Embed Size (px)
Citation preview

Spot Welding Parameters Basic Calculation
𝐸 = 0.241𝑃𝑡w .........................(1) where E : Energy (J)
*Calculation for AC spot welding P : Power (W) tw : Weld time (sec) = 0.241𝐼2𝑅𝑡w .........................(2) where I : Welding Current (A) R : Panel Contact Resistance (Ω) = JvSL .........................(3) where Jv : Melting energy (J/mm3) S : Surface contact (mm2)
L : Total plate thickness combination (mm)
= Jv[π𝑑2
4]L ........................(4) where d : Required nugget diameter (mm)
Since 𝑑 = 4 𝑡min for general spot point
= 5 𝑡min for important spot point
Where 𝑡min : Min thickness of panel combinations
So, 0.241𝐼2𝑅𝑡 = Jv[π(4 𝑡min)2
4]L .......(5) Combination eqn (2) & eqn (4)
= Jv[π4𝑡min]]L .............(6)
Final equation;
𝐼 = Jv[π4𝑡min]]L
0.241𝑅𝑡w
2 ..............(7) *Used for minimum nugget diameter requirement (general)
= Jv[π
𝑑 2
4]L
0.241𝑅𝑡w
2
....................(8) *Used for specific required nugget diameter
Note :
Steel type Melting Energy Contact Resistance
Low Carbon Steel 9.7 J/mm3 100 μΩ
Aluminum 2.9 J/mm3 75 μΩ
Replace 𝐸 = 0.241𝑃𝑡w to 𝐸 = 0.37𝑃𝑡w for MFDC / DC spot welding calculation
𝐹w = 250𝑡min .............................(9) where 𝐹w = Welding Force (kg) - target
*Go to Quadratic approximation for best data fitting (refer reference) – No 11
𝑡w = 10𝑡min .............................(10) where 𝑡w = Weld time (cycle) – 50 hz
𝑡hold = 3 ~ 5 𝑐𝑦𝑐𝑙𝑒𝑠.................... where 𝑡hold = Hold time (cycle) – 50 hz
*𝑡squeeze - Pneumatic Gun : Min 17 cycle – Min time require for applied force to stable at 80%
- Servo Gun (robot) : 0 cycles – Using integrated robot function (robot will send
signal once applied force is stable to welding
controller)
Servo Gun : 4 cycle – Min time require for applied force to stable

References
1. Spot Welding Process Sequence
2. Relationship between welding force & resistance
𝐹w = 𝑃w𝐴 .............(1) where Fw : Weld Force
Pw : Weld Pressure A : Contact Area
R = 𝜌𝐿
𝐴 ........(2) where R : Resistance, Ω
So, A = 𝜌𝐿
𝑅 ........(3) ρ : Resistivity , Ω/mm
L : Total plate thickness combination (mm)
A : Contact Area, mm2
Combine eq (1) & (3)............
𝐹w = 𝑃w𝜌𝐿
𝑅 ........................(4) 𝐹w α 1 𝑅 .... Force ↑ Resistance ↓

3. Relationship between welding force & welding current
𝑃p = 𝑉𝐼 = 𝐼2𝑅 .................................................(5) where Pp : Weld Power
Combine eq (4) & (5)............
𝐹w = 𝑃w𝜌𝐿𝐼2
𝑃p ............................(6) 𝐹w α 𝐼2 .... Force ↑ Current ↑
*Lobe curve sample from Lobe Curve Generator – Welding Force vs Weld Current

4. Welding Condition Graph (Base on formulas)
Using derived formulas as above, the new plot (yellow & blue colours) are published against original
welding chart to confirm the accuracy of the formulas. Also, the Lobe Curve estimator was
programmed to view weldability region as following sample;

