Embed Size (px)
Citation preview

By ProcessesBy Job FunctionBy Location

Quote to PO Process PO to Traveller
WO Traveller to Floor
Kitting Traveller to Floor
Floor to Final Inspection
Traveller Close Out
Shipping to Invoice-Stock

CTR, Inc.
Stakeholders (Customer)
Doc
umen
t Co
ntro
lSe
nio
r Pr
ogra
m M
anag
er (
Pric
ing)
Buy
erA
ssis
tant
Quo
ter
Doc
umen
t Co
ntro
lEn
gin
eeri
ng
“Quote to PO” Procedure
“Quote to PO” Procedure
Review Part List Problems?Info Received by
Ask for Quote by email w/ Part List
Customer received Quote
Give Part List to Document Control
No
Yes?
Part List received at Document Control
Start creating and breaking down Part
List
Place labels and kit-lists into the M Drive
Inform PM
PM informedInform Assistant
Quoter about Verified Kit Lists
Assistant Quoter enters M drive and opens verified Kit
Lists
Info PM of formula inputting Kit-List
Doc Control produces:1.Part Labels2. Manufactured Kit-List3. Purchased Kit-List
M Drive
Apply pricing formulas to Kit-List
w/ Quote Sheet
PM reviews formulated Kit-List
Review part prices to ensure profit margin.
5 Methods
Enter prices into formulated Kit-List
Final Quote Price
produced by formulas
Final Quote Price reviewed and then
emailed to Customer
Quote Accepted?
YesContact PM for renegotiation
No
Contact Customer for clarification
PO to Traveller Process Begins
Quote to PO ProcessBegins
PM begins renegotiation w/
customer
Email part list with either an ADCN or
DCN
Quote to PO ProcessBegins
Doc Control CCed on
Double Check:kit-lists verified by other Doc Control
M Drive
M Drive M Drive
Quote Tab
Quote Tab
Kit Lists Tab & Labels Tab
ADCN: Advanced Document Change NoticeDCN: Document Change Notice
Part List
Part List
Revision Change?
No
Yes
Begin Revision Change Procedure
Problems?
Yes
No
Customer contacted.
Contact Customer for clarification
Internal or external?
External
Talk to previous personnel that held
documentation Internal
Customer gives clarification
Problems?
Contact Customer for clarification
Internal or external?
Talk to previous personnel that held
documentation
Yes
No
External
Internal
Review Kit Lists and Tabs
Customer contacted.
Customer gives clarification
Problems?
Contact Customer for clarification
Internal or external?
Talk to previous personnel that held
documentation
Yes
External
Internal
Review Kit Lists and Tabs
Customer contacted.
Customer gives clarification
OrOr
Customer contacted.
Customer gives clarification
M Drive
Doc Control CCed on

CTR, Inc.
Stakeholders (Customer)
VP
Doc
umen
t Co
ntro
lB
uyer
“PO to Traveller/s” Procedure
“PO to Traveller/s” Procedure
PO to Traveller Process Begins
PO Created
Receive Customer’s PO
Send PO to CTR
Begin Review Process.
(PO Revision check)
Print PO and supporting documents
Give PO and supporting
documents to Doc Control
Doc Control receives
PO and supporting documents.
Validate VP Revision Change Decision
Does the Revision Change?
Begin Revision Correction
Process
Yes
NoBegin
Acknowledgement Process
Give PO & Acknowledgment to
VP
VP receives PO & Acknowledgment
Begin Risk Assessment
Process
Pass Risk Assessment?
Inform customer of situation
No
Client Receives Information
Client makes changes
Risk Assessment Signed
Yes
Give PO, Risk Assessment, and Acknowledgment to
Doc Control
Receive PO, Risk Assessment, and
Acknowledgment from VP
Review documents and apply corrections
Original placed File Cabinet.
(Open Cabinet)
Original
Use copy to create WO Traveller and
print drawingsCopy
Traveller Creation
Process BeginsTraveller to Floor
M Drive
Client PO
Is this a “Pull to Stock” PO?
“Direct Shipping” Procedures(Pull from Stock)
Yes Take to the Floor
Make 1 Copy
Supporting Document:Email of Quote Agreement
No
AKA Direct Shipping
Reply
Is the package complete?
Yes
Delivery Date Criteria
Reason for Check: Verify signature Verify Stamp of Approval Verify delivery dates
Original or copy?
M Drive
No
VP CCed on email
Doc Control CCed on
Replied to Quote(if any)

