Embed Size (px)
Citation preview
Fico from ETO to ATOFrank Rood 2012 04 03
THE BESI PACKAGING COMPANY.
2
CONTENT
Company introduction
Why change?
Goal, plan and approach
Solutions
Execution and experience
Results
Additional projects and results
Final conclusions
• Founded in 1956
•One of the first in semicon equipment
•Equipment for semicon back-end processes
•Subsidiary of the Besi group
•Fico: headcount > 180 revenue > 60 M€
•Besi: headcount >1500 world-wide revenue >300 M€
Company introduction
www.besi.com3
Why change?
Why Product Company project:
•Volatile market with extreme ramp up and down
•Cost and lead time pressure
•Technology excellence without sufficient profit
Main drivers:
•Shorter and reliable throughput time
•Higher customer order product quality
•Lower costs
4
Goals
Realise a modular product structure for the Fico Compact Line in order to achieve that for each customer order:
•no customer specific engineering is required = NO ETO
•customer order specifications, matching the product requirements specifications, are complete and 100% reliable specified by Sales
• lead time from purchase order to shipment < 8 weeks
Project supported by
5
Approach
Vision communicated continuously:
“We want to become a Product Company.”
•Monthly update of project status
•Involve all departments (key players from each department)
•Key performance indicators reviewed quarterly as part of theBalanced Scorecard
• total inventory of standard modules
• inventory turnover of standard modules
• project lead times
• engineering cost as % of total cost of sales
6
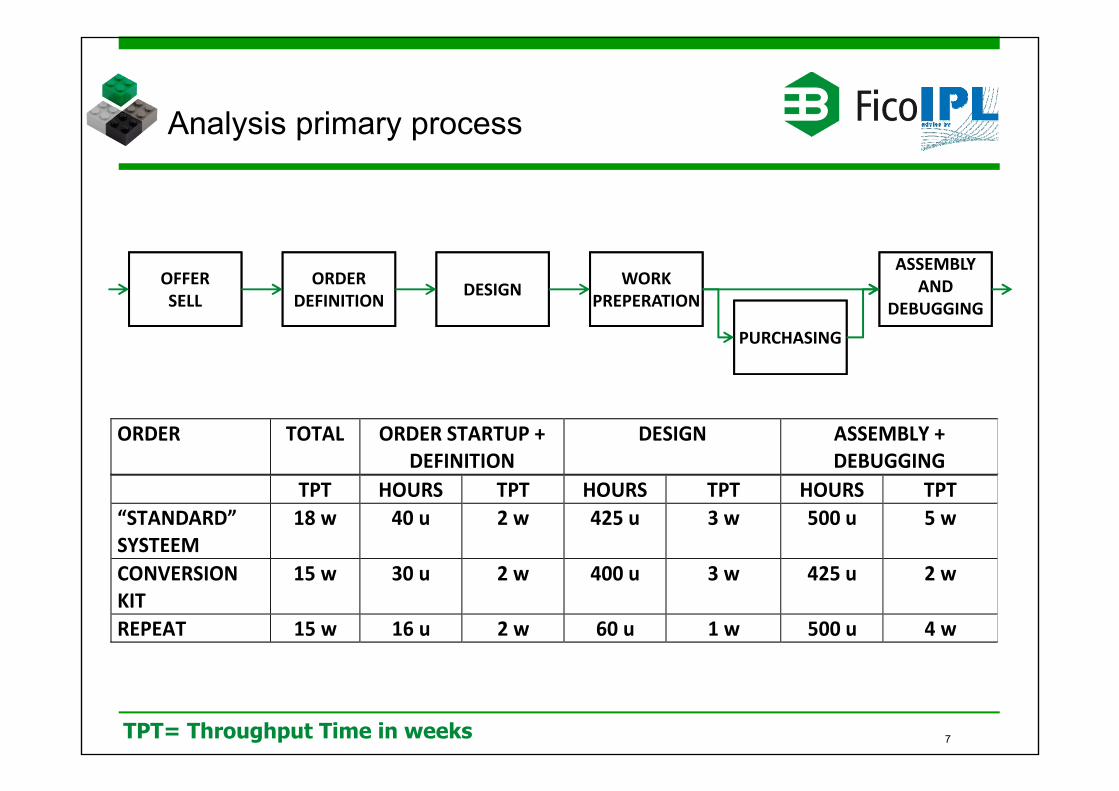
Analysis primary process
TPT= Throughput Time in weeks
ORDER TOTAL ORDER STARTUP + DEFINITION
DESIGN ASSEMBLY + DEBUGGING
TPT HOURS TPT HOURS TPT HOURS TPT“STANDARD” SYSTEEM
18 w 40 u 2 w 425 u 3 w 500 u 5 w
CONVERSION KIT
15 w 30 u 2 w 400 u 3 w 425 u 2 w
REPEAT 15 w 16 u 2 w 60 u 1 w 500 u 4 w
DESIGN WORKPREPERATION
PURCHASING
ASSEMBLY AND
DEBUGGING
ORDER DEFINITION
OFFERSELL
7
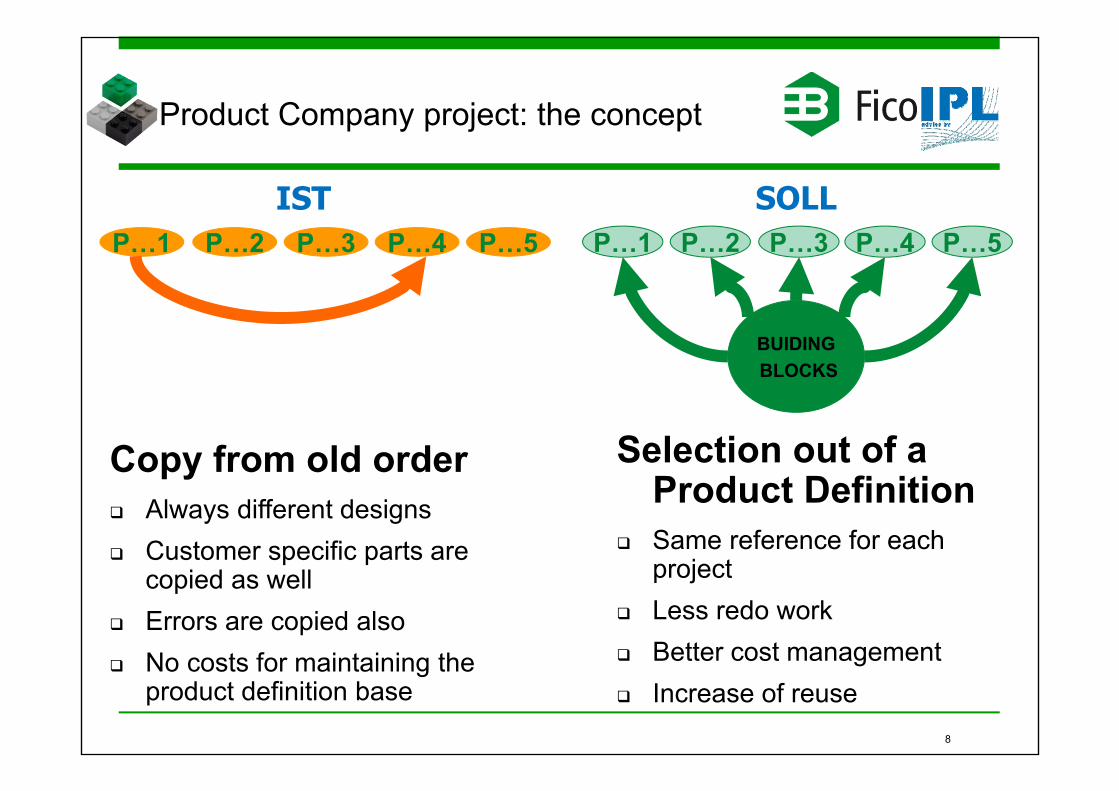
Product Company project: the concept
Copy from old order Always different designs Customer specific parts are
copied as well Errors are copied also No costs for maintaining the
product definition base
P…1 P…2 P…3 P…4 P…5
Selection out of a Product Definition
Same reference for each project
Less redo work Better cost management Increase of reuse
P…1 P…2 P…3 P…4 P…5
BUIDINGBLOCKS
IST SOLL
8
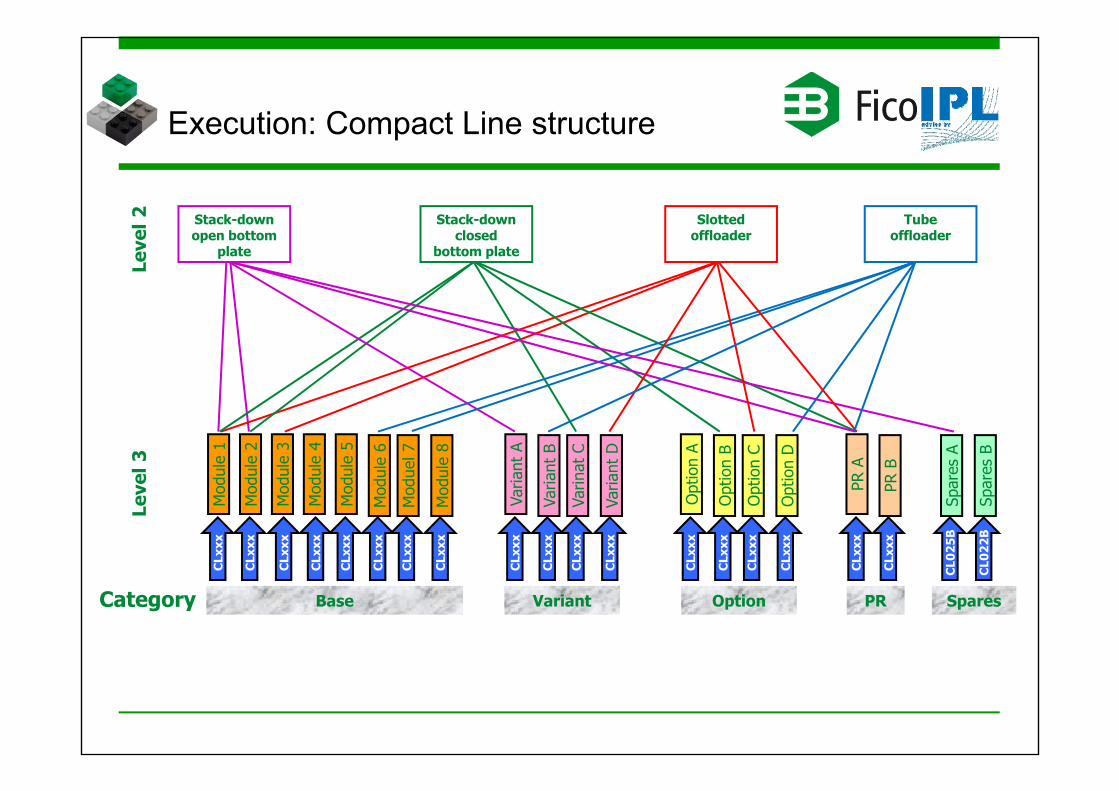
Execution: Compact Line structure
Stack-down open bottom
plate
Stack-down closed
bottom plate
Tube offloader
Slotted offloader
Mod