5. Lobe Curve Generator (from equations) – Weld Time vs Weld Current
*Improved Lobe Curve Generator

6. AC vs DC Spot Welding Comparison

7. Lobe Curve Sample (Experimental Data)
8. Welding Stepper Program Sample
3SPCC (1.2) x SPCD-SD (1.4)
x SPRC 40 (2.0)5.5mm 250kgf
Graph Part Combination Nugget Diameter (Standard) Welding Pressure
Graph 3
6 8 10 12 14 16 18 206000
7000
8000
9000
10000
11000
12000
13000
14000
Weld Time (cycle)
Wel
d C
urre
nt (
A)
Weld Current versus Weld Time Graph
weld_current_total vs. weld_time_total fit 1weld_current_total_NF vs. weld_time_total_NF fit 2weld_current_total_SP vs. weld_time_total_SP fit 3
Required Nugget Diameter : 5.5mm
Spatter Region
No Fusion Region
Small Nugget Region
Applicable Region
0 420 840 1260 1680 2100 2520 2940 3360 3780 4200
9500
9700
9900
10100
10300
10500
10700
10900
11100
11300
Weld Count (no)
Wel
ding
Cur
rent
(A)
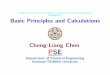
Welding Current Setting versus Welding Current Actual
Welding Current Setting
Welding Current (Actual)
WASIS
STEPPER 0 STEPPER 1 STEPPER 2 STEPPER 3 STEPPER 4 STEPPER 5 STEPPER 6 STEPPER 7 STEPPER 8 STEPPER 9
CURRENT
(kA)11.3 9.5 9.7 9.9 10.1 10.3 10.5 10.7 10.9 11.1 11.3
WTM 7 3 3 3 4 4 5 5 5 6 6
WELD COUNT 1~420 1~420 421~840 841~1260 1261~1680 1681~2100 2101~2520 2521~2940 2941~3360 3361~3780 3781~4200
WELD TIME
(cycle)13 13
PRESSURE
(kgf)250 250
UNDERBODY ROBOT UB053 / 054 (WELDING PARAMETER SETTING)

9. Stepper versus Typical Welding Comparison (Sample)
10. Weld Force Quadratic Approximation

11. Electrode Force Effect on Lobe Curve Range (Sample from experiments)
6 8 10 12 14 16 18 20 22
6500
7000
7500
8000
8500
9000
9500
10000
10500
11000
11500
Weld Time (cycle)
Weld
Curr
ent
(A)
Electrode Pressure Effect on Applicable Region (Between Standard Nugget & Spatter Region)
Press_160_current_std vs. Press_160_weld_time_std
fit 1
Press_160_current_spatter vs. Press_160_weld_time_spatter
fit 2
Press_200_current_std vs. Press_200_weld_time_std
fit 3
Press_200_current_spatter vs. Press_200_weld_time_spatter
fit 4
160 kgf
200 kgf
Spatter Region
Small Nugget Region

12. Shear Load versus Weld Nugget diameter
2.5 2.7 2.9 3.1 3.3 3.5 3.7 3.9 4.1
1000
2000
3000
4000
5000
6000
7000
8000
Nugget Diameter, d [mm]
Shear
Load,
F [
N]
Shear Load Graph (Ordinary Weld)
SPCE Shear vs. Nugget Diameter
fit [<390 MPa]
SPFC490 Shear vs. Nugget Diameter
fit [390MPa<TS<490MPa]
SPFC580 Shear vs. Nugget Diameter
fit [490MPa<TS<580MPa]
SPFC780 Shear vs. Nugget Diameter
fit [580MPa<TS<780MPa]
SPFC980 Shear vs. Nugget Diameter
fit [780MPa<TS<980MPa]
SPFC >980 Shear vs. Nugget Diameter
fit [TS>980]
3.4 3.6 3.8 4 4.2 4.4 4.6 4.8 5
2000
3000
4000
5000
6000
7000
8000
9000
10000
11000
Nugget Diameter, d [mm]
Shear
Load,
F [
N]
Shear Load Graph [Critical Weld]
<390 MPa
fit [<390MPa]
390MPa < TS<490MPa
fit [390<TS<490]
490MPa<TS<580
fit [490<TS<580]
580<TS<780MPa
fit [580<TS<780
780<TS<980MPa
fit [780<TS<980]
TS>980
fit [TS>980]

13. Temperature Distribution During Spot Welding
14. Dynamic Resistance Measurement (IJAME)

15. Welding Heat Distribution (SAE)