CTR, Inc.D
ocum
ent
Cont
rol
Pla
nn
ing
Mac
hin
e –
VP
of M
anuf
actu
rin
gSh
eet
Met
al-
VP
of
Fab
rica
tio
nWO Traveller to Floor
Traveller to FloorWhat type of Travellers?
Give WO Traveller to Planning
Stock: Build to Forecast&
Details & Assemblies
Give WO Traveller to PM
Kits(Kitting)
Planning receives WO Traveller
Review all WO Travellers
Estimate Routings1. General Costs2. Check Routings3. Verify BOM4. Verify Material5. Apply Back Date
Machining or Sheet Metal?
Machine Supervisor Receives WO
Traveller/s
Sheet Supervisor Receives WO
Traveller/s
Machining
Sheet Metal
Review WO Traveller/s
Review WO Traveller/s
Issues?
Issues?
Return to Planning
Yes
Return to Planning
Yes
Floor to Machine Processes
Floor to Metal Sheet Processes
No
No
Criteria Check? Pass
Reason for Check: Multi-Order Consolidation Rev Change Likelihood Resource Management Time to Delivery “Floor Flooding”
Fail
Return to Document Control
Internal or External?
External
WO Traveller/s place “On Hold”
Internal
Kitting Traveller to Floor
Kitting Traveller to Floor
Inprocess Inspection Complete
Inprocess Inspection Complete
Planning Approval
Planning Approval

CTR, Inc.D
ocum
ent
Cont
rol
Sen
ior
Prog
ram
Man
ager
(Pr
icin
g)P
rocu
rem
en
tSh
ippi
ngV
P
Kitting To Floor
PM receives WO Traveller
Panasonic Open PO List
Consolidated Kit Travellers
Same kit repeat in 90 days?
Yes
No
O/H Inventory? Sure
Inventory Check
No Sure
Check Bill of Materials (BOM)
Print BOM listConsolidated
Kits?No
Quantity X # of Kits on Print BOM list
Yes
Scrub and ReconcileBOM to build
(Build vs OH Inventory) Multi-Action
Give Traveller to Procurment
Procurment receives Traveller
Give BOM to Document Control
Doc Control receives Printed BOM
Printed BOM
Printed BOM
Modified-Printed BOM
PM’s Personal Inventory Checklist
Use notes and review for outside manufacture parts
Begin Purchasing of Outside Manufacturing
Parts
Begin Purchasing of Electronic and electric
Parts
WO Creation Processes for Details and
Assemblies
Review Modified-Printed BOM
PO created
CTR PO createdSpecial/new
Purchase Parts?No
Yes
Research special items and vendor sources
Regardless of type (Electronic, manufacturing, etc)
M Drive
Update Inventory items, detail drawings, and assemblies drawings
M Drive
Consolidates Travellers in multiples of 10.
Panasonic Open PO List
Check Panasonic Open PO LIst
Purchase Hardware List
Perform an Urgency Check
Urgent?
Job is need before the 2 weeks.
Criteria
Consolidated Travellers for the
Month
No
Inventory O/H? No
Create Purchase Hardware List to
Consolidate Needs
Hand Purchase Hardware List to
Shipping Supervisor
Shipping Supervisor receives Hardware
List
Purchase Hardware List
Shipping Supervisor assigns list to
shipping personnel
Inventory Checking Process
Yes
VP or QC Manager receives PO for
Signature
CTR PO
Give PO to VP for Signature
Give PO to VP
VP/QC signs PO
Shipping Supervisor receives ‘Urgent’
Request and Traveller
Shipping Supervisor assigns Urgent
request to shipping personnel
Procurement is notified and handed
the PHL.
Purchase Hardware List
PO for Outside Manufactured Parts
Update E2 based on Inventory
Results
CTR PO
PO for Electronic and Electric Parts
Pull Inventory from E2 Wait 2 Weeks
Release Kitting Travellers to the
Shipping
No
Multi-ActionFile Purchasing Hardware List
Purchase Hardware
Receiving Process
Signatures can also be performed by the Quality Manager
Kitting Traveller to Floor
Traveller to Floor
Shipping to Invoice/Stock
Build to Stock Process
Build to Stock Process
Multi-Action
Urgent?
Yes
CTR PO
Build to Stock Process