ule
1
Mod
ule
2
Mod
ule
3
Mod
ule
4
Mod
ule
5
CLx
xx
CLx
xx
CLx
xx
CLx
xx
CLx
xx
Mod
ule
6C
Lxxx
Mod
uel 7
CLx
xx
Mod
ule
8C
Lxxx
Varia
nt A
CLx
xx
Varia
nt B
CLx
xx
Varin
at C
CLx
xx
Varia
nt D
CLx
xx
Opt
ion
AC
Lxxx
Opt
ion
BC
Lxxx
Opt
ion
CC
Lxxx
Opt
ion
DC
Lxxx
PR A
CLx
xx
PR B
CLx
xx
Spar
es A
CL0
25
B
Spar
es B
CL0
22
B
Base Variant Option PR Spares
Leve
l 2Le
vel 3
Category

10
What went wrong?
• Project Management had it’s ups and downs
• A lack of strong drivers / communicators in the project team
• Time was our biggest enemy, you need endurance:
• paradox: change requires stability - do not change your strategy
• change requires effort; market downturn resulted in pressure on fte’s during the organizational embedding
11
What went right?
• Strong vision of initiator and also in hard times believers on several organizational levels
• The product (Fico Compact Line) was fully prepared for the Product Company approach (excellent System Architect !)
• The philosophy was (finally) embedded in 2005
• The benefits of the new approach are clearly visible
• 2006 Success ! 15% EBIT
• 2007 Success ! 9% EBIT in a semicon downturn
• 2008-2011 Continuous profit on FCL => Cash Cow!
12
Culture is the sum of all shared values and behavioral “standards” of the majority within an organization.
