Embed Size (px)
Citation preview

Lean ManufacturingToyota Production System
ByHemant Pundle

Definition of Lean
“A philosophy of manufacturing based on planned elimination of waste and continuous improvement of productivity ……”

Definition of Lean
“The primary elements of Lean are: to have only the required inventory when
needed; to improve quality to zero defects; to reduce lead times by reducing setup
times, queue lengths, and lot sizes; to incrementally revise the operations
themselves; and to accomplish these things at minimum
cost”.

Lean Synonyms
IBM - Continuous Flow Manufacturing HP - Stockless Production
- Repetitive Manufacturing System
GE - Management by Sight Motorola - Short Cycle Manufacturing Japanese - The Toyota System Boeing - Lean Manufacturing

Definition of Lean
“A philosophy of production that emphasizes the minimization of the amount of all the resources (including time) used in the various activities of the enterprise. It involves: … identifying and eliminating non-value-
adding activities, … employing teams of multi-skilled workers, … using highly flexible, automated
machines”

Time-Based Competition It is no longer good enough for firms to be
high-quality and low-cost producers. To succeed today, they must also be first in
getting products and services to the customer fast.
To compete in this new environment, the order-to-delivery cycle must be drastically reduced.
JIT is the weapon of choice today in reducing the elapsed time of this cycle.

Lean Manufacturing
Systematic approach of identifying & eliminating waste. Improved Quality, Higher
throughput, Better efficiency. To do more & more with less & less
– Less men, less equipment, less time, less space, less material.

Lean Manufacturing
Traditional System of Manufacturing –- Production based on demand forecast.
- Storage of Material & Components till required
for processing.- Actual production with stress on large
batches.- Storage of components required for
assembly.- Assembly, final inspection & packaging.- Storage of finished goods in company
Godowns; Zonal depots ; retail outlets.

Traditional View of Manufacturing
A key objective was to fully utilize production capacity so that more products were produced with fewer workers and machines.
This thinking led to large queues of in-process inventory waiting at work centers.
Large queues meant workers and machines never had to wait for product to work on, so capacity utilization was high and production costs were low.
This resulted in products spending most of their time in manufacturing just waiting, an arrangement that is unacceptable in today’s time-based competition.

JIT Manufacturing Philosophy The main objective of JIT manufacturing
is to reduce manufacturing lead times. This is primarily achieved by drastic
reductions in work-in-process (WIP). 100% capacity utilization is not the
predominant objective. The result is a smooth, uninterrupted
flow of small lots of products throughout production.

Lean Manufacturing
Weakness of traditional system -- Risk related to forecasts.- Long overall business cycle.- Buffers in various stages leading to slackness in
the system.- Encourages departmental focus.

Lean Manufacturing
Wastes associated with traditional system – Waste due to waiting time of men,
machine, material Waste due to un-necessary movement of
material. Waste due to In-process inventory. Waste due to producing defective goods.

Lean Manufacturing
Lean manufacturing system – Produce against order – As per Takt
time JIT receipt of material Pull system

Lean Manufacturing
Key Principals – Minimize Material handling. Handle products once only. Minimize distance – Create cells, Avoid
walking, carrying. Minimize strain – Ergonomic design, Hydro
pneumatic clamping.

Lean Manufacturing
Key Principals – Minimize clutter – parts, tools, gauges,
products at designated places, 5S. Minimize storage. Maximize utilization of – People, space,
equipment. Maximize flexibility : Personal – Multi
skilling Equipment – SMED.

Lean Manufacturing
Key Principals – Maximize visibility – Quality spot problem. Maximize communication –
Sunrise meetings, Daily plan Vs achieved.

The Toyota Way
Using operational excellence as a strategic weapon.
The constant improvement or so to say the improvement based on action, one can rise to higher level.

The Toyota Way
Toyota way is deceptively simple. It can be too easy to read on the simple principle & say “sure I know that …”.
Rather than saying “I got it”; you will be encouraged to listen; understand; reflect … & learn.

