Embed Size (px)
DESCRIPTION
Citation preview


Injection Molding
Munim Shaukat (Lecturer)Mechanical Engineering Department
University of Lahore

Manufacturing processes
Manufacturing processes are the steps through which raw materials are transformed into a final product.
Manufacturing process begins with the creation of the materials from which the design is made and the materials are then modified through manufacturing processes to become the required part.

What Is Injection Molding?
• Injection molding is a manufacturing process for producing parts from both thermoplastic and thermosetting plastic materials

Injection Molding Machine There are four main units in injection molding machine which are as follows: Injection unitClamping unitHydraulic systemControl system

Injection UnitThe Hopper: Thermoplastic material is supplied to mold in the form
of small pellets. The hopper on the injection molding machine holds these pellets. The pellets are gravity-fed from the hopper ,through the hopper throat into the barrel and screw assembly
The Barrel: The barrel of the injection molding machine supports the screw. It is surrounded by heater bands, which heats the barrel and the plastic inside it. It is based on temperature controls which takes readings from the thermocouples positioned in the barrel wall

The Screw: Inside the barrel, there is a screw. The screw has helical flights, which when the screw is rotated, cause the pellets to move forward in the barrel. The screw also provides heat to melt these pellets by shearing and crushing them against the barrel wall.
The Nozzle: It is that part of the injection unit through which melt is injected into the mold.
End Cap: Here material stays temporarily after that the screw moves forward and inject the melt into the mold
Non-Return Valve: It helps to prevent any movement of the melt back into the screw.

Clamping Unit The clamping unit holds the mold together, opens and closes it automatically
and ejects the finished part. . Clamping designs are of three types: Toggle Hydraulic Hydro mechanical
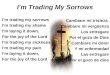
Toggle clamps: An actuator moves the crosshead forward, extending the toggle links to push
the moving platen toward a closed position. They are actuated either by hydraulic cylinders or ball screws driven by electric motors. Toggle-clamp units seem most suited to relatively low-tonnage machines.
In Japan, there is a company JSW (JAPAN STEEL WORK), this company makes toggle type clamping unit.

• Two clamping designs: (a) one possible toggle clamp design (1) open and (2) closed; and (b) hydraulic clamping (1) open and (2) closed.

Hydro mechanical clamps: These are designed for large tonnages.
They use hydraulic cylinders to rapidly move the mold toward closing position.
Locking the position by mechanical means.
Injection Platen: There are two types of platen. Moveable: It holds both half of mold base and moves back and
forth on tie bars. Fixed: Fixed platens are two in number, one on the front and the
other on the rear. FUNCTION:1. Platen provides a place to attach the mold.
2. Platen provide a uniform force on the mold and move the
mold halves and ejector pin

Hydraulic System The hydraulic system on the injection molding machine provides the
power to open and close the mold, turn the reciprocating screw, drive the reciprocating screw, and energize ejector pins and moving mold cores. A number of hydraulic components are required to provide this power, which includes pumps, valves, hydraulic motors and hydraulic reservoirs.

Control System• The control system provides consistency and repeatability in
machine operation. It monitors and controls the processing parameters, including the temperature, pressure, injection speed, screw speed and position, and hydraulic position. The process control has a direct impact on the final part quality.

Injection Molding Process• The material is put into the hopper, which comes down due to the
gravity, then it is passes through the barrel, then it is pushed into the nozzle. It then move into the mold and where it solidifies and we achieve the desired part after ejection.

Process & machine schematics*
* Source: http://www.idsa-mp.org/proc/plastic/injection/injection_process.htm
*
Schematic of thermoplastic Injection molding machine

Process CycleThe process cycle for injection molding is very short, typically between seconds
and 2 minutes, and consists of the following four stages:
Clamping: Prior to the injection of the material into the mold, the two halves of the mold
must first be securely closed by the clamping unit. Each half of the mold is attached to the injection molding machine and one half is allowed to slide.
Injection: The raw plastic material, usually in the form of pellets, is fed into the injection molding machine, and advanced towards the mold by the injection unit. During this process, the material is melted by heat and pressure. The molten plastic is then injected into the mold very quickly and the buildup of pressure packs and holds the material.