CTR, Inc.Su
perv
isor
Mat
eria
l Ha
ndle
rFl
oor
Pers
onn
elPl
anni
ngA
ssem
bly
Per
sonn
el
Floor to Final Inspection
Floor to Metal Sheet Processes
Material handler receives Traveller
Supervisor gives Traveller to Material
Handler
Is the material OH?
Report to SupervisorNo
Supervisor is notified
Gives material and traveller to next
Work Center
Material Procurement Process
Clock into E2
Yes
Clock out of E2
Is the material OH running low?
No XPick Material
X
Perform Operation
Gives parts/material and
traveller to next Work Center
Clock into E2 NoClock out of E2 X
Floor Personnel Receive Traveller
and Matertial/Parts
Material/Parts
Clock into E2 Clock out of E2Inform Floor Inspection
Begin OperationsSetup required? Yes
No
Inspection Pass?First Run Setup
BeginsYes
Review Traveller to determine next
routing operation
Parts
Floor Inspector Performs
Inspection
Inspection
Last routing operation in
Traveller?No
Punch OPS
Shear OPS
Deburr OPS
Select an Next Operation
Press Brake OPS
Milling OPS
Lathe OPS
Outside Processing OPS
Counter Sink OPS
Inprocessing Inspection OPS
Final Inspection
OPS
Setup OPS
Part Mark OPS
Joggle OPS
Touch Up OPS
Laser OPS
Sub Out OPS
Yes
Multi-ActionShipping to Invoice/
Stock
Traveller Close Out
Multi-Action
Is the Operation missing in Traveller?
No
Give Traveller to Planning
Yes
Control 1: Master Routing Changes
Planning receives Traveller
Review TravellerMaster Routing
Updating
Return to Floor Personnel
Part Shortage?
Supervisor/Expidter/PM receives information of
shortage
Traveller Shortage Process
Traveller Shortage Process
Supervisor receives Shortage Traveller
Yes
Yes
Hold Traveller
Multi-Action
Has Shortage Traveller or Extra Pieces arrived?
No
Due to Scrap or Misplacement
Supervisor is notified
Troubleshooting Process
Part Shortage?
No
Scrap Process
Scrap Process Scrap Process
Detail or Assembly Traveller?
Detail
Supervisor gives Traveller to
Assembly Personnel
Assembly
Assembly Personnel receives Traveller
Final Piece or for assembly?
Final Piece
Check Stock for Details
Begin Pre-Assembly Process
Multi-Action Assembly
INV Shelves
Ready for Assembly?
Yes
No
Supervisor is notified
Troubleshooting Process
Yes
Stock OPS
Back Date OPS
Perform OperationClock into E2 Clock out of E2Begin Operations
Scrap Process
Part Mark OPS
Joggle OPS
Kitting OPS
Final Inspection OPS
Back Date OPS
Material/Parts
Material/Parts
Part Shortage?Last routing operation in
Traveller?No YNo
YSelect an Next
Operation
Yes
Select an Operation Is the Operation missing in Traveller?
No
Give Traveller to Planning
Yes
Detail or Assembly?
Detail
Return to Assembly Personnel
Assembly
Assembly
Multi-Action
Shipping to Invoice/Stock
Traveller Close Out
Traveller Shortage Process

