Embed Size (px)
Citation preview
:
CAST PRODUCTS 1.CYLINDERS:
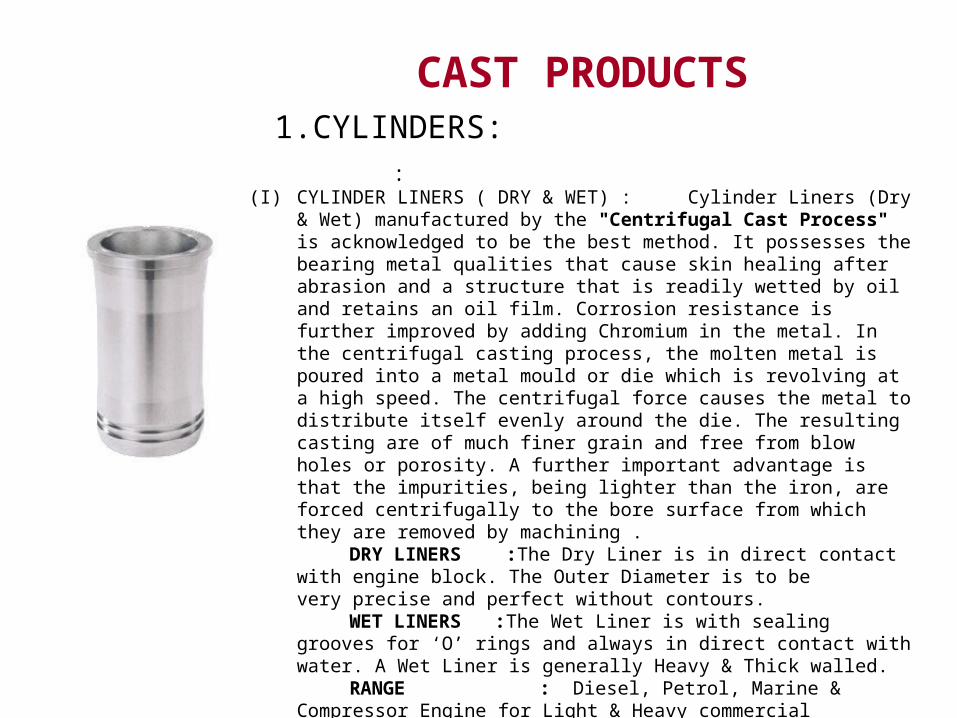
(I) CYLINDER LINERS ( DRY & WET) : Cylinder Liners (Dry & Wet) manufactured by the "Centrifugal Cast Process" is acknowledged to be the best method. It possesses the bearing metal qualities that cause skin healing after abrasion and a structure that is readily wetted by oil and retains an oil film. Corrosion resistance is further improved by adding Chromium in the metal. In the centrifugal casting process, the molten metal is poured into a metal mould or die which is revolving at a high speed. The centrifugal force causes the metal to distribute itself evenly around the die. The resulting casting are of much finer grain and free from blow holes or porosity. A further important advantage is that the impurities, being lighter than the iron, are forced centrifugally to the bore surface from which they are removed by machining .
DRY LINERS :The Dry Liner is in direct contact with engine block. The Outer Diameter is to be very precise and perfect without contours.
WET LINERS :The Wet Liner is with sealing grooves for ‘O’ rings and always in direct contact with water. A Wet Liner is generally Heavy & Thick walled.
RANGE : Diesel, Petrol, Marine & Compressor Engine for Light & Heavy commercial vehicles, Cars, Tractors & Utility vehicle.
CAPACITY :1. QUANTITY : Centrifugal Castings : 300 Ton p.m. 2. MACHINING : 65000 Pcs. p.m.
(ii) AIR COOLED BLOCK:
• .
