Embed Size (px)
DESCRIPTION
Citation preview

© WZL/Fraunhofer IPT
Micro milling and laser ablation
Two technologies complementing each other
Dipl.-Ing. Kristian ArntzFraunhofer IPT, Germany
Aachen
22nd November 2011

Seite 1© WZL/Fraunhofer IPT
Overview of tool making activities at Fraunhofer IPT
Development of a platform for micro milling and laser ablation with the enabling technologies
Micro milling
Laser ablation
CAx-process chain
Demonstrator applications for Combined micro machining processes
Outline of the presentation

Seite 2© WZL/Fraunhofer IPT
Process Technology at Fraunhofer IPTFine Machining and Optics
Ultra-precision diamond machining, Precision grinding and polishing, Precision glass molding, FE process simulation, PVD coatings for tools and molds
High Performance Cutting
Multi axial milling, Precision hard milling, Precision hard turning, Modelling and simulation of cutting processes
Laser Machining
Laser beam joining and structuring, Laser-assisted machining, Laser surface treatment, Generative assembly manufacturing, Biotechnology
CAx Technologies
CAx Framework, Development of CAM modules, NC simulation, NC data optization

Seite 3© WZL/Fraunhofer IPT
Laser Materials ProcessingSome of our Highlights
Laser surface treatment Laser beam brazingDesign structures
Laser assisted turning Laser deposition welding
Structures for tribologyWelding of heat exchangers Laser deburring
Laser assisted metal spinning

Page 4© Werkzeugbau Akademie
The Tool Manufacturing Academy offers research, consulting and qualification with leading tool manufacturing companies
Source: Summerer, Siebenwurst, Rathgeber
Werkzeugbau Akademie
Research and Development
Processing key aspects based on a development- and research- roadmap
Acquisition of public research funds
Accomplishment of contract research
Qualification
Modular qualification proposals for non-graduates and graduates
Top-class orators from industry and science
Continuous collaboration on future issues in the tool manufacturing industry
Industrial Consulting
Bilateral projects concerning technical and organizational issues
Concept development and project realization
Sample tool manufacturing with a whole process chain and the support of the institutes

Page 5© Werkzeugbau Akademie
Increased Level of Technology Performance
Increased Level of Academization
The increasing level of technology and engineering affords the industrialization in the tool manufacture
Source: Audi AG; Deckel Maho Gildemeister; t-mobile;
Industrialization
Synchronization
Process standardization
Product standardization
Focusing & Cooperation
Systematical use of knowledge
Long-termqualification
Enlarged productquality rating
Professionalresearch Systematical use of
knowledge
Long-termqualification
Enlarged productquality rating
ProfessionalresearchTechnology chains
Overall equipment efficiency
Manufacturingtechnology
Investments

Seite 6© WZL/Fraunhofer IPT
Process chain- oriented competency areas in process technology
2,5D –Pre-Processing
3D – GeometryGeneration Surface Finishing (Surfaces-)
Functionalization
Design Structures and Functions
Wear protection
Clamping Systems
High Performance Cutting (HPS)
Hard milling/ Micromilling
High Speed Cutting (HSC)
CAx - Technologies
Material engineering / Metallography
Development/ Construction Acquistion Manufacturing Service/ Marketing/
DistributionAssembling

Seite 7© WZL/Fraunhofer IPT
Laser beam structuring – an innovative process for surface structuring How it started: The challenge of "surface decoration"
Electroforming High manual effort Moderate reproducibility Poor flexibility No consistency of a (digital) data chain Limited material range
Etching High manual effort Poor reproducibility Limited material range Restricted flexibility related to the structure design
A wider scope related to the structure design, the increase of the reproducibility and the reduction of the manual effort require innovative solutions for the surface texturing in the tool and die manufacturing!
© Eschmann Textures
© Galvanoform

Seite 8© WZL/Fraunhofer IPT
Laser beam structuring – an innovative process for surface structuring "Removal rate and surface quality" – process basics
Use of pulsed laser sources – Pico- and nanosecond laser
Ablation with ps-laser (1 picosecond = 10-12 sec)– Material removal by sublimation (multi-photon-
absorption):"Cold" ablation process => no thermal conduction
– Nearly all materials are processable – Removal of a small material volume by a single laser pulse– No melt formation on the surface
Ablation with ns-laser (1 nanosecond = 10-9 sec)– Linear absorption– Predominantly melt ablation:
Thermal process with melt formation– Limited range of processable materials– Removal of a large material volume by single laser pulse– Low-cost laser sources
Fraunhofer IPT