The Toyota Way
Toyota way is about “Tacit” knowledge; not explicit procedural knowledge. “Tacit” knowledge is the craft type of knowledge that you gain from experience & reflection.
Toyota always starts with the goal of generating value for the customer, society & the economy.

The Toyota Way Toyota’s impact on the world has gone
beyond making money. It has even gone beyond making excellent vehicles people can enjoy driving. Toyota has contributed a new paradigm of manufacturing; “WCM”.
Evaluation of manufacturing beyond Ford’s mass production. And if that’s not enough’ there is a revolution in service industry working to apply lean thinking to drive out waste; including banks, insurance, hospitals.

The Toyota Way
The tools are just tools that can be picked by any company. A gifted carpenter who leaves his tools lying around so some one else can steal them; does not have to worry about being replaced by an amateur who finds his tools.

Toyota Production System
Philosophy. ( Long term thinking) Process (Eliminate waste). People & partner ( Respect,
challenge & grow them). Problem solving ( Continuous
improvement & learning).

Toyota Production System Philosophy
Base Management decision on long term philosophy; even at the expense of short term financial goals.

Toyota Production System Philosophy
Will Toyota still use JIT if there is a major disaster that shuts down supply chain.
Doesn’t Toyota lay off employees when business is bad.( e.g. TABC –Toyota Auto Body Inc. California; plant in California converted to manufacturing trucks and 4 cylinder engines)
If Toyota does not lay off employees, what do they do with them?

Toyota Production System (TPS) Definition: The production system developed by
Toyota Motor Corporation to provide best quality, lowest cost, and shortest lead time through the elimination of waste.
TPS is comprised of two pillars, Just-in-Time and Jidoka (autonomation) , and is often illustrated with the "house" shown on the next slide.
TPS is maintained and improved through iterations of standardized work and kaizen (continuous improvement), following Plan–Do-Check-Act (PDCA Cycle from Dr. Deming), or the scientific method.

House of Toyota

Waste (“muda” in Japanese) is ‘anything other than the minimum amount of equipment, materials, parts, space, and worker’s time, which are absolutely essential to add value to the product.’
— Shoichiro Toyoda Founder, Toyota
© 1995 Corel Corp.
Introductory Quotation

Toyota Production SystemProcess – Eliminate Waste. Create process flow to surface problems. Use pull system to avoid over production. Level out the production (Heijunka). Stop when there is a quality problem (Jidoka). Standardize task for continuous improvement. Use visual controls, so no problems are hidden
( e.g. Andon). Use only reliable thoroughly tested
technology. ( e.g. CAD vs. CATIA – Computer aided three dimensional interactive application).

Attacks waste Anything not adding value to the product
From the customer’s perspective
Exposes problems and bottlenecks caused by variability Deviation from optimum
Achieves streamlined production By reducing inventory
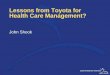
What Does Just-in-Time Do?


Scrap
Work in process inventory level(hides problems)
Unreliable Vendors Capacity Imbalances
Lowering Inventory Reduces Waste

Push versus Pull
Push system: material is pushed into downstream workstations regardless of whether resources are available
Pull system: material is pulled to a workstation just as it is needed

TPS – Eliminate Waste – Pull System
There are three primary elements of pull that distinguish it from push:
1 Defined – A defined agreement with specified limits pertaining to volume, product mix & sequence of model mix between the two parties (supplier & customer).
2 Dedicated – Items that are shared between the two parties must be dedicated. These include resources, locations, containers .. Etc.
3 – Controlled – Simple control methods, which are visually apparent, maintain the defined agreement.

Continuous Flow
Producing and moving one item at a time (or a small and consistent batch of items) through a series of processing steps as continuously as possible, with each step making just what is requested by the next step.
It is also called the one-piece flow, single-piece flow, and make one, move one.

Eight Types of Waste
Over production Over staffing, storage , transportation.
Waiting Workers waiting for automatic
machine to complete cycle. Waiting for tools, parts supply, stock
out, lot processing delays, breakdowns, capacity bottlenecks.