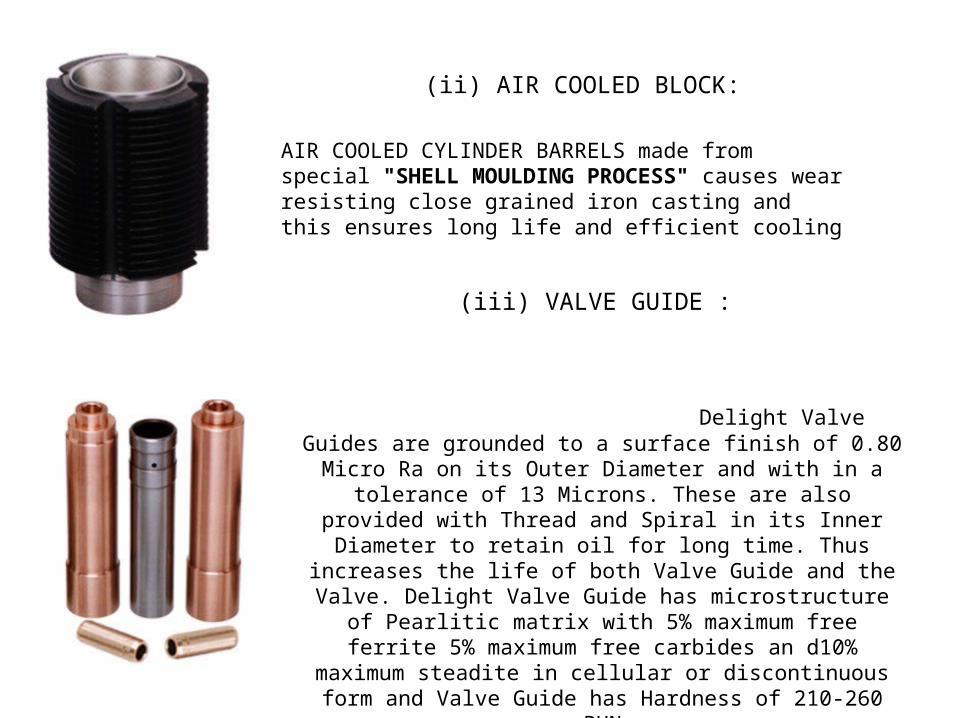
AIR COOLED CYLINDER BARRELS made from special "SHELL MOULDING PROCESS" causes wear resisting close grained iron casting and this ensures long life and efficient cooling
(iii) VALVE GUIDE :
Delight Valve Guides are grounded to a surface finish of 0.80 Micro Ra on its
Outer Diameter and with in a tolerance of 13 Microns. These are also provided with Thread and Spiral in its Inner Diameter to retain oil for long time. Thus increases the life of both Valve
Guide and the Valve. Delight Valve Guide has microstructure of Pearlitic matrix with 5% maximum free ferrite 5% maximum free carbides an d10% maximum steadite in cellular or discontinuous
form and Valve Guide has Hardness of 210-260 BHN
CENTRIFUGAL CASTING
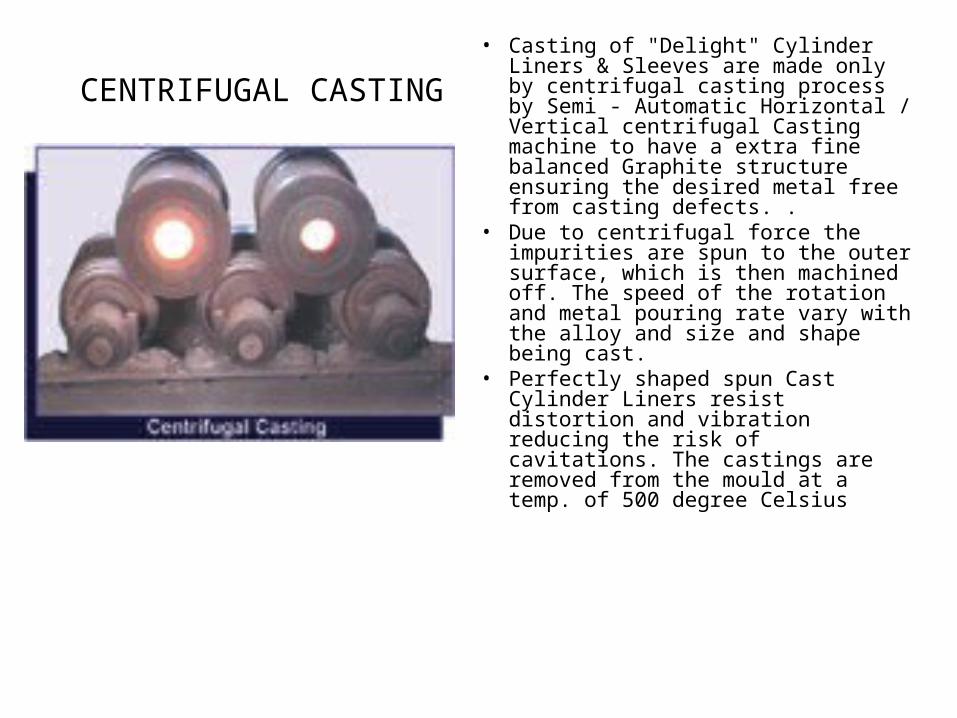
• Casting of "Delight" Cylinder Liners & Sleeves are made only by centrifugal casting process by Semi - Automatic Horizontal / Vertical centrifugal Casting machine to have a extra fine balanced Graphite structure ensuring the desired metal free from casting defects. .
• Due to centrifugal force the impurities are spun to the outer surface, which is then machined off. The speed of the rotation and metal pouring rate vary with the alloy and size and shape being cast.