Cooling: The molten plastic that is inside the mold begins to cool as soon as it makes contact with the interior mold surfaces.
Ejection: After sufficient time has passed, the cooled part may be ejected from the mold by the ejection system, which is attached to the rear half of the mold.

Post processing After the injection molding cycle, some post processing is typically
required. During cooling the material in the channels of the mold will solidify attached to the part. This excess material, along with any flash that has occurred, must be trimmed from the part, typically by using cutters.
For some types of material, such as thermoplastics, the scrap material that results from this trimming can be recycled by being placed into a plastic grinder, also called regrind machines or granulators, which regrinds the scrap material into pellets. Due to some degradation of the material properties, the regrind must be mixed with raw material in the proper regrind ratio to be reused

Mold Mold is that part of injection molding machine in which molten
material is poured. Mold serves the following purposes: Determining the finished shape of the part. Venting the trapped air or gas during injection. Acting as heat exchanger to draw heat from the part to aid in
solidification. Providing the means of ejecting the part from mold.

Material of Mold:Molds are typically constructed from, Hardened steel Pre-hardened steel Aluminum Beryllium-copper alloy
Mold Components Mold Base: The mold base is an arrangement of steel blocks manufactured to specific
dimensions. Mold base consists of two halves. The half ‘A’ is also known as stationary half or injection half and, half ‘B’ is known as moving half or ejection half. These two halves enclose the mold cavity.

Mold Core: Mold core generates the inner image of surface of molded part. It is
mounted on ejector half of mold base. It is convex in shape.
Mold Cavity: Mold cavity holds the material when it is injected into the mold. It is
attached to the stationary plate of mold base. Mold cavity creates outer image of surface of molded part. It has concave shape.
Runners: The runners are large-diameter channels through which plastic flows, usually
around the edges of the part or along straight lines. These channels allow plastic to run along them, so they are referred to as runners.
Sprue: The molten plastic enters the mold through the channel called sprue.
Gates: It is the entrance through which material enters the mold. It quickly
solidifies and prevents back flow of material. Its location is important to balance the flow and avoid defects.

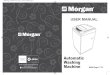
GATE
SPRUE
RUNNER

LABELLED 3-D VIEW OF MOLD
12/9/2010 PRODUCTION TOOLING DESIGN 22
TIE ROD
EJECTOR PINS
BASE PLATE
EJECTOR PLATE
SPRUE BUSHING
SPRUE HOLE
INSERT
CAVITY HALF
CORE HALF
INSERT

Advantages of injection moldingComplex geometry and fine features are easily produced,
because very high pressures are possibleCycle times are relatively low, and many parts can be
made from a single mold, making extremely high volumes (millions per year) possible.
.Injection molding is commonly automated. Many machines can be run by a single operator

Disadvantages of injection molding Mold cost is high, so low part volumes are not recommended
(usually less than 1000 parts is considered low; most volumes for injection molded parts are well over 10,000 pieces per year)

Engineering plastic used for injection molding process
• Acrylonitrile butadiene styrene (ABS): It is used to make automotive body parts, wheel covers etc.
• Polycarbonate (PC): It is used in the manufacturing of CD and DVDs covers, optical lenses, automotive headlamp lenses etc.

Applications of Injection Molding Process
Part: Sports Goggles Material: Acrylic, PC

Part: Visor of Honda speedometer, cellular phoneMaterial: Polycarbonate (PC) Part: Caps of bottlesMaterial: PP (co-polymer

Part: Casing of speedometer, cellular phone, TV, Monitor of Computer, Telephone sets, AC, Key-boards, clocks
Material: Acrylonitryle-Butadiene-Styrene (ABS)

Part: Bathtubs, Buckets, Chair, Stool, Tables, etc.Material: Polypropylene (PP)Part: Inner parts of Refrigerator Material: Polystyrene (PS)

Part: Juicer, Grinder, Milk Shaker, Food Processors
Material: ABS

12/9/2010 PRODUCTION TOOLING DESIGN 31