked in an oven for approximately 2 hours at 300° F or until an internal temperature of 160° F is reached.
4. Jellied Pot Roast of Beef. Approximately 30 pounds of boneless beef is placed in a steam kettle, covered with water and cooked until it falls apart. Spices and gelatin are added.
Approximately 30 pounds of bone- less beef in strips is placed in a kettle and cooked for about 1 y2 hours or until well done. A layer of the cooked meat and spice slurry is poured into a pan; 2 cooked meat strips are then put into the pan and the same procedure is repeated until the pan is full. The product is then placed in a cooler and chilled.
5. Ham Spread. This product is produced from the end cuts of smoked hams and trimmings from smoked pork loins, Canadian-style bacon, smoked pork shoulder picnics and cooked ham. The smoked items are cut into small pieces and placed in a kettle covered with water and further cooked for about 1 hour. The broth is drained off and flour and water is added to thicken the broth. The water cooked smoked products are ground. The cooked ham trimmings are also ground at this time and all three ingre- dients (smoked product, cooked ham and broth) are mixed and put Into pans and chilled.
D. Records and corrective action. Designated employees check
temperatures and record them in the log book (figure 7). The plant manager monitors at least 1 temperature each week. If an error is found, the next 3
15
Figure 7: Product Temperature Record
Date Product
Name Min. Int.
Temp. Date
Product
Name
Min. Int. Temp.
-^^-^^ ̂ ^^^L^ ̂ ^^^^^ L-^!_^-^
temperatures are monitored, and if no additional errors are found, we resume monitoring 1 temperature each week.
All items produced are formulated to label requirements. If any new products are produced, they are also formulated to label requirements.
The make sheet is posted in a noticeable place in the product processing area for use and review by plant quality control personnel and the USDA inspector. (A typical make sheet for formulating and processing products is shown in figure 8. This sheet can be modified to accomodate a variety of products, formulations and processing procedures.)
On a random basis, the plant manager monitors 1 batch each week, and signs the make sheet to document observation. If errors are found, they are corrected and the next 3 batches are monitored. If no additional errors are noted, we resume monitoring 1 batch each week. Only 1 batch of product is produced at a time.
XII. Net Weight Program A. Responsible employees. 1. Checks. Net weights are checked
by designated plant employees responsible for the particular area of production.
2. Discrepancies. a. Weight discrepancies are reported to the quality control supervisor. b. Designated plant employees are authorized to shut down the line if a discrepancy is discovered.
c. The above personnel also are authorized to take other meaning- ful action appropriate to the situation.
B. Scales 1. Checks. Scales are checked for
accuracy each morning prior to start- up.
2. Adjustments. a. Minor adjustments are made by plant personnel. b. Major adjustments are referred to outside scale experts.
3. Standards. a. Scale calibration is checked against standard reference weights. b. A standard scale maintenance program is in effect with local weights and measures officials.
4. Location. Scale location is compatible with accurate usage.
a. No vibrating tables or stands. b. Located away from water spray ordust. c. No excessive air movement. d. Located away from a corrosive atmosphere. e. Used in a well lighted area. f. Platform is level and stable.
C. Tare Weights. 1. Daily determination.
a. Tare is determined by weighing 15 empty containers and using the average weight. b. If a new lot of containers is introduced during the day, a new tare weight is determined.
2. Scale adjustment. When the tare weight is determined, the scale is adjusted to read the net weight direct.
D. Sample Size and Frequency. 1. Size. The sample size is the
number of containers in a subgroup (usually 5 containers).
2. Frequency. 5 consecutive units are drawn from the line 2 times each hour. The timetable is staggered to avoid a definite time pattern.
E. Sample Weighing. 1. Preparation. All samples are
wiped free of moisture or debris. 2. Recording.
a. The weights of all sample units are recorded in the same calibra- tion as that indicated on the scale. b. All weights are recorded on an X and R chart similar to the Shewhart Control Chart (figure 5). c. The chart is completed after each subgroup weighing. d. All the samples are recorded in 1/16 ounce, to match the scale graduation.
F. Sample Limits. 1. Limits established.
a. Limits are specified for individual units or packages, subgroup averages, and the range of individuals within a subgroup. b. Specified limits are those found in the MPI Manual. c. Product is packaged in 12- ounce or 16-ounce packages; therefore, group three limits are used.