• Perfectly shaped spun Cast Cylinder Liners resist distortion and vibration reducing the risk of cavitations. The castings are removed from the mould at a temp. of 500 degree Celsius

2.SHUTTLE RACE
Shuttle Race 2530 (for House Hold Sewing Machine)
Shuttle Race 24415(for 31K Leather Stitching
Sewing Machine
Shuttle Race Open Type

3.INVESTMENT CASTING PRODUCT
Low Thermal Expansion Steel (Sensor Parts) Heat Resistant Steel
(Engine Parts)
Carbon Steel
(Machine Parts)
Cutting Tool (Vise)
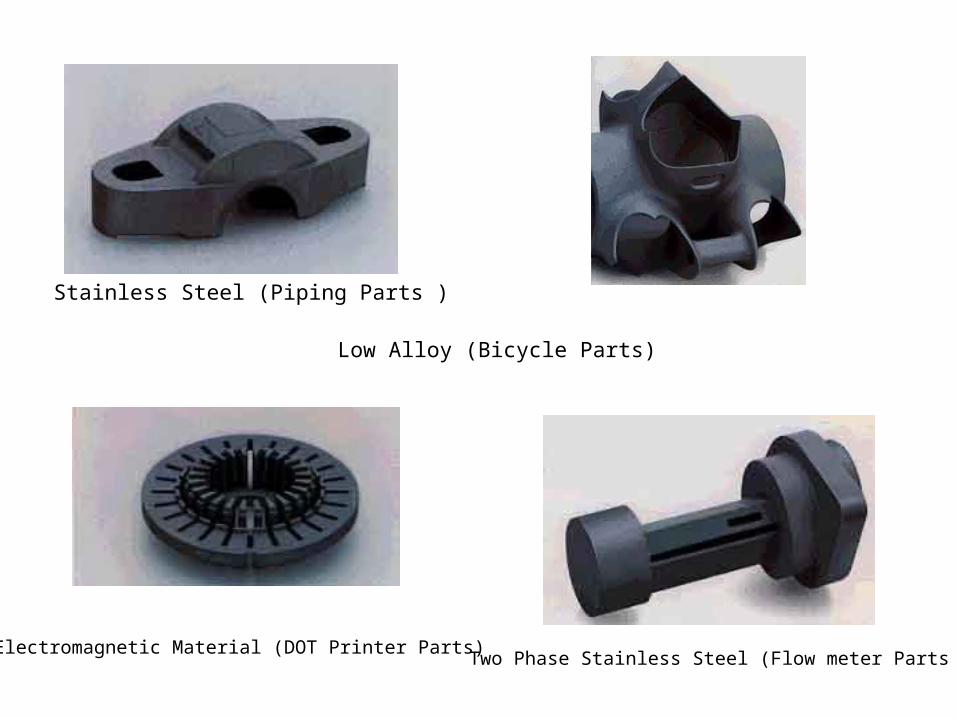
Stainless Steel (Piping Parts ) Low Alloy (Bicycle Parts)
Electromagnetic Material (DOT Printer Parts) Two Phase Stainless Steel (Flow meter Parts )

HIGH SPEED STEEL (CUTTER)
Ni Base Super Alloy (Turbo Charger Parts)

INVESTMENT CASTING• Investment casting is the production of industrial parts through the of metallic replication
wax models. Industrial manufacturers often choose the investment casting process when complex parts or large quantities of parts are needed during production. The casting process remains structured and precise, resulting in a polished finish resembling the initial model down to the most intricate detail. In addition, an abundance of casting metals exists, and an extensive number of cast sizes and shapes can be created. Steps involved
• Pattern creation - Initially, an injection-molded wax pattern is used to create a model of the proposed finished product. Wax is injected into an aluminum die, a tool consisting of a cavity into which the wax can be poured.
• Molding - The resulting wax pattern is used to create a ceramic mold; the mold can be created using the ceramic mold process or the solid mold process.
Continued……….
• Casting - The molds are heated to remove leftover wax and to prepare the mold for casting. The mold is then filled with molten metal, which will harden into the final product.
• Cleaning - The mold is broken away once the metal has cooled. The casting is then subjected to other treatments as necessary, which include additional heating, polishing, and refinishing.
• Investment casting materials are quite plentiful. Numerous ferrous and nonferrous substances can be cast, including steel, irons, titanium, nickel- and cobalt-based alloys, bronze alloys, brass, aluminum, stainless steel, and nickel-boron alloys. Investment casting is used to create an assortment of parts in all sizes, shapes, and weights. Investment-cast parts include dental braces, automotive engine parts, medical equipment, and satellite communications hardware. Although the weight of parts ranges from one ounce to one ton, the majority of investment castings remain under twenty pounds. Because of the wide application of manufactured metal parts, parts created using investment casting are found within almost every industry, including the automotive, military, dental, mining, music, food processing, sports, and telecommunication industries.
