Embed Size (px)
Citation preview

“Responsible Care - A Global Initiative for Environment, Health, Safety & Security "
Project #2 : Reduction of Volatile Organic Compounds (VOC) while manufacturing of
Copper corrosion inhibitor
Project Presentation By Project Presentation By Mr. Vrishank MenonMr. Vrishank Menon
What did I do?What did I do?
During the summer of 2014, I interned at Dorf Ketal Chemicals, a chemical manufacturing plant in Taloja, Maharashtra and took part in two projects (related to Responsible Care) as part of two teams at the plant. This presentation deals with the reduction of Volatile Organic Compound emissions of a cooling tower at the plant.
http://www.dorfketal.com/
IndexIndexResponsible Care (RC) – What & Other details ?RC – Way forward @ Dorf KetalProject Selection BasisProject Details - Project # 2 (Reduction of VOC
while manufacturing Copper corrosion inhibitor)Vacuum Pump – What & How it operatesProject ScopeDiagnosisSolution IdentificationEvent Transition Action PlanAchievementsSupporting Reference documents
Responsible Care (RC) – What ?Responsible Care (RC) – What ? RC is a world-wide initiative developed by the chemical industry that drives
continuous improvement in health, safety and environmental (HSE) performance, together with open and transparent communication with stakeholders. How did responsible care come about?
The Responsible Care initiative was initiated after the tragic gas leak in Bhopal,
India in 1984 and was officially launched in 1985 by the Chemistry Industry Association Of Canada. The association, after the incident, revisited and amended the already-present CAER (Community Awareness and Emergency Response) plan and integrated into the more holistic Responsible Care initiative. The initiative was later adopted by chemistry councils from other parts of the world and soon enough, adopted by India in .
On signing of this global charter, the respective CEO and company commit to continuous improvement in the fields of health, safety, security and environmental performance and open and frank communication with the industrial community and society. The Responsible Care commitment is essential to building trust and confidence within the industry and subsequently, bettering the living standards and quality of those involved in and around the industrial process (stakeholders, neighboring communities, employees,etc.)
While the presence of chemical industry does pose its risks to the environment and the While the presence of chemical industry does pose its risks to the environment and the public, these chemicals are needed for the running of all other industries and are essential public, these chemicals are needed for the running of all other industries and are essential parts of everyday life. Thus, the idea of sustainable chemistry arises, an idea, which is parts of everyday life. Thus, the idea of sustainable chemistry arises, an idea, which is fully encapsulated by the Responsible Care initiative. fully encapsulated by the Responsible Care initiative. There are two things the chemical industry must do to adhere to this idea,There are two things the chemical industry must do to adhere to this idea,
1. Improve the level of environmental, health, safety and security performance in all 1. Improve the level of environmental, health, safety and security performance in all aspects of chemical operations, to eliminate the basis for concern.aspects of chemical operations, to eliminate the basis for concern.
2. Communicate, in detail, of the proceedings to the public and to the government, and 2. Communicate, in detail, of the proceedings to the public and to the government, and demonstrate that the industry is sensitive and responsive to public concern.demonstrate that the industry is sensitive and responsive to public concern.
Responsible Care - What’s it in Chemical Industry?
1.To recognize and respond to community concerns about chemicals and the operations. 2. To develop and produce chemicals that can be manufactured, transported, used and disposed off safely. 3.To make health, safety and environmental considerations a priority while planning for all existing and new products and processes. 4. To report promptly on information on chemical related health hazards and to recommend protective measures to officials, employees, customers and the public, 5.To counsel customers on the safe use, transportation and disposal of chemical products. 6. To operate plants and facilities in a manner that protects the environment and the health and safety of the employees and the public. 7. To extend knowledge by conducting or supporting research on the health, safety and environmental effects of products processes and waste materials. 8. To work with others to resolve problems created by past handling and disposal of hazardous substances. 9. To participate with government and others in creating responsible laws, regulations and standards to safeguard the community workplace and environment. 10. To promote the principles and practices of Responsible Care by sharing experiences and offering assistance to others who produce, handle, use, transport or dispose off chemicals
The Guiding Principles of Responsible The Guiding Principles of Responsible CareCare
Codes under Responsible Care®Codes under Responsible Care®
PROCESS SAFETY
POLLUTION PREVENTION
PRODUCT STEWARDSHIPDISTRIBUTION
EMERGENCY RESPONSE
EMPLOYEE HEALTH & SAFETY
SECURITY CODE (APPLICABLE IN
US)
Benefits of Responsible Care®:Benefits of Responsible Care®:1. Improvement of Environment, Health, Safety & Security
performance Fewer people getting hurt Less adverse impact on the environment, More understanding amongst stakeholders,
2. Insurance & financing cost savings3. Reduction in legal liabilities4. Pollution prevention - cost savings5. Crisis management - Better prepared in case of crisis.6. Improved product development7. Marketing advantage - added sales tools.8. Workers Compensation - lower premiums.9. Exchange of ideas – less redundancy of ideas.10. Pride!!!