2. Lower limits for below target weight.
a. Individual Unit = 1 ounce b. Subgroup of five = 8/16 ounce c. Range-subgroup of five =
1 4/16ounce 3. Designated target weight. In
addition to the above, a designated target weight of 16 3/16 ounces is set for a 16 ounce package and 12 3/16 ounces for a 12 ounce package.
4. Designated warning limit. The designated warning limit for all product is 2 standard deviation (a simple calculation of a measure of variability) target weights. A warning limit of 15 9/16 ounces is applicable to the 16 ounce package and 119/16 ounces for the 12 ounce package.
16
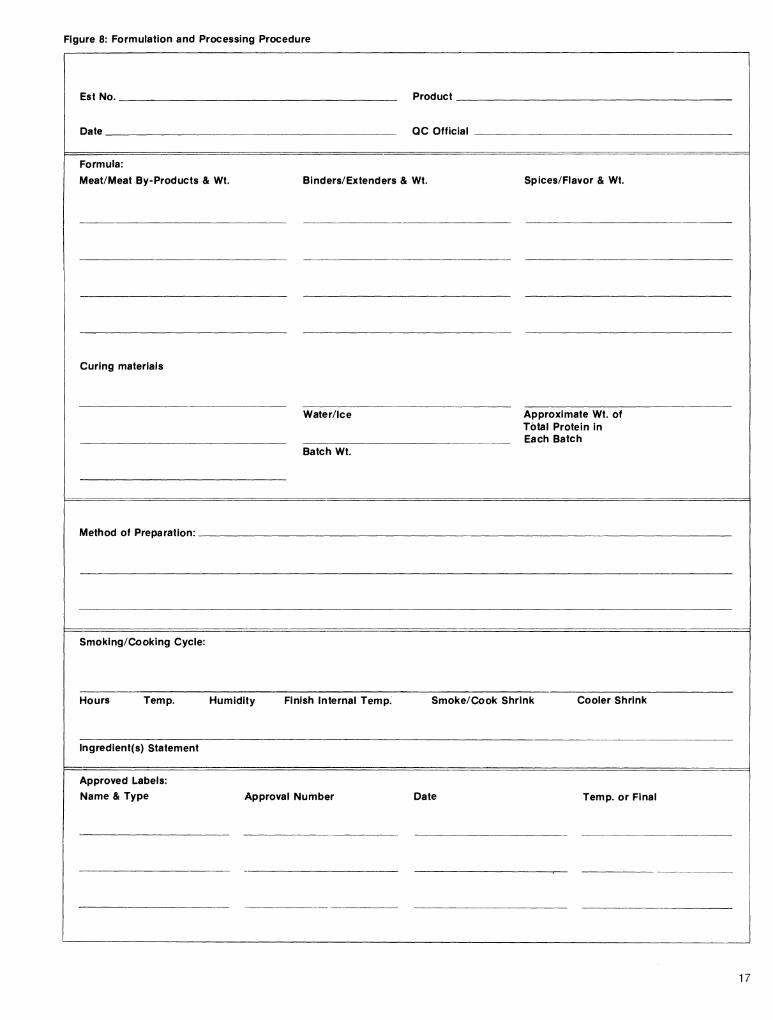
Figure 8: Formulation and Processing Procedure
Est No.
Date.
Product
QC Official
Formula:
Meat/Meat By-Products & Wt. Binders/Extenders & Wt. Spices/Flavor & Wt.
Curing materials
Water/Ice Approximate Wt. of Total Protein in Each Batch
Batch Wt.
Method of Preparation:
Smoking/Cooking Cycle:
Hours Temp. Humidity Finish Internal Temp. Smoke/Cook Shrink Cooler Shrink
Ingredient(s) Statement
Approved Labels: Name & Type Approval Number Date Temp, or Final
17

G. Action When Limits Are Exceeded. When limits are exceeded, a notation is placed on the control chart.
1. Corrective action when weight limits exceeded.
a. If warning limits are exceeded, but weights are still within USDA lower limits, immediate corrective action ¡staken. b. When lower limits, as desig- nated in F, 2 above, are exceeded, product is retained back to the last acceptable weighing. c. Retained product is reworked, relabeled or reweighed by 100 percent sorting. d. Under the option of 100 percent sorting, every package is reweighed. Each package below label weight is held for rework or relabeling.
2. Corrective action when range limits exceeded.
a. If repair or adjustment of the equipment fails to solve the problem, new limits may need to be recalculated, and the target weight reset.