It is a soft aspect and very hard to grab.
In change management the soft aspects are the hard ones.
Implementation & culture
13
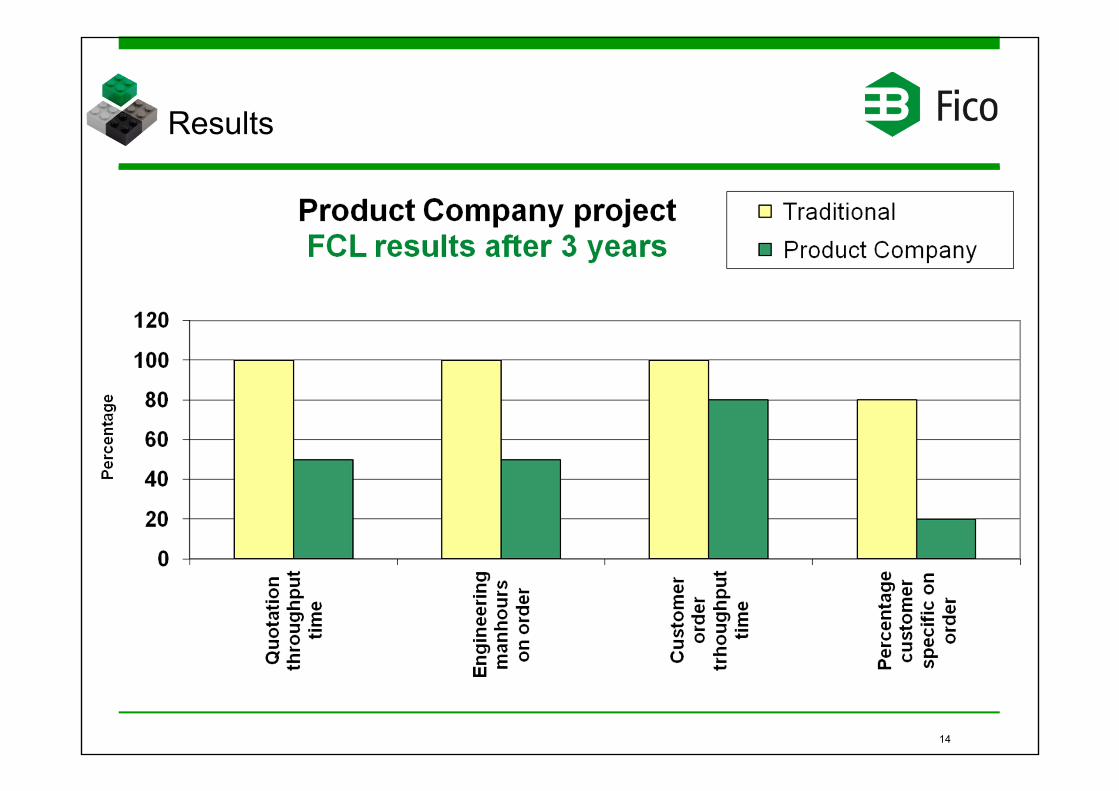
Results
14
Next project: Tooling; the hardest case
There are customer-related requirements: we try to solve this by configuration: assembly-to-order = ATO.
There are also product-related requirements: we try to solve this by standard models.
A project within a project
•Tool Modeling
•Six Sigma approach.