CTR, Inc.Pr
ocur
emen
t /o
r/ D
ocum
ent
Cont
rol
Floo
r O
pera
tor
Plan
ning
Dep
artm
ent
Supe
rvis
orQ
C/Q
A
Traveller Close Out
Traveller Close OutGive traveller to Procurement or
Document Control
Receives Finished Traveller
Review Process Begins
Certification Completed?
NoQuantity Produced Correct?
Yes Extra StockYesDoes Planning
need to be notified?
Inform Planning and give traveller
Yes
Planning informed and traveller
receivedReview Traveller
Master Routing
UpdatingYes
Routing Changes?
Speak with Supervisor
No
E2 Updating Process
YesE2 Close Out
Process
No
Separate Traveller and all
documentation to Close Cabinet
Return to Procurement and Document Control
Return to Procurement and Document Control
No
Close out Cabinet
No
Supervisor is notified
Review Traveller comments and
notes
Return to Procurement and Document Control
Control 2: Master Routing Changes
QC/QA Manager receives Traveller
Review Certification Issues
Speak with QA/QC Manager
Material Certs or Hardware Certs
Certs Correction Process
Return to Procurement and Document Control
Vendor Interactions on Certs
Quick Fix?Back-Tracking
AuditNo
Yes
Shear, Machining, and/or Kitting
Control _: Certificate Review
Control _: Paperwork Correction
CTR Inc
Stakeholders
VP
Ship
pin
gD
ocu
me
nt
Co
ntr
ol
Pana
soni
c So
urce
Insp
ecto
rsB
uyer
sA
ccou
ntin
gA
ccou
ntin
gFl
oor
/ A
ssem
bly
Pers
onn
elPr
ocur
emen
t
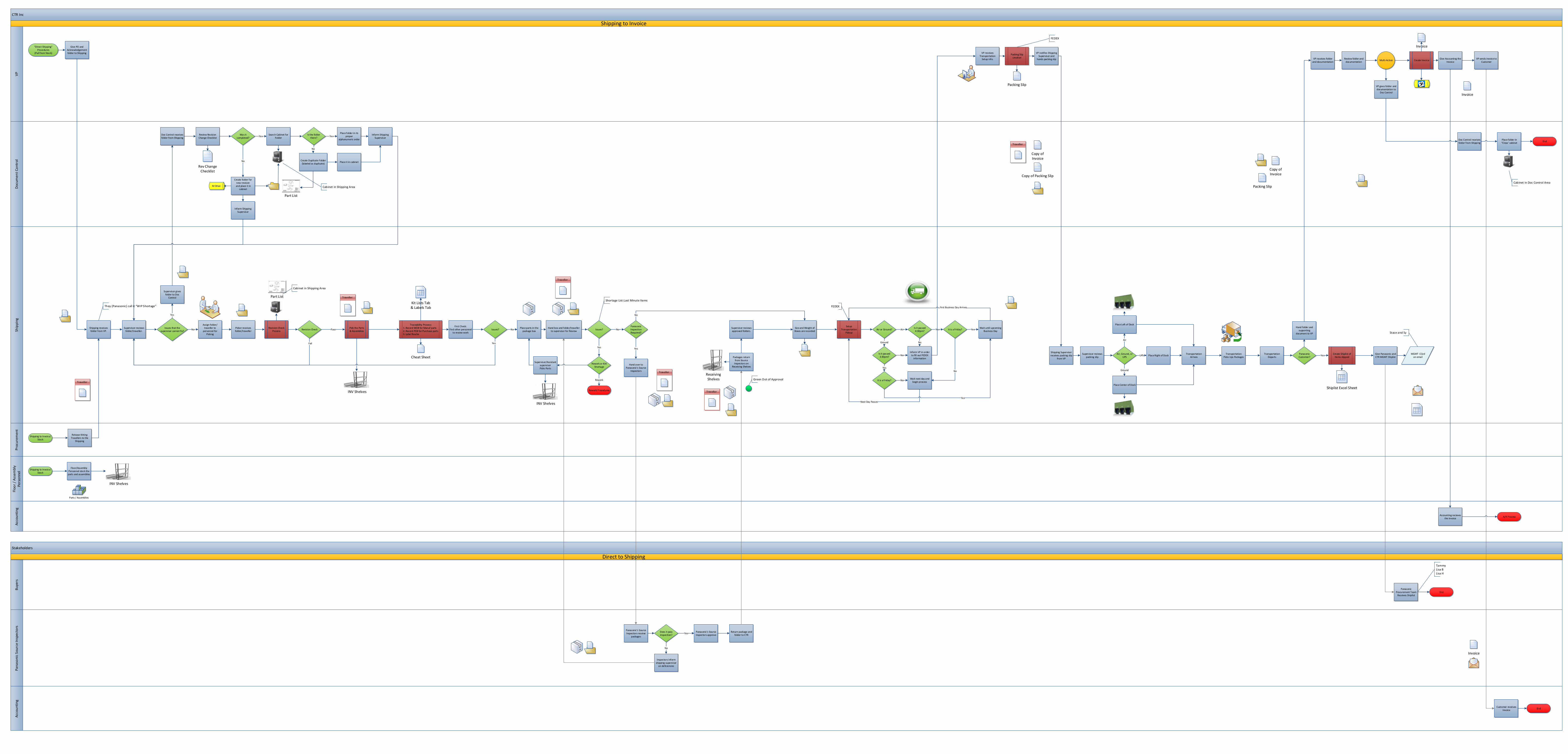
Shipping to Invoice
Direct to Shipping
Shipping receives folder from VP.
Supervisor reviews folder/traveller.
They (Panasonic) call it “WIP Shortage”
Revision Check
Assign folder/traveller to
personnel for Picking
Picker receives folder/traveller
Revision Check Process
Fail
PassPlace parts in the
package box
Traceability Process:1. Record WO# for Manuf parts2. Record PO# for Purchase parts3. Label Box/es
Hand box and folder/traveller to supervisor for Review
Issues? NoSetup
Transportation Pickup
FEDEX
Air or Ground?
Is it passed 3:30pm?
Ground
Is it passed 4:30pm?
AirIssues that the
supervisor cannot fix?No
Inform VP in order to fill out FEDEX
informationNo
No
It is a Friday?Yes
It is a Friday?
Yes
Wait next day and begin process
No
No
Next Day Passes
Wait until upcoming Business Day
Yes
Yes
First Business Day Arrives
Transportation Arrives
Transportation Picks Ups Packages
“Direct Shipping” Procedures
(Pull from Stock)
Give PO and Acknowledgement folder to Shipping
Supervisor gives folder to Doc
Control
Yes
Doc Control receives folder from Shipping
Review Revision Change Checklist
Part List
Hand over to Panasonic’s Source
Inspectors
Yes
Panasonic’s Source Inspectors receive
packages
Panasonic’s Source Inspectors approve
Does it pass inspection?
Yes
Inspectors inform shipping supervisor
on deficiencies
No
Return package and folder to CTR
Packages return from Source
Inspectors on Receiving Shelves
Receiving Shelves
Supervisor reviews approved folders.
Green Dot of Approval
Air, Ground, or UPS
Place Left of Dock
Air
Place Center of Dock
Ground
Transportation Departs
Create Shiplist of Items shpped
Yes
Shiplist Excel Sheet
Give Panasonic and CTR MGMT Shiplist
Panasonic Procurement Team
Receives Shiplist
Place Right of DockUPSMGMT CCed
on email
Stace and Sy
TammyLisa BLisa H
Rev ChangeChecklist
Was it completed?
Create folder for new revision
and place it in cabinet
No
Search Cabinet for Folder
YesIs the folder
there?
Place folder in its proper
alphanumeric order Yes
Inform Shipping Supervisor
Part List
M Drive
Inform Shipping Supervisor
Create Duplicate Folder(labeled as duplicate)
No
Place it in cabinet
Size and Weight of Boxes are recorded
VP receives Transportation
Setup info.
Packing Slip creation
Shipping Supervisor receives packing slip
from VP
Supervisor reviews packing slip
Invoice
Customer receives Invoice
FEDEX
Packing Slip
VP notifies Shipping Supervisor and
hands packing slip
Copy of Packing Slip
Invoice
Copy ofInvoice
Panasonic Customer?
Hand folder and supporting
document to VP
VP receives folder and documentation
Packing Slip
Copy ofInvoice
Review folder and documentation
VP gives folder and documentation to
Doc Control
Doc Control receives folder from Shipping
Cabinet in Shipping Area
Cabinet in Shipping Area
Cabinet in Doc Control Area
Place folder in “Close’ cabinet
End
End
Panasonic Inspection Required?
No
Give Accounting the Invoice
VP sends invoice to Customer
Multi-Action Create Invoice
Accounting recieves the invoice
Invoice
A/R Process
End
Shipping to Invoice/Stock
Parts / Assemblies
Floor/Assembly Personnel stock the
parts and assemblies
INV Shelves
Shipping to Invoice/Stock
Release Kitting Travellers to the
Shipping
Pick the Parts & Assemblies
INV Shelves
Cheat Sheet
First Check:Find other personnel
to review work
Kit Lists Tab & Labels Tab
Issues? No
Yes
Shortage List:Last Minute Items
Rework or Kitt Shortage
Yes
Rework Procedures
Rework
Supervisor/Assistant supervisor Picks Parts
INV Shelves