Eight Types of Waste
Unnecessary transport Long distance, Huge quantity.
Over processing or Incorrect processing.
-Inefficient processing due to poor tool, poor process design, causing unnecessary motion & defects-Waste is generated when providing higher quality product than is necessary.

Eight Types of Waste Excess inventory
Longer lead time, obsolescence, damage in transit, storage transportation costs.
Extra inventory hides problems such as late deliveries, equipment down time, long set up time.
Unnecessary Movements Wasted motions employees have to perform
such as looking for, reaching for, stacking parts.

Eight Types of Waste
Defects Rework, Reject, Inspection.
Unused Employee Creativity Ideas, Skills, Improvement
opportunities.

Eliminate waste –1, 2
1. Form CellsSequential operations, decouple operator from machine, parts in families, single piece flow within cell
2. Reduce SetupExternalize setup to reduce down-time during changeover, increases flexibility

Eliminate waste – 3, 4
3. Integrate quality controlCheck part quality at cell, poke-yoke, stop production when parts are bad
4. Integrate preventive maintenanceworker maintains machine , runs slower

Eliminate waste – 5, 6
5. Level and balanceProduce to Takt time, reduce batch sizes, smooth production flow
6. Link cells- KanbanCreate “pull” system – “Supermarket” System

Japanese word for card Pronounced ‘kahn-bahn’ (not ‘can-ban’)
Authorizes production from downstream operations ‘Pulls’ material through plant
May be a card, flag, verbal signal etc. Used often with fixed-size containers
Add or remove containers to change production rate
Kanban

Eliminate waste – 7, 8
7.Reduce WIPMake system reliable, build in mechanisms to self correct
8. Build Vendor programPropagate low WIP policy to your vendors, reduce vendors, make on-time performance part of expectation

Production Line Balancing

Jidoka Jidoka = Autonomation = Automation with “human” intelligence.
Sakichi Toyoda, founder of the Toyota group of companies, invented the concept of Jidoka in the early 20th Century by incorporating a device on his automatic looms that would stop the loom from operating whenever a thread broke. Dr. Shigeo Shingo then developed his idea further.
This enabled great improvements in quality and freed people up to do more value creating work than simply monitoring machines for quality (separating people’s work and machine’s work).
Eventually, this simple concept found its way into every machine, every production line, and every Toyota operation.

Quality At The Source
Doing it right at the first time. Jidoka allows workers to stop
production line Andon lights signal quality problems Under capacity scheduling allows for
planning, problem solving & maintenance
Visual control makes problems visible Poka-yoke prevents defects

Jidoka Techniques Poka-yoke (mistake or error proofing)
A form of device for building-in quality at each production process.
This device may take many shapes and designs.
Typical types of Pokayoke are sensors, proximity switches, stencils, light guards and alignment pins. Simple circuitry is usually used to operate these electrical error proof devices as they should be of low cost and simple design.
Goal: Finding defects before they occur = Zero Defects
Statistical Quality Control (SQC): Finding defects after they occur
Visual management including using Andon Lamp

Cost Vs Defects Ref. “Machine that Changed the World” Womack, Jones and Roos

The Importance of Standardized Work:
Without it, all improvement efforts using Kaizen to eliminate waste (muda) are not sustainable. You will go back to the original position before Kaizen.

Standard Work
When manpower, equipment, and materials are used in the most efficient combination, this is called Standard Work.
There are three elements to Standard Work:
1) Takt Time
2) Work Sequence
3) Standard Work-in-Process
Once a Standard Work is set, performance is measured and continuously improved.

Standardized processes & Procedures (SOP) Standardized work evokes images of
industrial engineers with stop watches terrorizing the workforce by squeezing out every second of productivity.
It brings to the mind a highly regimented existence. It is bureaucracy run rampant where human will & creativity are wiped out & people become robots.

Standardized processes & Procedures (SOP) Standardization is starting point for
continuous improvement. Standardization is the key to
create consistence performance. It is a part of ongoing activity of
identifying problems, establishing effective methods & defining the way those methods are performed.