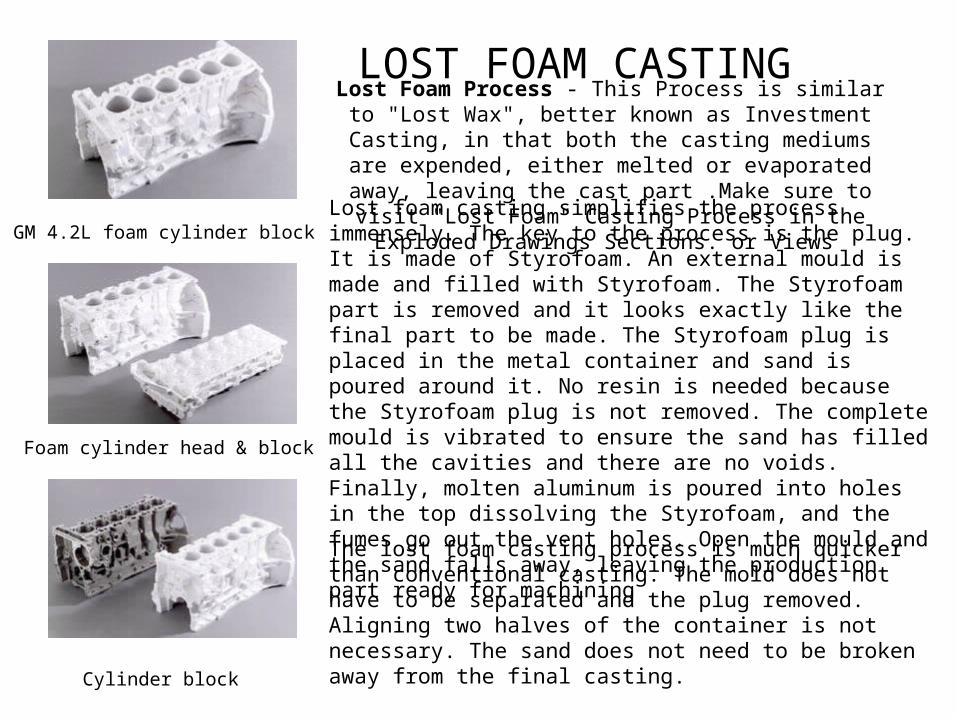
LOST FOAM CASTING
Cylinder block
Foam cylinder head & block
GM 4.2L foam cylinder block
Lost Foam Process - This Process is similar to "Lost Wax", better known as Investment Casting, in that both the
casting mediums are expended, either melted or evaporated away, leaving the cast part .Make sure to visit "Lost Foam" Casting Process in the Exploded Drawings
Sections. or Views
The lost foam casting process is much quicker than conventional casting. The mold does not have to be separated and the plug removed. Aligning two halves of the container is not necessary. The sand does not need to be broken away from the final casting.
Lost foam casting simplifies the process immensely. The key to the process is the plug. It is made of Styrofoam. An external mould is made and filled with Styrofoam. The Styrofoam part is removed and it looks exactly like the final part to be made. The Styrofoam plug is placed in the metal container and sand is poured around it. No resin is needed because the Styrofoam plug is not removed. The complete mould is vibrated to ensure the sand has filled all the cavities and there are no voids. Finally, molten aluminum is poured into holes in the top dissolving the Styrofoam, and the fumes go out the vent holes. Open the mould and the sand falls away, leaving the production part ready for machining
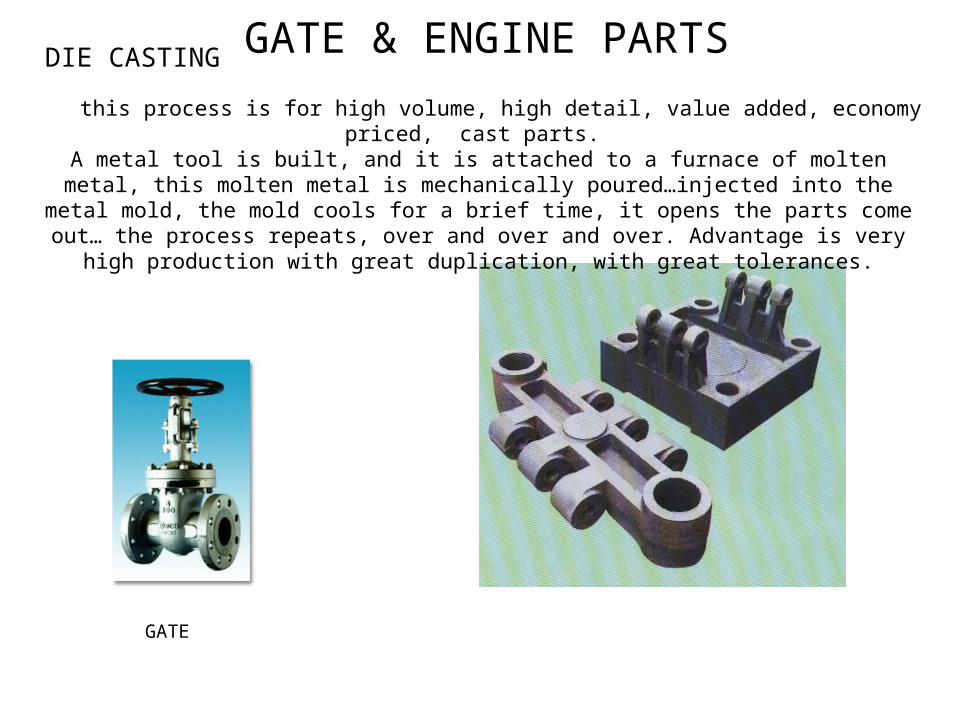
GATE & ENGINE PARTS DIE CASTING
this process is for high volume, high detail, value added, economy priced, cast parts. A metal tool is built, and it is attached to a furnace of molten metal, this molten metal is
mechanically poured…injected into the metal mold, the mold cools for a brief time, it opens the parts come out… the process repeats, over and over and over. Advantage is very high
production with great duplication, with great tolerances.