What Responsible Care programs is Dorf Ketal What Responsible Care programs is Dorf Ketal Chemicals involved in?Chemicals involved in?
What Responsible Care programs is Dorf Ketal Chemicals involved in?
Reduction in water consumption Reduction in waste generation Zero Liquid Effluent Discharge Solid waste reduction Energy Conservation Reduction / Mitigation of Volatile Organic Content
(VOC) releases Electricity Generation through Solar energy Electricity saving by installation of VFDs’ & energy
efficient motors. RC 14001 Certification
I was involved in the Project highlighted in Red
On what basis was the project selected?On what basis was the project selected? WHAT:
◦ The reduction in emissions of Volatile Organic Compound while manufacturing a finished product (Copper corrosion inhibitor).
◦ As the emissions are released into the air, it relates to Responsible Care code of Pollution Prevention
WHY: The project helped me learn about the process and utility sections of manufacturing of
copper corrosion inhibitor. The project also benefits the environment and society as it aims at the reduction of
organic vapors being released into the air.
WHERE:
Dorf Ketal Chemicals Manufacturing Plant at Taloja, Navi Mumbai, in production plant and utilities.
WHEN:
The Project commenced in the month of July 2014 (atstart of my internship).
VOC – DefinitionVOC – Definition Volatile organic compounds (VOCs) are organic
chemicals that have a high vapor pressure at ordinary room temperature. Their high vapor pressure results from a low boiling point, which causes large numbers of molecules to evaporate or sublimate from the liquid or solid form of the compound and enter the surrounding air.
Reference :en.wikipedia.org/wiki/Volatile_organic_compound
Please insert Team Photo Here
Project Team Name : The Enviros Champion:Udayan Thite
Team Leader: Pranay Sabnis
Vrishank Menon (Student/Intern)Ramakant Dubey
Sandeep PatwardhanRahul Kadam
T Venkatachalam
Resource / Mentor:Kaushik Biswas
Stakeholder:Dorf Ketal Chemicals (I) P. Ltd.
Team Name: The Enviros
Process Area: Plant
Project #2 : Reduction of VOC in Copper corrosion inhibitor
Background: The operating personnel had complained about the smell of butanol (VOC) in the vacuum pump area while manufacturing the product (copper corrosion inhibitor).
How I went about the projectHow I went about the projectProduct that was manufactured was DXXXXXX0 (Copper Corrosion Inhibitor)1.I started by studying the SOP (standard operating procedure) of manufacturing this product. This includes the machinery, constituents of the product, manufacturing steps, mass balance, potential area for emissions and other details.2.The team and I brainstormed and defined the scope of potential VOC (volatile organic compound) loss in this manufacturing process)3.The team and I did a site visit to observe and study the actual manufacturing process & levels of emissions.4.The team and I brainstormed about possible sites of emission in the process (example: vents, vacuum pump, etc.)5.We prepared a fishbone diagram to identify where the VOC emissions take place and analyzed it together6.We found the loss of VOC by mass balance of input and output of this process.7.After making making calculations, we did the physical measurement of the VOC emissions in the vacuum pump area.8.We set a reasonable target for reduction of VOC emission.9.We prepared the action plans for VOC reduction.10.Implementation of the improved method of operation will happen subsequently.11.Monitoring on continual basis.12.The plans will be executed in the production campaign and monitoring will follow.
Note: Due to confidentiality requirements of the Company for IP protection purposes, the name of the product and constituents is not mentioned in this presentation, though it was shared with me under execution of confidentiality bond.