3. Lot average underweight. If a lot average is less than the weight desig- nated on the label, the entire lot is retained for rework or 100 percent reweighing and sorting.
a. A lot is one shift's production of a single product of the same size and formulation.
H. Run Criteria 1. Guide. Table 18.15 of the "Meat
and Poultry Inspection Manual" is the guide for run criteria.
a. Four consecutive samples below label weight require immediate corrective action. b. Seven consecutive samples below label declaration is cause for retention of product back to the last acceptable subgroup weighing before the run began. c. Product retained due to run criteria is not included in the shift's production for determining the shift average weight.
I. Record Availability. All records are available for review by the USDA inspector.
XIII. Stock Rotation. Each assigned employee is
responsible for a portion of the stock, and the oldest product is used first.
XIV. Shipping. Trucks are the responsibility of each
driver. The driver must make sure each truck is clean prior to loading, the shipping containers are in good condi- tion, and product is properly protected.
The plant manager constantly surveys both of the above functions and if errors are found, the manager corrects and documents them on the Sanitation Report.
All records, data charts, and actions taken against product or process are kept on file and are available for review by USDA personnel at any time during plant operations.
United States Department of Agriculture Food Safety and Inspection Service
June 1981
18
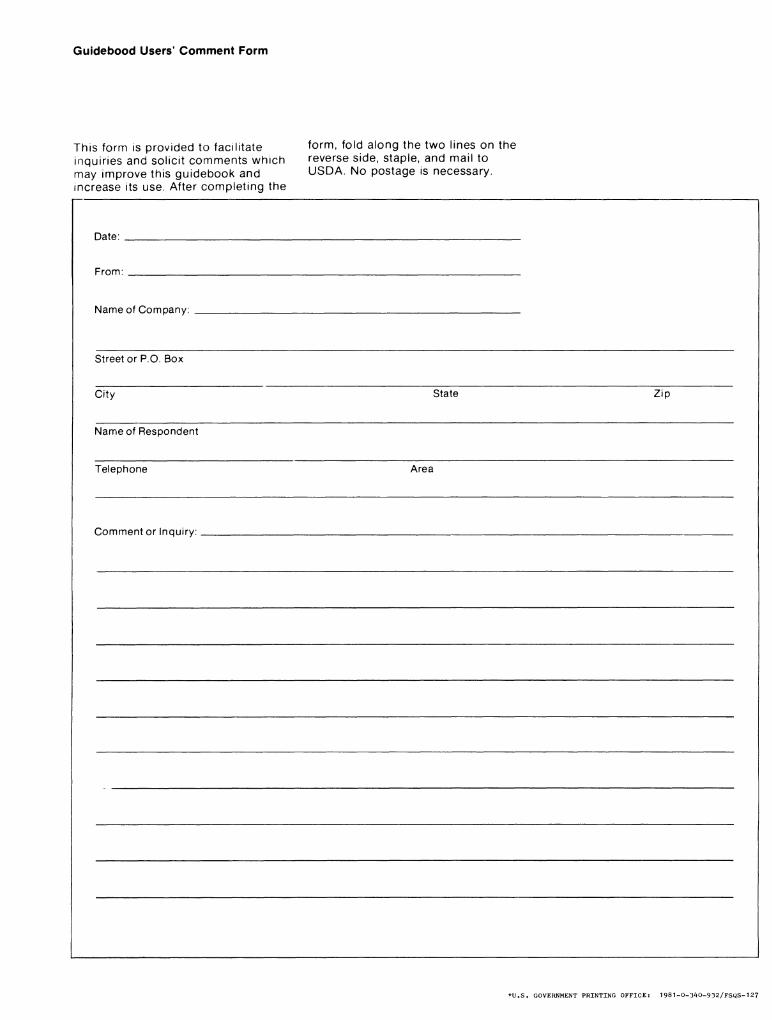
Guídebood Users' Comment Form
This form is provided to facilitate ^orm, fold along the two lines on the inquiries and solicit comments which reverse side, staple, and mail to may improve this guidebook and USDA. No postage is necessary, mcrease its use. After completing the
Date:
From:
Name of Company:
Street or P.O. Box
City State Zip
Name of Respondent
Telephone Area
Comment or Inquiry:
*U.S. GOVERNMENT PRINTING OFFICE: 1981-0-340-932/FSQS-12?