GATE
S
Aluminum Die Casting - is a process where molten aluminum alloy is injected into a closed vessel called a casting die or mold, under high pressure and at a controlled temperature. The mold has sections which include the "cover" or hot side and the "moveable" or the ejector side. The die may also have additional moveable segments called slides or pulls which are used to create features such as undercuts or holes which are parallel to the parting line. Aluminum die casting molds operate in cold chamber die casting machines. These machines run at the required temperatures and pressures to produce a quality part to net-shape or near net-shape specifications. Aluminum die castings can be readily machined, anodized, painted or powder coated.
Examples of usage would be: cabinets for the electronics industry, hand and power tools for industrial and home use, general hardware appliances, pump parts, plumbing parts, parts for the automotive industry, sports and leisure, home appliances, a lot of communications equipment, the list is endless.
Zinc die castings - poured from Zamak #3,#5 or #7 or a zinc-aluminum alloy casting made from ZA-8, are made very similar to aluminum die casting .The molten metal is injected into a closed vessel called a casting die or mold under high pressure and at a controlled temperature. The metal is cooled rapidly until the solidified part is sufficiently solid enough, to permit it to be ejected from the mold. The mold has sections which include the "cover" or hot side and the "moveable" or ejector side. The die may also have additional moveable segments called slides, or pulls which are use to create features such as undercuts or holes which are parallel to the parting line.
Zinc die casting dies or molds operate in hot chamber die casting machines. These machines run at the required temperatures and pressures to produce a quality part, to net-shape or near net-shape specifications. Zinc die castings, can be readily machined, plated, painted or powder coated.
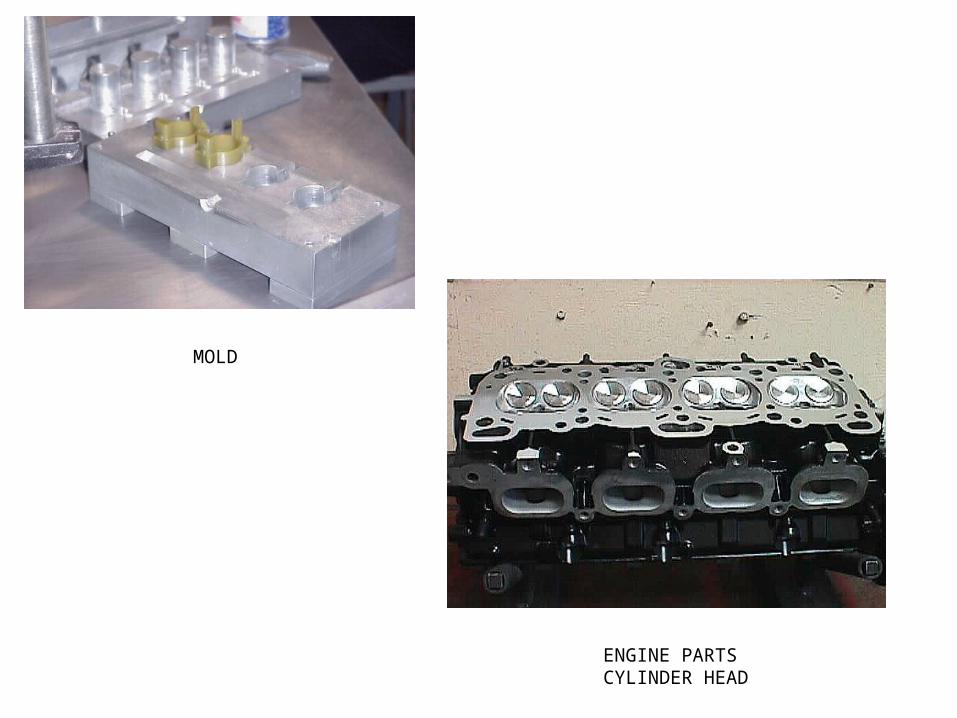
MOLD
ENGINE PARTSCYLINDER HEAD
PERMANENT MOLD CASTING
• The permanent mold casting process is the production of castings by pouring molten metal into permanent metal molds under gravity pressure. Castings produced in permanent molds have finer grain structure and better strength properties than those cast from similar alloys in sand casting and die casting.