Standardized processes & Procedures (SOP) It is driven by the people; not done to
the people. Focus on creating truly efficient process
that will deliver consistent result (And not on work measurement – F. W. Taylor).
This seemingly simple method is deceivingly difficult for other companies to mimic.



Toyota Production SystemPeople and Partners.
We often think respecting people mean creating stress free environment that provides lots of amenities & is employee friendly. But many of the tools of Toyota Production System aim to raise problems to surface; creating challenging environment; that force people to think & grow.

Toyota Production SystemPeople and Partners.
Grow leaders who live the philosophy ( e.g. Engineer working on Lexus).
Respect, develop and challenge your people and team ( e.g. development of hybrid Prius).
Respect, challenge and help your suppliers.

Suppliers / Partners Respect your extended network of
partners & suppliers by challenging them & helping them improve.
Hands on and more driven to improve their own system first & then showing how that improves the supplier.
Level the production ( Heijunka) to make it easier on supplier.
Come measure the work to get cost out of the system. ( vs. Competitive biding / e-biding).

Suppliers / Partners Find solid partners & grow together to mutual
benefit in the long term. Logistics – Cross docking or Break bulk facility. Partnering with supplier while maintaining
internal capability. Learn with the supplier core knowledge &
technology ( e.g. IGBT – Insulated Gate Bipolar Transistor – in hybrid vehicle).
SIC ( Sick supplier club) help from OMCD ( Operations Management Consulting Division).

Toyota Production SystemProblem Solving
Continual Organizational learning through Kaizen.
Go see for yourself to thoroughly understand the situation ( Genchi Gembatsu).
Make decision slowly by consensus, thoroughly considering all options. Implement rapidly.

GEMBA GEMBA" is a Japanese word meaning "real place",
where the real action takes place. In business, GEMBA is where the value-adding activities to satisfy the client are carried out.
Manufacturing companies have three main activities in relation to creating money: developing (designing), producing and selling products. In a broad sense, GEMBA means the sites of these three major activities.
In a narrower context, however, GEMBA means the place where the products are made.
The term is often used to stress the that real improvement can only take place when there is a shop-floor focus on direct observation of current conditions where work is done, e.g., not only in the engineering office.

Five Golden Rules of Gemba Masaaki Imai promoted Kaizen to people outside Japan through his two highly
acclaimed books:
1. Kaizen: The Key To Japan's Competitive Success. 2. Gemba Kaizen: A Commonsense, Low-Cost Approach to Management
He preaches the Five Golden Rules of Gemba, the first of which is 'When a problem (abnormality) arises, go to gemba first'. So what's gemba? It's the shop floor, or equivalent. Once there, you apply
Golden Rule Two: check with gembutsu (relevant objects).
Three: take temporary counter-measures on the spot.
Four: find the root cause.
Five: standardize to prevent recurrence.
Standardization is the managing part of getting good gemba. You also need good housekeeping (Imai is very keen on cleaning machines) and muda, the elimination of waste. But all hinges on getting away from your desk. Obey the master Imai. GO TO GEMBA!

5Whys: Finding the root cause of a problem. 5 Whys analysis as an effective problem-solving technique. It is also used
in Six Sigma. Example:
Why is our client unhappy? Because we did not deliver our services when we said we would.
Why were we unable to meet the agreed-upon timeline or schedule for delivery? The job took much longer than we thought it would.
Why did it take so much longer? Because we underestimated the complexity of the job.
Why did we underestimate the complexity of the job? Because we made a quick estimate of the time needed to complete it, and did not list the individual stages needed to complete the project.
Why didn't we do this? Because we were running behind on other projects. We clearly need to review our time estimation and specification procedures.