Seite 9© WZL/Fraunhofer IPT
Laser beam structuring – an innovative process for surface structuring Application example "injection mold" – free formed surface
Work piece specification
Injection mold
Basis material 1.2343 (X38CrMoV5-1)
Quenched and tempered to 50 +2 HRC
Laser structured area: 196 mm x 152 mm
Result
Large-scale and seamless surface structuring
– Leather-grain K3A of the Volkswagen Golf VI
– Hybrid-structure with micro- and macro structures
– Geometrically defined pyramid structures
Fraunhofer IPT
Fraunhofer IPT
Fraunhofer IPT
Fraunhofer IPT

Seite 11© WZL/Fraunhofer IPT
Integ-μ Project structure
Platform 1b, led by Fraunhofer IPT, Germany
Research partners IPT, WZL/RWTH, KU LEUVEN Industrial partners KERN, KISTLER, SWATCH, TWT, MT,
LASAG Objectives Development of an integrated machine
tool system for a combined process of micro milling and laser ablation
System programmable through an adapted CAx-platform
Special monitoring systems to provide high reliability in micro milling
The Integ-μ projectDeveloping integrated solutions for micro manufacturing

Seite 12© WZL/Fraunhofer IPT
Targeted performance
multiple machining operations in one workholding configuration
processes will be used to complement each other (feature size, material, time)
stable micro milling process with tool steels > 55 HRC
laser structuring of freeform surfaces with very small feature sizes (12 μm focus diameter)
broad range of applicable materials
Applications and market sectors
Flexible and cost-effective fabrication of micro moulds and micro parts
Novelty and impact on EU industry
Fabrication of high precision complex 3D shapes with
increased flexibility, better accuracy, increased productivity, faster throughput, advanced materials and reduced handling and plant area
Integ-μ Platform 1bMicro milling & laser ablation
Integ-μ Project structure

Seite 13© WZL/Fraunhofer IPT
KERN PyramidNano
Travel X/Y/Z 500/500/400 mm³
Clamping area max. 600 x 600 mm²
Drives and guideways hydrostatic
Workpiece weight max. 250 kg
Feed rate 0.01 - 30,000 mm/min
Acceleration 10 m/s² (1g)
Rotational 360° continuous
Swivelling -20° up to +110°
Precision < 1μm
Weight approx. 8,000 kg
Force measurement system for micro milling
Developed by WZL/RWTH and KISTLER
Source: KERN
Integ-μ Platform 1bMachine tool system for micro milling

Seite 14© WZL/Fraunhofer IPT
KERN EVO Travel X/Y/Z 300/280/250 mm³ Clamping area max. 350 x 230 mm² Workpiece weight max. (3-axis) 50 kg Rotational 360° continuous Swivelling -10° up to +100° Precision < 3μm Weight approx. 3,000 kgLaser system Lumera SuperRapid Wavelength 1064 nm / 532 nm Repetition rate 80 to 1,000 kHz
(200 kHz optimized) Pulse width 10 ps Average output power 17 W / 10W Spatial Mode TEM00 (M² <1.3)Scanner system Scanlab RTC5 Scanlab IntelliScan10 & VarioScan20i
Source: Fraunhofer IPT
Integ-μ Platform 1bMachine tool system for micro laser ablation

Seite 15© WZL/Fraunhofer IPT
Mounting plate with scanner, beam expander and mirrors in place of spindle
Laser source in place of tool changer Laser provides two wavelengths at two
separate outputs, so two beams had to be aligned on one path
Laser control unit Separate industrial PC Connected to machine control
Laser safety Laser-safety windows External clearance Interlock
(connected to machine doors) Emergency shut-off
(Machine & laser source)Source: Fraunhofer IPT
Integ-μ Platform 1bMachine tool system for micro laser ablation – Integration concept