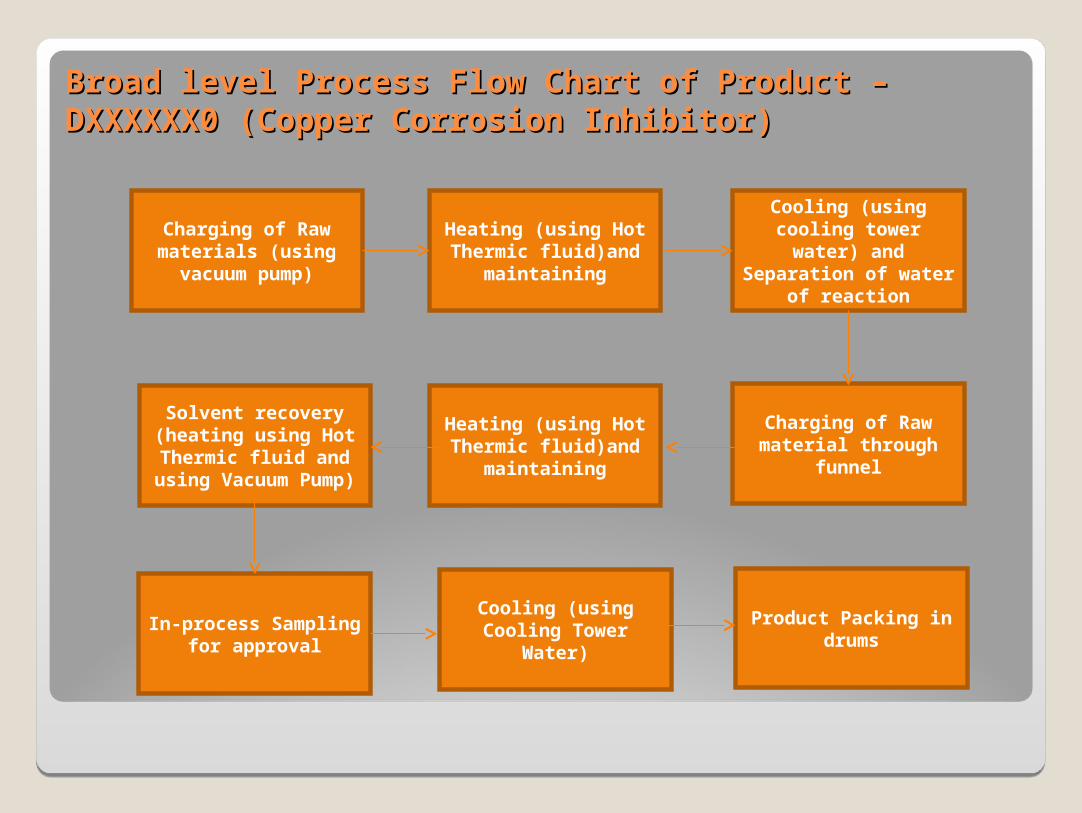
Broad level Process Flow Chart of Product – Broad level Process Flow Chart of Product – DXXXXXX0 (Copper Corrosion Inhibitor) DXXXXXX0 (Copper Corrosion Inhibitor)
Charging of Raw materials (using vacuum pump)
Heating (using Hot Thermic fluid)and
maintaining
Cooling (using cooling tower
water) and Separation of water
of reaction
Charging of Raw material through
funnel
Heating (using Hot Thermic fluid)and
maintaining
Solvent recovery (heating using Hot Thermic fluid and
using Vacuum Pump)
In-process Sampling for
approval
Cooling (using Cooling Tower
Water)
Product Packing in drums
Machinery used for Manufacturing Product – Machinery used for Manufacturing Product – DXXXXXX0 (Copper Corrosion Inhibitor) DXXXXXX0 (Copper Corrosion Inhibitor)
We identified the machinery used in the manufacturing of this product. In the plant;ReactorVacuum pump
And in the utilities section;Cooling waterThermic fluid
What is a vacuum pump?What is a vacuum pump? A vacuum pump is a machine used to remove gas
molecules from a sealed volume in order to leave behind a partial vacuum.
Vacuum pumps are used to pull vacuums on reaction vessels.
http://en.wikipedia.org/wiki/Vacuum_pump
Vacuum Pump – OperationsVacuum Pump – Operations A vacuum pump converts the mechanical input energy
of a rotating shaft into pneumatic energy by evacuating the air contained within a system. The internal pressure level thus becomes lower than of the outside atmosphere. The amount of energy produced depends on the volume evacuated and the pressure difference produced.
Reference: Website of Gast Manufacturing Inc. Manufacture of vacuum pumps http://www.gastmfg.com/vphb/vphb_s4.pdf
What is the scope of the project?
Problem Statement: We identified that the VOC (Butanol) loss from vacuum pump vent at Taloja location Plant-1 is 3.7% of total Butanol input. This is as identified during mass balance of production batch.Objective: We aimed to reduce VOC loss from vacuum pump vent from 3.7% to less than 2 % of the total Butanol input.
Project Completion Target : Sept 30th, 2014
Identifying VOC emission sourcesIdentifying VOC emission sources I have attached a fishbone diagram. It lists all the possible causes
(primary/secondary/tertiary) for VOC loss. (Refer document 1 in descriptions)
We identified that the major causes were: Higher air leakage rate resulting in solvent loss during vacuum
distillation. Operating at high condenser outlet temperature.