• Metal molds (or dies) usually are made of high-alloy iron or steel and have a production life of up to 120,000 or more castings.
• . • Due to the chilling nature of a solid steel permanent mold tool, the castings are
sounder than sand castings. For pressure-tight and nonporous castings, the permanent mold process is excellent. Permanent mold castings can be stronger than die and sand castings and less porous than die-castings.
• Permanent mold aluminum castings generally range from a few ounces to more than 100 lbs. Aluminum castings weighing several hundred pounds have been produced commercially by the permanent mold process.
• Permanent mold castings usually need less finish machining and polished than sand castings. If the parting lines on the outside of a casting can be held to a minimum, high quality as-cast finishes approaching 100 rms. can be achieved and many aluminum castings with these good as-cast finishes are used without subsequent finishing for cooking utensils, hardware items, automotive parts, highway bridge railings and ornamental
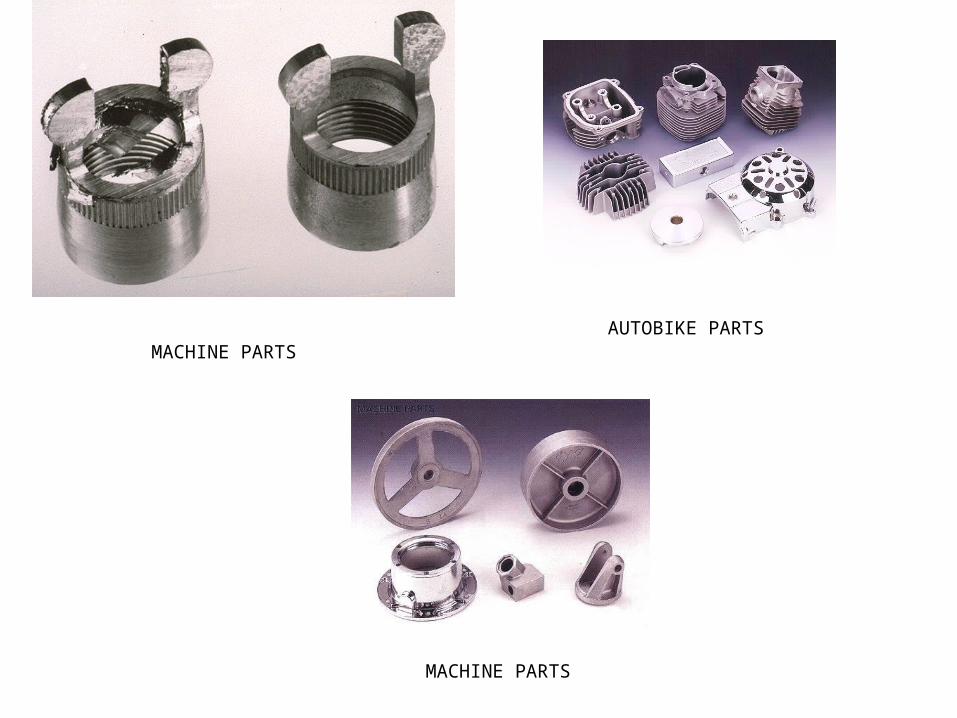