Plan-Do-Check-Act(PDCA/Shewart /Deming Cycle) Plan: Go to the real place/factory flow (gemba),
obverse the real thing/product (gembutsu), get the real fact (genjitsu). Focus on reducing response time, lead times, exposing wastes in your process
Do: Conduct Kaizen. Create models of excellence so others can aspire to. Flow everything: product, information material replenishment, services.
Check for direction by aligning activities with long-term business direction
Act: Take actions to sustain and accelerate improvement activities
Source: www.leanbreakthru.com

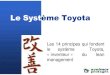
Minimize production disruptions
DP - P1 Predictable production resources (people, equipment, info)
FR - P1 Minimize production disruptions
FR - P12 Ensure predictable equipment output
FR - P11 Ensure availability of relevant production information
FR - P14 Ensure material availability
FR - P13 Ensure predictable worker output
DP - P12 Maintenance of equipment reliability
DP - P11 Capable and reliable information system
DP - P14 Standard material replenishment system
DP - P13 Motivated work - force performing standardized work
FR - P133 Do not interrupt production for worker allowances
FR - P131 Reduce variability of task completion time
DP - P133 Mutual Relief System with cross - trained workers
DP - P131 Standard work methods to provide repeatable processing time
FR - P132 Ensure availability of workers
DP - P132 Perfect Attendance Program
DP - P142 Parts moved to downstream operations according to pitch
FR - P142 Ensure proper timing of part arrivals
DP - P141 Standard work in process between sub - systems
FR - P141 Ensure that parts are available to the material handlers
FR - P121 Ensure that equipment is easily serviceable
DP - P121 Machines designed for serviceability
FR - P122 Service equipment regularly
DP - P122 Regular preventative maintenance program
DP - P1 Predictable production resources (people, equipment, info)
FR - P1 Minimize production disruptions
FR - P12 Ensure predictable equipment output
FR - P11 Ensure availability of relevant production information
FR - P14 Ensure material availability
FR - P13 Ensure predictable worker output
DP - P12 Maintenance of equipment reliability
DP - P11 Capable and reliable information system
DP - P14 Standard material replenishment system
DP - P13 Motivated work - force performing standardized work
FR - P133 Do not interrupt production for worker allowances
FR - P131 Reduce variability of task completion time
DP - P133 Mutual Relief System with cross - trained workers
DP - P131 Standard work methods to provide repeatable processing time
FR - P132 Ensure availability of workers
DP - P132 Perfect Attendance Program
DP - P142 Parts moved to downstream operations according to pitch
FR - P142 Ensure proper timing of part arrivals
DP - P141 Standard work in process between sub - systems
FR - P141 Ensure that parts are available to the material handlers
FR - P121 Ensure that equipment is easily serviceable
DP - P121 Machines designed for serviceability
FR - P122 Service equipment regularly
DP - P122 Regular preventative maintenance program

“What Works at Work: Overview and Assessment”, Conclusion 1; “Bundling”
Innovative human resource management practices can improve business productivity, primarily through the use of systems of related work practices designed to enhance worker participation and flexibility in the design of work and decentralization of managerial tasks and responsibilities.

“What Works at Work: Overview and Assessment”,
Conclusion 2; “Impact” New Systems of participatory
work practices have large economically important effects on the performance of the businesses that adopt the new practices.

“What Works at Work: Overview and Assessment”, Conclusion 3; “Partial Implementation”
A majority of contemporary U.S. businesses now have adopted some forms of innovative work practices aimed at enhancing employee participation such as work teams, contingent pay-for-performance compensation, or flexible assignment of multiskilled employees. Only a small percentage of businesses, however, have adopted a full system of innovative work practices composed of an extensive set of these work practice innovations.

“What Works at Work: Overview and Assessment”, Conclusion 4; “Barriers to Implementation”
The diffusion of new workplace innovations is limited, especially among older U.S. businesses. Firms face a number of obstacles when changing from a system of traditional work practices to a system of innovative practices, including: the abandonment of organization change initiatives after limited policy changes have little effect on performance, the costs of other organizational practices that are needed to make new work practices effective, long histories of labor-management conflict and mistrust, resistance of supervisors and other workers who might not fare as well under the newer practices, and the lack of a supportive institutional and public policy environment.

Toyota Production System
What makes Toyota stand out is not any of the individual elements …. But what is important is having all the elements together as a system. It must be practiced every day in a very consistent manner.