Fish Bone Diagram
Theoretical VOC emission quantityTheoretical VOC emission quantity We used literature which gave the standard specific leak rates for a
vacuum system component. We identified the number of vacuum system components to derive a leakage rate of 0.51 lb/hr/in
(Refer to document 2 in description)
The calculations indicate that for a given system, the acceptable VOC loss is 1.5 kg/batch.
Reference: United States Environmental Protection Agency (EPA) document, Office of Air Quality Planning and Standards Research (EPA-453 / R-93-017, February 1994)
VOC emission Calculations
DiagnosisDiagnosis
1. When we checked, the temperature of the distillate collected from the heat exchanger was slightly higher, though not beyond the acceptable limit. So we decided to check the performance of the heat exchanger.
2. The acceptable loss of butanol is 1.5 kg/batch, based on calculated acceptable air leakage rate 5.32 kg/hr. However actually it is 4.9 kg/batch corresponding to a calculated air leakage rate of 16.8 kg/hr.
Since the leakage rate was found to be much higher than the calculated acceptable leakage rate, it warranted proper tightening of the system components
Supporting Documents & Data Supporting Documents & Data CollectionCollection
Documents used are as follows.1.Standard operating procedure (Confidential)2.Batch cards (confidential)3.PLC process parameter records4.VOC analysis reports
(Please refer to documents 3,4 and 5 in the description)
Batch PLC data Microsoft Excel Worksheet
Material Balance
VOC Analysis VOC Analysis
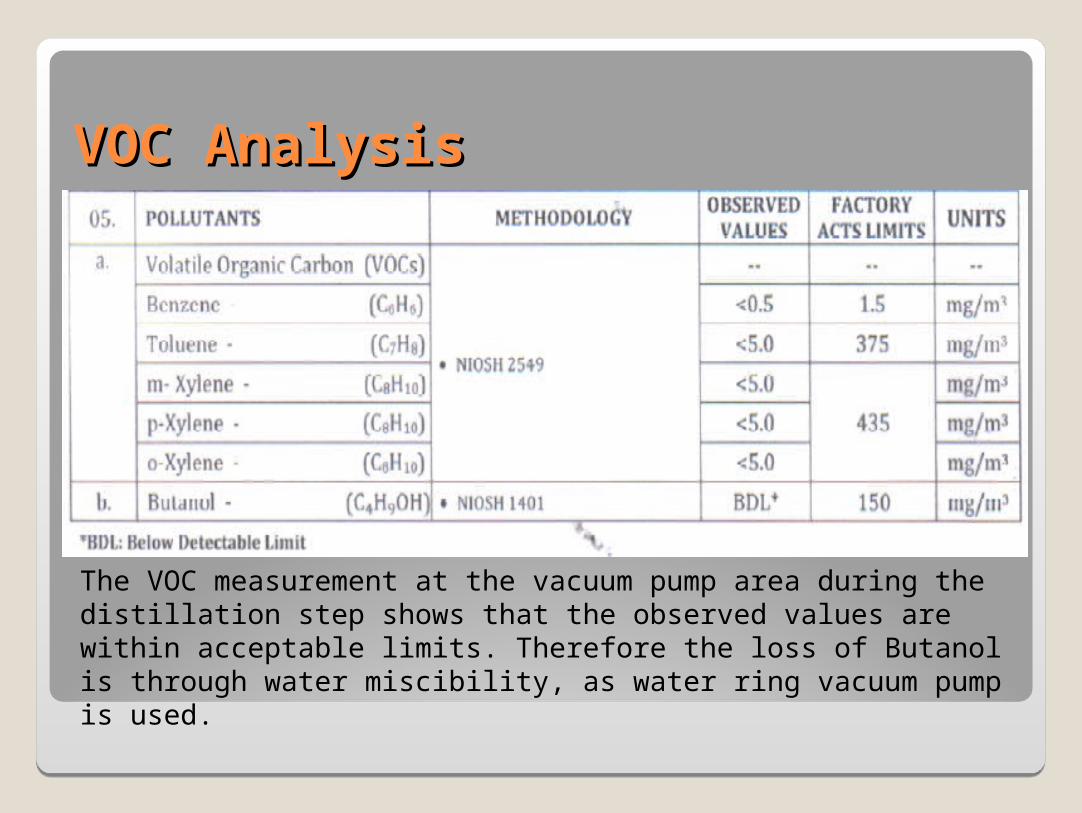
The VOC measurement at the vacuum pump area during the distillation step shows that the observed values are within acceptable limits. Therefore the loss of Butanol is through water miscibility, as water ring vacuum pump is used.