AUTOBIKE PARTS MACHINE PARTS
MACHINE PARTS

FORMING PRODUCTS
HOT FORMING TOOLS

COLD FORMING TOOL
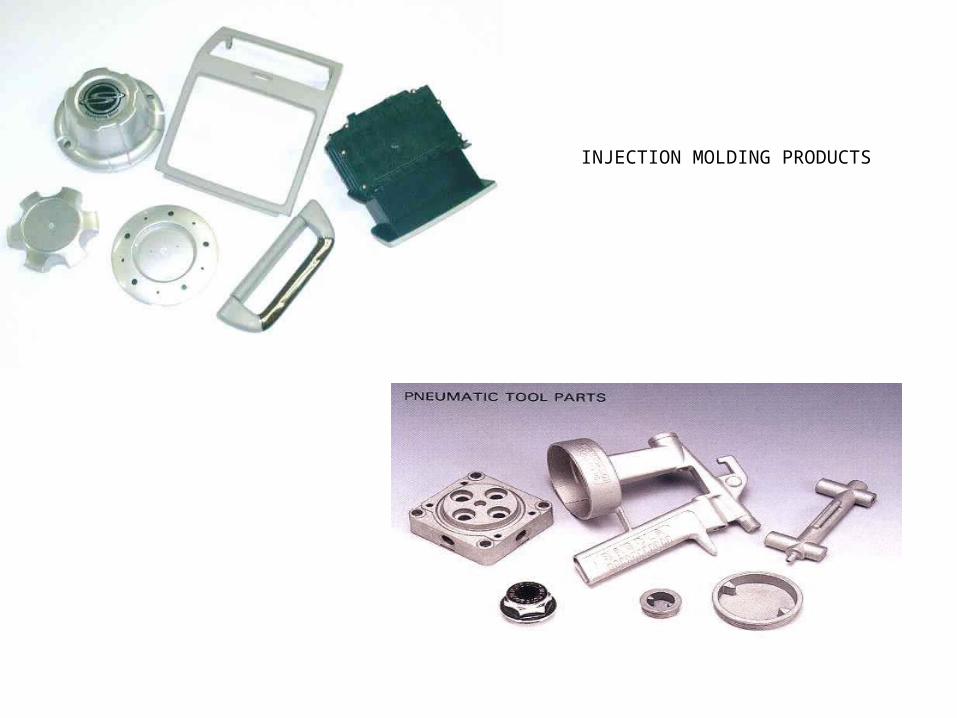
INJECTION MOLDING PRODUCTS
SAND MOLDING
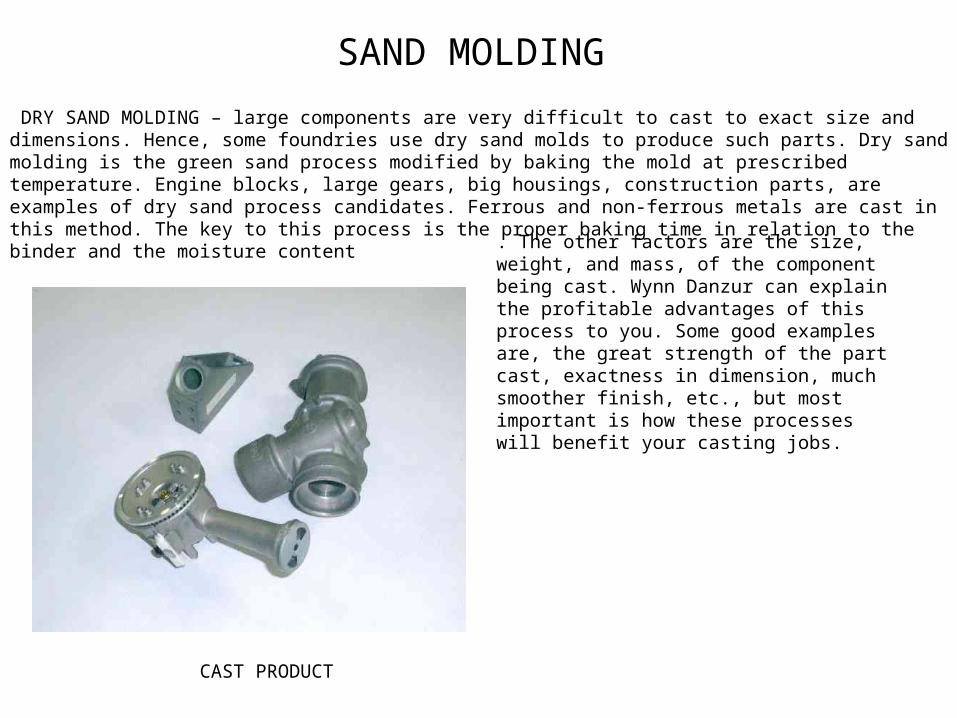
DRY SAND MOLDING – large components are very difficult to cast to exact size and dimensions. Hence, some foundries use dry sand molds to produce such parts. Dry sand molding is the green sand process modified by baking the mold at prescribed temperature. Engine blocks, large gears, big housings, construction parts, are examples of dry sand process candidates. Ferrous and non-ferrous metals are cast in this method. The key to this process is the proper baking time in relation to the binder and the moisture content
CAST PRODUCT
. The other factors are the size, weight, and mass, of the component being cast. Wynn Danzur can explain the profitable advantages of this process to you. Some good examples are, the great strength of the part cast, exactness in dimension, much smoother finish, etc., but most important is how these processes will benefit your casting jobs.