CTR, Inc.D
ocum
ent
Cont
rol
Qua
lity
Con
trol
Sen
ior
Pro
gra
m
Man
ager
(Pr
icin
g)Phase
Begin Revision Change Procedure
Kit or Detail Change?
Detail
Compare “From” and “To” Review
Changes
Does it affect CTR?
Reason for Changes: Dimensional Changes Hole Pattern Changes Material Call Out Finishing Call Out Specification of Material Change Specification of Finish Change
(They affect CTR)Or
All of the Above, but for Non-CTR details(They don’t affect CTR)
Criteria
Notify Quality Control
Yes
Place all open orders associated with the revision on “On Hold”
QC received notification of
Revision Change
Part List Revision
No
M Drive
Update Revision information and
drawings
Is production affected by the
change?Yes
Rework, Salvage, or Scrap.
Floor production associated with all
those parts are stopped.
Begin Rework Procedures
Rework
?Salvage
Begin Scrap Procedures
Scrap
Notify PM
PM notified.
?
No
Revision Change Procedure Ends
Build revision cost estimate
Review the Revision Change w/ Rev Change
Checklist (ADCN/DCN)
Rev ChangeChecklist
?
Kit


















![]project-open[ Workflow Developer Tutorial Part 2](https://img.pdfslide.us/doc/110x75/54b38de74a795934658b4574/project-open-workflow-developer-tutorial-part-2.jpg)