Solutions IdentifiedSolutions Identified I left the project here due to school work and the fact that the
manufacturing of this product was not immediately planned but the project continues with the following action plan.
1. Evaluation of performance of the existing heat exchanger, with a higher batch size
2. The system is to tightened so that the air does not escape in liquid or gaseous state. To know that the system is properly tightened, we suggested; Checking of vacuum prior to start up of the batch. Run a batch to determine leakage rate (how many kgs of VOC was lost by mass
balance method) Compare this value of the leakage rate against the acceptable calculated value. Identifying further actions for reducing the air leakage rate
Batch is to be planned with appropriate controls mentioned above and necessary measurements / calculations shall be done thereafter to identify the VOCs’ being released.
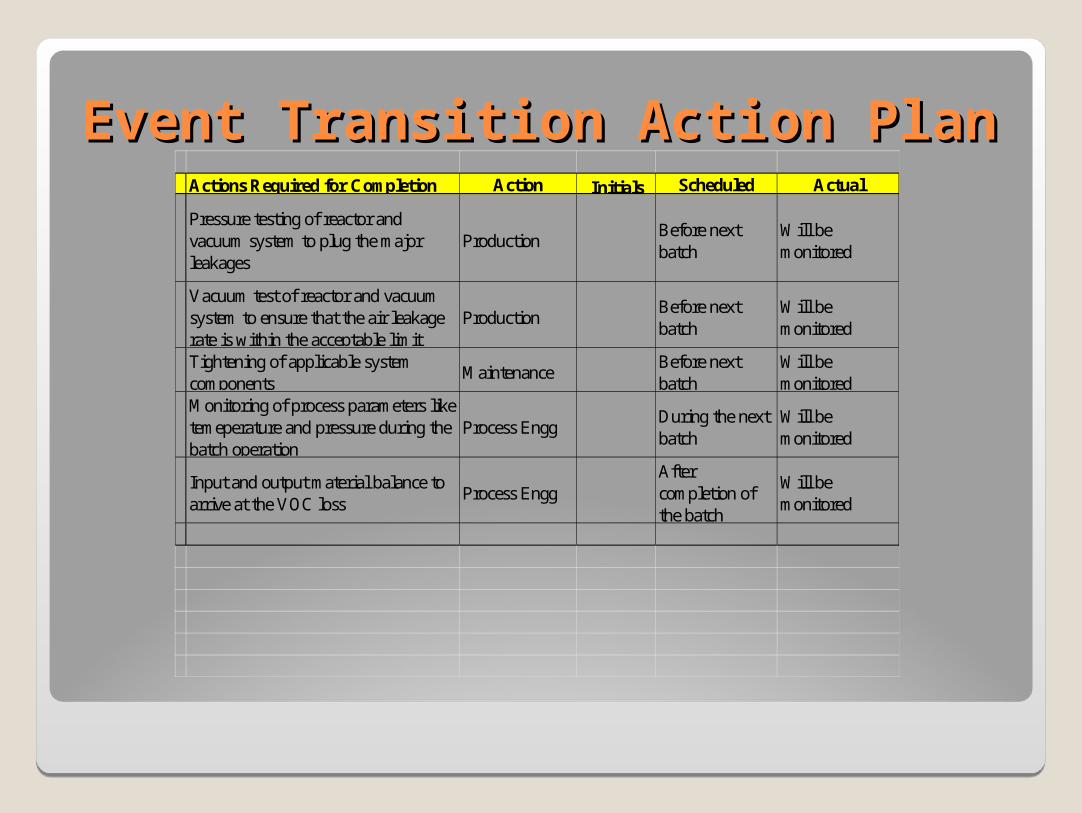
Event Transition Action PlanEvent Transition Action PlanActions Required for Completion Action Initials Scheduled Actual
Pressure testing of reactor and vacuum system to plug the major leakages
ProductionBefore next batch
Will be monitored
Vacuum test of reactor and vacuum system to ensure that the air leakage rate is within the acceptable limit
ProductionBefore next batch
Will be monitored
Tightening of applicable system components
MaintenanceBefore next batch
Will be monitored
Monitoring of process parameters like temeperature and pressure during the batch operation
Process EnggDuring the next batch
Will be monitored
Input and output material balance to arrive at the VOC loss
Process EnggAfter completion of the batch
Will be monitored

THANK YOUTHANK YOU





