15
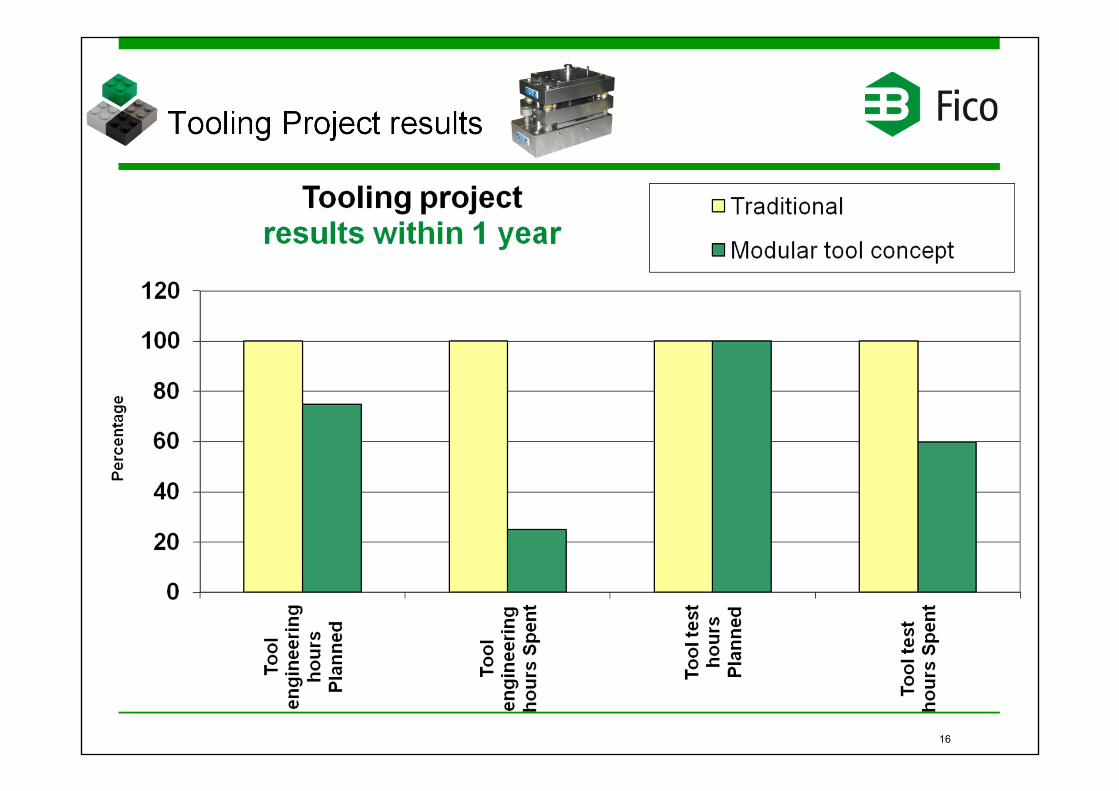
Tooling Project results
16
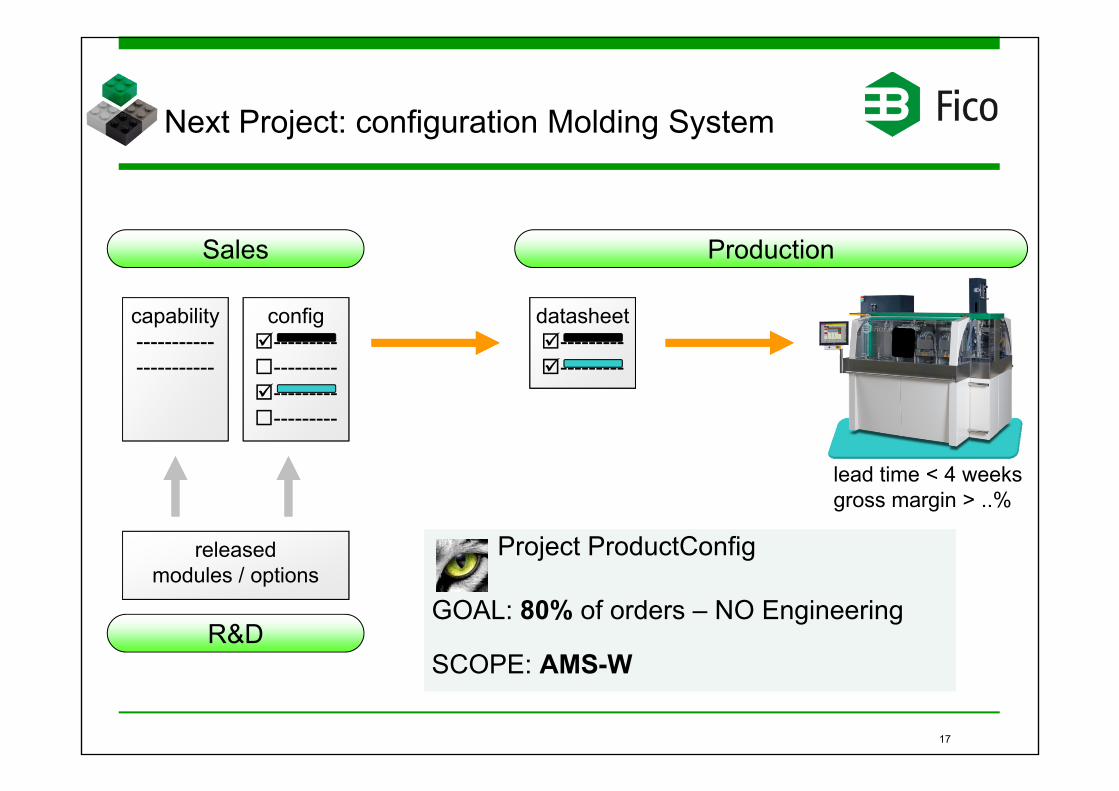
Project ProductConfig
GOAL: 80% of orders – NO Engineering
SCOPE: AMS-W
capability----------------------
config------------------------------------
datasheet------------------
Sales Production
R&D
releasedmodules / options
lead time < 4 weeksgross margin > ..%
Next Project: configuration Molding System
17
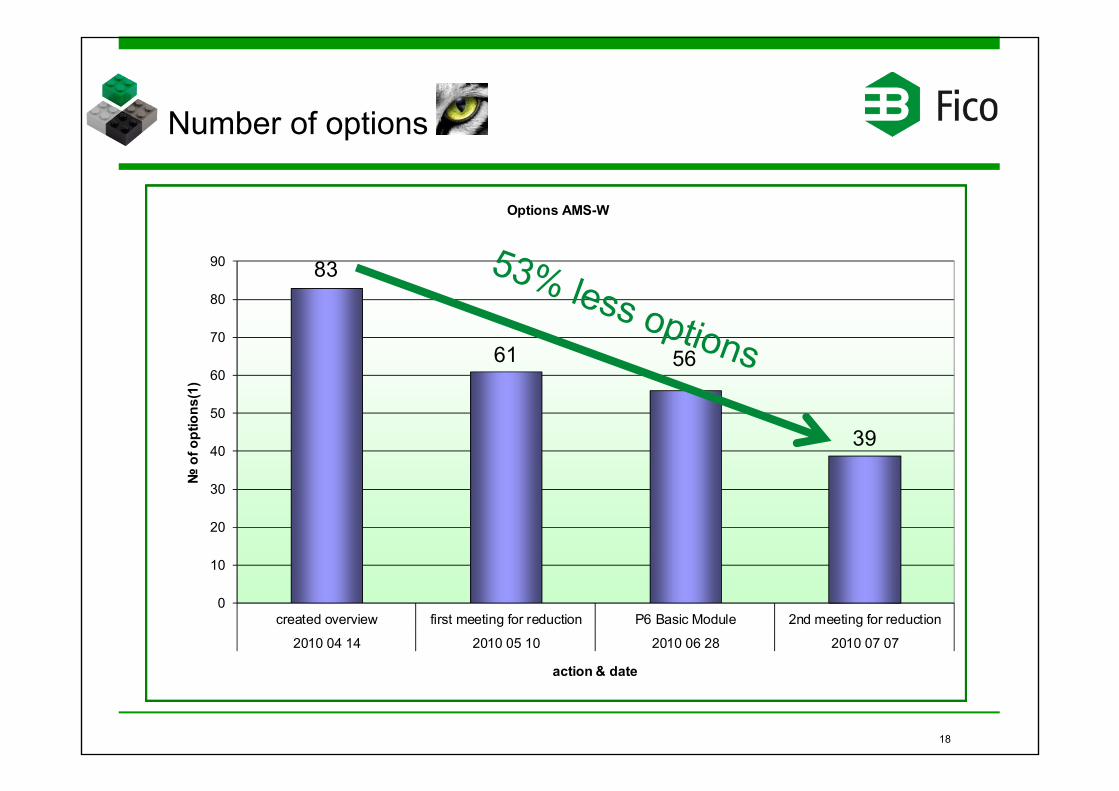
Number of options
18
83
61 56
39
0
10
20
30
40
50
60
70
80
90
created overview first meeting for reduction P6 Basic Module 2nd meeting for reduction
2010 04 14 2010 05 10 2010 06 28 2010 07 07
№ o
f opt
ions
(1)
action & date
Options AMS-W

Result ProductConfig
AMS-W Molding System
• Margin increase: 10%
• Beats competition
• Our new Cash Cow!
19
Final conclusions
1. Smart Customization is above all a cultural change process.
2. Keep it simple: one unique number.
3. Smart Customization saves resources, time, money and leads to more profit.
20
= 1 number
THANK YOU.