Seite 16© WZL/Fraunhofer IPT
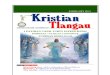
Laser ablation
Several demonstration parts have been realized
Generation of data sheets and storage of process data into "laser tools“
Source: Fraunhofer IPT
10 mm
5 mm
7 mm
Copper
Tool steel
Graphite
Source: Fraunhofer IPT
Source: Fraunhofer IPT
532532532Wavelength of radiation [nm]
500300300Feed speed
[mm/s]
808080Pulse repetition rate [kHz]
776Average laser power [W]
Graphite R 8500
CooperSteel(1.2343)
Integ-μ Platform 1bLaser ablation – process development with first demonstrators

Seite 17© WZL/Fraunhofer IPT
Complete digital process chain
Specialized CAM module for laser ablation
Basic and advances strategies for toolpath planning for the laser ablation process
Seamless integration in NX5 (by using the “CAx framework”)
Stand-alone version possible
Technology and process database
Virtual lasertools
Simulation tools available
Postprocessor
Laser control software “FlexOStruk”
Integrated CAM module for laser ablation
Integ-μ Platform 1bThe software connection: Development of the CAx platform

Seite 18© WZL/Fraunhofer IPT
Machine simulation (KERN Evo with laser integration)
Machine simulation
Simulation of Machine toolpath
Collision detection
Machine kinematics (linkage, offset) is stored in technology and process database
Machine simulation tool can be embedded into host system (NX) with use of CAx framework
Integ-μ Platform 1bThe software connection: Development of the CAx platform

Seite 19© WZL/Fraunhofer IPT
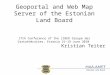
benefitissueprocessa) micro millingb) laser ablation
a
b
a + b (+a)
(a+) b + a
sharpness of corners
weld penetrations (bottom)
weld penetrations (lateral)
-
high material removal rate
sharp corners
sharp corners with high material removal rate (and higher surfacequality by finishig step)
(high material removal rate with) sharp cornersand higher surfacequality
ab
benefitissueprocessa) micro millingb) laser ablation
a
b
a + b (+a)
(a+) b + a
sharpness of corners
weld penetrations (bottom)
weld penetrations (lateral)
-
high material removal rate
sharp corners
sharp corners with high material removal rate (and higher surfacequality by finishig step)
(high material removal rate with) sharp cornersand higher surfacequality
ab
Integ-μ Platform 1bCombined process – test pattern and expected benefit

Seite 20© WZL/Fraunhofer IPT
Integ-μ Platform 1bCombined process – sharp corners

Seite 21© WZL/Fraunhofer IPT
Source: Swatchgroup
Integ-μ Platform 1bDemonstrator part by Swatchgroup: Watch plate

Seite 22© WZL/Fraunhofer IPT
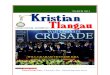
Integ-μ Platform 1bDemonstrator part: Decorative structures with Aachen Cathedral

Seite 23© WZL/Fraunhofer IPT
Decorative pattern
La Perlage / Pearl Pattern
Source: Wikipedia
Integ-μ Platform 1bDemonstrator part: Decorative structures with Aachen Cathedral

Seite 24© WZL/Fraunhofer IPT
Pocket (l,w,h): 7 x 1.8 x 2.3 mm³
Slice (l,w,h): 6 x 0.6 x 0.08 mm³
Integ-μ Platform 1bDemonstrator part: Decorative structures with Aachen Cathedral

Seite 25© WZL/Fraunhofer IPT
Control of small radius
Control of burr
Control of form, chamfer and burr
Integ-μ Platform 1bDemonstrator part: Decorative structures with Aachen Cathedral

Seite 27© WZL/Fraunhofer IPT
Micro milling and laser ablation – complementary technologiesOutlook and vision
Combining powerful micro fabrication technologies can contribute to
reduced processing time by developing intelligent machining and processing strategies
New functionalities by realising adapted and highly sophisticated surface properties
increased quality by realising special features and locally adapted properties
The integration of laser systems in machine tools contributes to
the design of continous process chains including preliminarywork and finishing
Specific setting of local material properties by automaticallycombining different manufacturing processes
Integrated CAx solutions which are able to represent and control whole process chains

Seite 28© WZL/Fraunhofer IPT
Your contact to Fraunhofer IPT
Dipl.-Ing. Kristian Arntz
Head of department Laser Materials ProcessingFraunhofer Institute for Production Technology IPTSteinbachstraße 17, 52074 AachenPhone: +49 241 89 04-121Mobile:+49 174 1902817Fax: +49 241 89 04-6121Mail: [email protected]