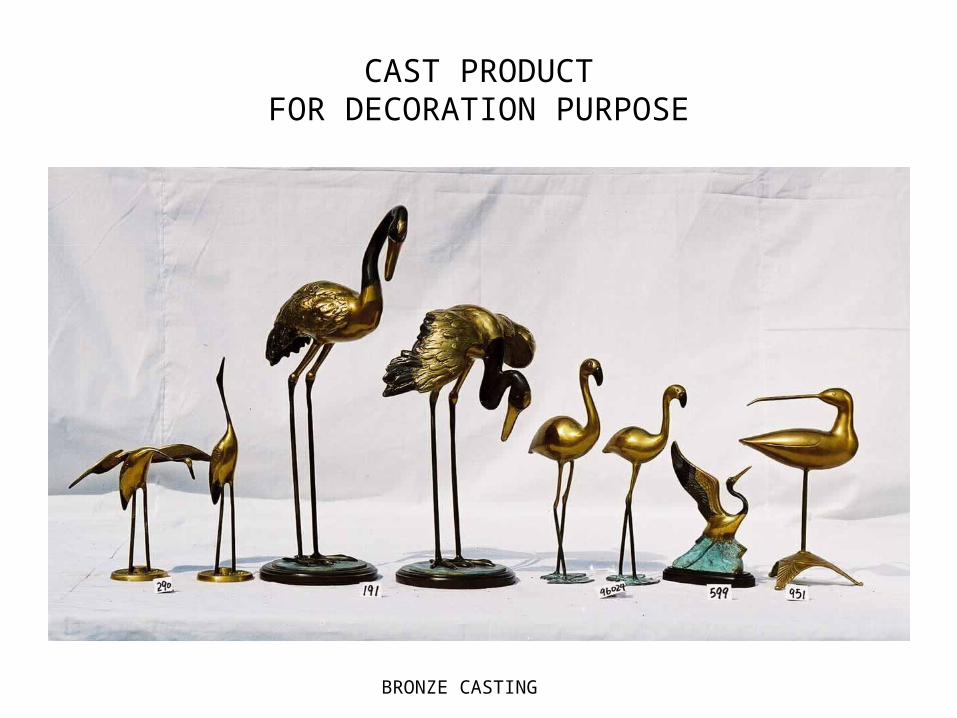
CAST PRODUCTFOR DECORATION PURPOSE
BRONZE CASTING

CAST PRODUCT
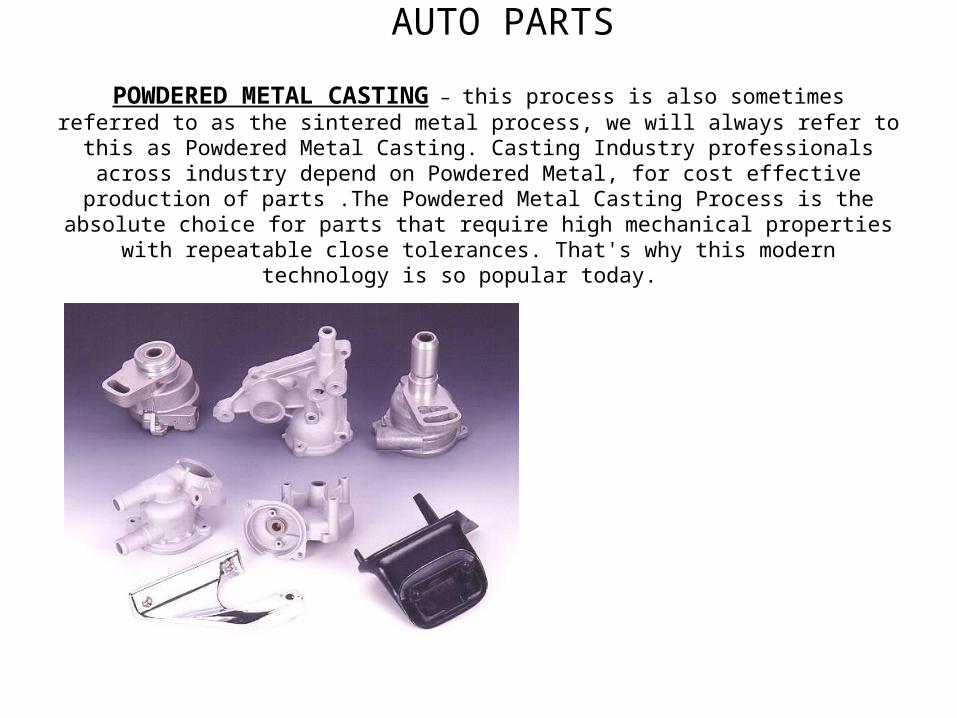
AUTO PARTS
POWDERED METAL CASTING – this process is also sometimes referred to as the sintered metal process, we will always refer to this as Powdered Metal Casting. Casting
Industry professionals across industry depend on Powdered Metal, for cost effective production of parts .The Powdered Metal Casting Process is the absolute choice for parts that require high mechanical properties with repeatable close tolerances. That's why this
modern technology is so popular today.
REFERENCE
tmwww.anandenterprise.com
www.dukheung.co.kr
www.allproducts.com
www.klcast.com.tw
www.investment-castings.net





























